Aparatos, sistemas y métodos para la fabricación de piezas compuestas.
Una membrana (250) para la aplicación de presión en la laminación,
comprendiendo la membrana:
una parte de base (253) situada entre una primera y una segunda partes de esquina (252a, 252b)caracterizada por que la parte base (253) tiene una forma curvada cuando está en un estado relajado pero semueve a una forma más plana cuando se somete a una presión durante el laminado y en la que el movimientode la parte base (273) a la forma más plana hace que la primera y la segunda partes de esquina se muevanhacia el exterior con relación a la parte base (253).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2005/033279.
Solicitante: THE BOEING COMPANY.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 100 NORTH RIVERSIDE PLAZA CHICAGO, IL 60606 ESTADOS UNIDOS DE AMERICA.
Inventor/es: HANSON,Steven,F.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C70/34 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 70/00 Conformación de materiales compuestos, es decir, materiales plásticos con refuerzos, cargas o partes preformadas, p. ej. inserciones. › conformación o impregnación por compresión.
- B29C70/44 B29C 70/00 […] › mediante presión isostática, p. ej. moldeo por diferencia de presión, moldeo con bomba de vacío, moldeo en autoclave o moldeo con caucho expandible.
- B29C70/48 B29C 70/00 […] › e impregnando los refuerzos en el molde cerrado, p. ej, moldeo por transferencia de resina [RTM].
- B29C70/54 B29C 70/00 […] › Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
PDF original: ES-2389659_T3.pdf
Fragmento de la descripción:
Aparatos, sistemas y métodos para la fabricación de piezas compuestas
Campo técnico
La siguiente descripción se refiere en general a la fabricación de piezas compuestas y, más particularmente, a aparatos, sistemas y métodos para la laminación de materiales de resina reforzada con fibra sobre herramientas hembra.
Antecedentes
Los materiales de resina reforzada con fibra, o “materiales compuestos” como son conocidos comúnmente, ofrecen un cierto número de ventajas sobre los materiales metálicos convencionales incluyendo la elevada relación
resistencia a peso y la buena resistencia a la corrosión. Los materiales compuestos convencionales incluyen típicamente vidrio, carbón o fibras de poliaramida en configuraciones tejidas y/o no tejidas. En la etapa de material en bruto, las fibras se pueden impregnar previamente con resina o mantener secas. Si están secas, las fibras se pueden infundir con resina después de depositadas sobre una superficie del molde. Se puede aplicar calor y/o presión a las fibras impregnadas con resina sobre la superficie del molde para curar la resina y endurecer el laminado con la forma del molde. El calor y la presión se pueden aplicar con un horno, una autoclave, una herramienta de formación plana o contorneada calentada o una combinación de métodos incluyendo el uso de una bolsa de vacío.
Se puede dar forma a las piezas compuestas de la manera anterior tanto con herramientas macho como hembra.
Con la herramienta macho, las láminas de fibras se aplican a una superficie del molde exterior que forma una línea de moldeado interior de la pieza. La adición de láminas a la disposición sobre la herramienta macho incrementa el grosor de la pieza y cambia la línea de moldeado exterior, pero la línea del moldeado interior permanece sin cambios. A la inversa, con herramientas hembra, las láminas de fibras se aplican a una superficie de molde interior que forma una línea de moldeado exterior de la pieza. La adición de láminas a la disposición sobre la herramienta hembra incrementa el grosor de la pieza y cambia la línea de moldeado interior, pero la línea del moldeado exterior permanece sin cambios.
Las herramientas hembras son deseables cuando la superficie de adaptación se sitúa en el exterior de una pieza debido a que las herramientas hembra permiten que la línea de moldeado exterior (es decir, la superficie exterior) se
ajuste de modo controlado. Las herramientas hembras (también conocidas como “herramientas de línea de moldeado exterior”) son también deseables cuando se realizan piezas múltiples que tienen las mismas dimensiones externas pero diferentes grosores. Los fuselajes de los aviones, por ejemplo, tienen frecuentemente múltiples marcos con la misma dimensión externa pero diferentes grosores. En esta situación, todos los marcos se pueden realizar con una única herramienta hembra debido a que la herramienta permite que el grosor se varíe sin cambiar las dimensiones externas. Si un crecimiento futuro de la aeronave requiere un engrosamiento adicional de los marcos, esto se puede conseguir sin cambiar las herramientas. Por el contrario, si se usara una herramienta macho, se requeriría una herramienta separada para cada grosor de marco diferente.
