ESTRUCTURA CERRADA EN MATERIAL COMPUESTO.
Estructura cerrada en material compuesto.
Estructura cerrada (11) en material compuesto de forma tubular que comprende una pie (21) y una pluralidad de larguerillos longitudinales de refuerzo (23) con forma de omega,
tal como una estructura de un fuselaje de una aeronave, que se fabrica como una pieza unitaria sobre un útil macho (13) de un material de un coeficiente de contracción mayor que el del material compuesto y se desmoldea según una dirección predeterminada, en la que: a) la superficie exterior (31) de la piel (21) forma un ángulo mayor >= 0º con la dirección de desmoldeo (35); b) cada uno de dichos larguerillos longitudinales (23) están conformados con una traza (41) que sigue una dirección desmoldeable y con una sección transversal que mantiene constantes a lo largo de la traza (41) su altura (Ho), la longitud de su cabeza (Lho) y la longitud entre sus pies (Lfo).
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200900667.
Solicitante: AIRBUS OPERATIONS, S.L.
Nacionalidad solicitante: España.
Inventor/es: DÍAZ-CANEJA FERNÁNDEZ,Carlos.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C33/44 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 33/00 Moldes o núcleos; Detalles o accesorios para ellos. › con medios para o especialmente concebidos para facilitar el desmoldeo de objetos, p. ej. de objetos con muescas o en sesgo.
- B29C70/44 B29C […] › B29C 70/00 Conformación de materiales compuestos, es decir, materiales plásticos con refuerzos, cargas o partes preformadas, p. ej. inserciones. › mediante presión isostática, p. ej. moldeo por diferencia de presión, moldeo con bomba de vacío, moldeo en autoclave o moldeo con caucho expandible.
- B29L31/30 B29 […] › B29L SISTEMA DE INDEXACION ASOCIADO A LA SUBCLASE B29C, RELATIVO A OBJETOS PARTICULARES. › B29L 31/00 Otros objetos particulares. › Vehículos, p. ej. barcos o aviones o partes constitutivas de los mismos.
- B64C1/00 B […] › B64 AERONAVES; AVIACION; ASTRONAUTICA. › B64C AEROPLANOS; HELICOPTEROS (vehículos de colchón de aire B60V). › Fuselajes; Características estructurales comunes a fuselajes, alas, superficies estabilizadoras o similares (características aerodinámicas comunes a fuselajes, alas, superficies estabilizadoras o similares B64C 23/00; instalaciones de la cabina de vuelo B64D).
Fragmento de la descripción:
ESTRUCTURA CERRADA EN MATERIAL COMPUESTO
CAMPO DE LA INVENCIÓN
La presente invención se refiere a una estructura cerrada fabricada en material compuesto como una pieza unitaria, tal como una sección del fuselaje de una aeronave, cuyos larguerillos de refuerzo tienen una sección transversal
en forma de omega.
1 .
ANTECEDENTES DE LA INVENCIÓN
La solicitud WO 2008/092971 describe una estructura cerrada en material compuesto para un fuselaje de aeronave conformada sobre un útil macho del que puede separarse en una determinada dirección. La estructura
está formada por una piel de una pieza y una pluralidad de rigidizadores longitudinales interiores con forma de omega integrados en dicho panel y se consolida en un autoclave. El útil macho incluye unos alojamientos para posicionar los larguerillos longitudinales en fresco sobre los que se encinta la piel y es de aluminio, material que tiene un coeficiente de contracción superior al
2 o del material compuesto, por lo que al enfriarse la estructura al salir del autoclave, se genera una holgura entre la estructura y el útil que permite el desmoldeo de la estructura según una dirección de desmoldeo predeterminada (próxima al eje X de la aeronave) .
El diseño de los larguerillos longitudinales debe llevarse a cabo 2 5 compatibilizando distintas exigencias y, en particular, exigencias de desmoldeabilidad, resistencia estructural y fabricabilidad.
En el caso de componentes de fuselaje de gran tamaño, aunque su forma externa suele aproximarse en términos generales a la de una superficie de revolución cilíndrica o cónica, existen zonas locales donde eso no es así por
distintos motivos. Por su parte, el espesor de la piel no es constante ya que los esfuerzos a los que está sometido el fuselaje son muy distintos de una zona a otra y ello implica, entre otras consecuencias, que los pies de los larguerillos
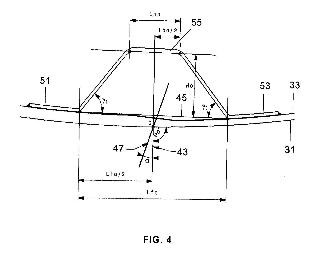
longitudinales se apoyan en la piel a alturas distintas. Esas circunstancias dificultan que el diseño de la sección de los larguerillos longitudinales en forma de omega se lleve a cabo satisfaciendo simultáneamente las exigencias mencionadas. 5 La presente invención está orientada a la solución de ese inconveniente. SUMARIO DE LA INVENCIÓN Es un objeto de la presente invención proporcionar una estructura 10 cerrada realizada en material compuesto y dotada interiormente de larguerillos de refuerzos con sección transversal con forma de omega, tal como una sección del fuselaje de una aeronave fabricado como una pieza unitaria, en la que dichos larguerillos estén conformados de manera que se logre un equilibrio apropiado entre las exigencias de desmoldeabilidad, resistencia estructural y 15 fabricabilidad. Es otro objeto de la presente invención proporcionar una estructura cerrada realizada en material compuesto y dotada interiormente de larguerillos de refuerzos con sección transversal con forma de omega, tal como una sección del fuselaje de una aeronave fabricado como una pieza unitaria, en la que el 2 o diseño de los larguerillos facilite su modelización para facilitar su análisis detallado. Esos y otros objetos se consiguen proporcionando una estructura cerrada de las características mencionadas que se fabrica como una pieza unitaria sobre un útil macho de un material de un coeficiente de contracción mayor que 2 5 el del material compuesto, cuya superficie exterior forma un ángulo mayor o igual que 0° con la dirección de desmoldeo y en la que cada uno de dichos larguerillos longitudinales está conformado con una traza que sigue una dirección desmoldeable en relación con la dirección de desmoldeo y con una sección transversal que mantiene constantes a lo largo de la traza su altura 30 (Ho) , la longitud de su cabeza (Lho) y la longitud entre sus pies (Lfo) . En una realización preferente dicha sección transversal cumple dos condiciones en relación con una superficie de referencia perpendicular a la superficie exterior de la piel a lo largo de la traza: los vértices de los pies están ubicados en la intersección de la superficie interior de la piel con superficies paralelas a dicha superficie de referencia a una distancia predeterminada (Lfo/2) de ella; la cabeza está delimitada por unas superficies paralelas a dicha 5 superficie de referencia a una distancia predeterminada (Lho/2) de ella, es paralela a una hipotética superficie entre los vértices de los pies y está situada a una distancia predeterminada (Ho) de ella. Se consigue con ello una conformación de larguerillos fácilmente modelizable. En otra realización preferente, la estructura cerrada forma parte del 1º fuselaje de una aeronave. Se consigue con ello fabricar secciones de fuselaje de aeronaves de una sola pieza con las consiguientes ventajas en términos de costes, plazos de ejecución y un menor peso del componente. Otras caracterfsticas y ventajas de la presente invención se harán evidentes de la siguiente descripción detallada de las realizaciones, ilustrativas 15 de su objeto, junto con las figuras adjuntas. DESCRIPCIÓN DE LAS FIGURAS La Figura 1 muestra un componente de un fuselaje de aeronave con una 2 o piel de una sola pieza reforzada por larguerillos longitudinales en forma de omega realizados en material compuesto que está siendo separado del útil utilizado para su conformado. La Figura 2 muestra en sección transversal un detalle de una zona de la piel del componente de un fuselaje de aeronave donde se produce un cambio 2 5 de espesor. La Figura 3 ilustra la geometría de un larguerillo longitudinal de refuerzo de la piel del componente de un fuselaje de aeronave según la presente invención. La Figura 4 ilustra la sección transversal de un larguerillo longitudinal de 3 o refuerzo de la piel del componente de un fuselaje de aeronave según la presente invención.DESCRIPCIÓN DETALLADA DE LA INVENCIÓN
Describiremos detalladamente la invención en relación con un componente 11 de un fuselaje de una aeronave fabricado en material 5 compuesto como una pieza unitaria. La Figura 1 muestra ese componente 11 en un momento del proceso de desmoldeo del útil 13 según la dirección de
desmoldeo 35. El componente 11, que generalmente tiene forma tronco-cónica o cilfndrica, está formado por una piel 21 y una pluralidad de larguerillos 1 O longitudinales 23 con forma de omega en su interior y el útil 13 incluye unos cajeados 15 de forma similar a la de dichos larguerillos longitudinales 23.
El proceso de fabricación del componente 11 con un material compuesto tal como un CFC ("Carbon Fibre Composite") comprende, básicamente, una primera etapa en la que se disponen los rigidizadores longitudinales 23 en forma
de omega en estado "fresco" en dichos cajeados 15, una segunda etapa en la que se lamina el material compuesto sobre dicho útil para conformar la piel 21, una tercera etapa en la que se consolida el componente 11 en un autoclave y una cuarta etapa en la que se desmoldea el componente 11 separándolo del útil
13.
2º Para conseguir el desmoldeo del componente 11 hay que asegurar, en primer lugar, que lo haga la superficie exterior de su piel 21 y ello implica que esa superficie debe formar un ángulo ;;:: 0°, con respecto a la dirección de desmoldeo en cada punto. Pero si consideramos el desmoldeo de la superficie interior de la piel 21 tenemos que tener en cuenta que esta superficie interior
2 5 está generada enteramente a partir de superficies paralelas a la superficie exterior que serán desmoldeables siempre que la superficie exterior lo sea. Pero la superficie interior también está generada por superficies de transición entre los diferentes cambios de espesor de la piel 21 que generan mesetas o valles que dan lugar a que, a priori, las superficies de transición no sean
3º desmoldeables. Como se ilustra en la Figura 2 si en una sección de piel21, dispuesta con una cierta holgura sobre el útil 13, hay distintos espesores entre la superficie
...
Reivindicaciones:
1. Estructura cerrada (11) de forma tubular realizada con un material compuesto que comprende una piel (21) y una pluralidad de larguerillos longitudinales de refuerzo (23) con forma de omega, que se fabrica como una pieza unitaria sobre un útil macho (13) de un material de un coeficiente de contracción mayor que el del material compuesto y se desmoldea según una dirección predeterminada, caracterizado porque:
a) la superficie exterior (31) de la piel (21) forma un ángulo mayor ó igual de 0º con la dirección de desmoldeo (35) ;
b) cada uno de dichos larguerillos longitudinales (23) están conformados con una traza (41) que sigue una dirección desmoldeable en relación con la dirección de desmoldeo (35) y con una sección transversal que mantiene constantes a lo largo de la traza (41) su altura (Ho) , la longitud de su cabeza (Lho) y la longitud entre sus pies (Lfo) .
2. Estructura cerrada (11) de forma tubular según la reivindicación 1, caracterizada porque dicha sección transversal cumple las siguientes condiciones en relación con una superficie de referencia (43) perpendicular a la superficie exterior (31) de la piel (21) a lo largo de la traza (41) :
- b1) los vértices de los pies (51, 53) están ubicados en la intersección de la superficie interior (33) de la piel (11) con superficies paralelas a dicha superficie de referencia (43) a una distancia predeterminada (Lfo/2) de ella;
- b2) la cabeza (55) está delimitada por unas superficies paralelas a dicha superficie de referencia (43) a una distancia predeterminada (Lho/2) de ella, es paralela a una hipotética superficie (45) entre los vértices de los pies (51, 53) y está situada a una distancia predeterminada (Ho) de ella.
3. Estructura cerrada (11) de forma tubular según cualquiera de las reivindicaciones 1-2 caracterizada porque tiene forma cilíndrica o troncocónica.
4. Estructura cerrada de forma tubular (11) según cualquiera de las reivindicaciones 1-3 caracterizada porque es una estructura que forma parte del fuselaje de una aeronave.
Patentes similares o relacionadas:
Procedimiento de depósito de un material intermedio que permite asegurar la cohesión de este último y material intermedio, del 1 de Julio de 2020, de HEXCEL REINFORCEMENTS: Procedimiento de depósito en continuo sobre una superficie de depósito de un material intermedio constituido por una capa unidireccional de fibras […]
Bolsa de vacío integralmente rígida, reutilizable y método de hacer la misma, del 3 de Junio de 2020, de THE BOEING COMPANY: Una bolsa de vacío para procesar una pieza , que comprende: un diafragma de bolsa elástico flexible generalmente plano adaptado para colocarse sobre la pieza […]
Procedimiento y aparato de conformación o formación de artículos, del 27 de Mayo de 2020, de GENTEX CORPORATION: Un procedimiento de conformación de un material de trabajo plano convirtiéndolo en un producto composite que presenta una forma final, comprendiendo el procedimiento: […]
Método para minimizar inconsistencias que aparecen sobre la superficie de un componente compuesto y una tira compuesta precurada, del 6 de Mayo de 2020, de THE BOEING COMPANY: Método para aplicar una tira compuesta precurada a un componente compuesto , comprendiendo la tira compuesta precurada una primera capa de material […]
Procedimiento de realización de un panel de cobertura y de protección acústica para un vehículo automóvil, del 8 de Abril de 2020, de TREVES Products, Services & Innovation: Procedimiento de realización de un panel de cobertura y de protección acústica para un vehículo automóvil, dicho procedimiento que comprende las etapas siguientes: - […]
Combinación de una pieza compuesta y un conducto de ventilación, y método de fabricación de una pieza compuesta, del 8 de Abril de 2020, de THE BOEING COMPANY: La combinación de una pieza compuesta y un conducto de ventilación para usar en una bolsa de vacío que procesa la pieza compuesta, en donde: el conducto […]
Método y aparato para el cocurado de revestimientos compuestos y refuerzos en un autoclave, del 25 de Marzo de 2020, de THE BOEING COMPANY: Aparato para endurecer en autoclave refuerzos compuestos contra un revestimiento compuesta, que comprende: un instrumento que tiene una superficie del instrumento […]
Herramienta de material compuesto que tiene integridad de vacío y método de fabricación de la misma, del 11 de Marzo de 2020, de THE BOEING COMPANY: Herramienta de material compuesto que tiene integridad de vacío, que comprende: un laminado de material compuesto que incluye una capa de barrera de material […]