Un problema que surge cuando se fabrican piezas compuestas con herramientas hembra, sin embargo, es que las
45 láminas de fibra tienden a puentear y/o a arrugarse a través del radio sobre la superficie del molde. La figura 1, por ejemplo, ilustra una vista del extremo de la sección transversal del material de fibra 110 dispuesto sobre una parte de una herramienta hembra 102 de acuerdo con la técnica anterior. La herramienta hembra 102 incluye una superficie de moldeo interior 104 que tiene una primera zona lateral 103 separada de una segunda zona 105 por una zona de radio 106. Se sitúa una bolsa de vacío 120 sobre el material de fibra 110 y se evacúa para comprimir el material de la fibra 110 contra la superficie del molde 104. Cuando la bolsa de vacío 120 está siendo vaciada, la presión del aire exterior presiona el material de la fibra 110 firmemente contra las zonas laterales 103 y 105, resistiendo el movimiento del material de la fibra 110 en el interior de la zona del radio 106. Esta resistencia hace que el material de la fibra 110 se puentee a través de la zona del radio 106, reduciendo de ese modo la densidad de la fibra en esta zona. La reducción de la densidad de la fibra en esta zona puede comprometer la integridad
55 estructural de la pieza acabada.
El documento “TOOLING WITH REINFORCED ELASTOMERIC MATERIALS” COMPOSITES MANUFACTURING, BUTTERWORTH SCIENTIFIC, GUILDFORD, SURREY, GB, vol. 3, nº 2, enero de 1992 (1992-01) , páginas 101-111, XP000300776 ISSN: 0956-7143 describe una membrana para la aplicación de presión que incluye una parte base situada entre una primera y una segunda esquina, en la que el movimiento de la parte base hace que la primera y la segunda parte de la esquina se muevan hacia el exterior con relación a la parte base.
Sumario
65 La presente invención se dirige en general hacia aparatos, sistemas y métodos para la fabricación de piezas compuestas y otras piezas laminadas con herramientas hembra. Una membrana configurada de acuerdo con un aspecto de la invención incluye una parte base situada entre una primera y una segunda partes de esquina. El término “membrana” se usa a todo lo largo de la presente descripción para referirse ampliamente a un dispositivo o pieza de material configurado para aplicar presión en la laminación. La parte base de la membrana tiene una forma curvada cuando está en un estado relajado, pero se mueve a una forma más plana cuando se somete a una presión
durante la laminación. El aplanado de la parte base en esta forma hace que la segunda y la primera partes de esquina se muevan hacia el exterior y separándose de la parte base.
Un sistema para la fabricación de un laminado de acuerdo con otra realización de la invención incluye una herramienta que tenga una superficie de moldeo configurada para soportar el laminado. La superficie de moldeo puede incluir una zona lateral situada entre una primera y una segunda zonas de transición. El sistema puede incluir adicionalmente una membrana configurada para aplicar presión al laminado sobre la superficie de moldeo. La membrana puede incluir una parte base curvada situada entre una primera y una segunda partes de esquina. La presión de la parte base de la membrana hacia la zona lateral de la superficie de moldeo hace que la parte base se aplane y dirija a la primera y a la segunda partes de esquina hacia el exterior hacia la primera y segunda zonas de
transición, respectivamente, de la superficie de moldeo.
Un método para la fabricación de una pieza de resina reforzada con fibra de acuerdo con un aspecto adicional de la invención incluye la colocación de una pluralidad de fibras sobre una superficie de moldeo de una herramienta y la colocación de una parte base curvada de una membrana sobre una primera parte de las fibras. El método incluye además presionar la parte base curvada hacia una zona lateral de la superficie del molde. La presión de la parte base curvada en esta forma aplana la parte base contra la primera parte de las fibras y comprime una segunda parte de las fibras contra una zona de transición de la superficie del molde.
Breve descripción de los dibujos
La Figura 1 es una vista del extremo de la sección transversal de un sistema de la técnica anterior para la laminación de material de fibra sobre una herramienta hembra.
La Figura 2 es una vista isométrica en despiece de un sistema para la laminación de material sobre una herramienta hembra de acuerdo con una realización de la invención.
Las Figuras 3A-3D incluyen vistas isométricas y del extremo de la sección transversal que ilustran varias etapas en un método para la fabricación de una pieza laminada de acuerdo con una realización de la invención.
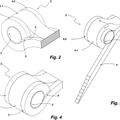
La Figura 4 son vistas isométricas de la membrana para aplicar presión en la laminación de acuerdo con una realización de la invención
Descripción detallada
La siguiente descripción describe aparatos, sistemas y varios métodos para la fabricación de piezas compuestas. Ciertos detalles se exponen en la descripción a continuación... [Seguir leyendo]
Reivindicaciones:
1. Una membrana (250) para la aplicación de presión en la laminación, comprendiendo la membrana:
una parte de base (253) situada entre una primera y una segunda partes de esquina (252a, 252b) caracterizada por que la parte base (253) tiene una forma curvada cuando está en un estado relajado pero se mueve a una forma más plana cuando se somete a una presión durante el laminado y en la que el movimiento de la parte base (273) a la forma más plana hace que la primera y la segunda partes de esquina se muevan hacia el exterior con relación a la parte base (253) .
2. La membrana (250) de la reivindicación 1 en la que la parte base (253) se comba cuando la membrana (250) está en el estado relajado.
3. La membrana (250) de la reivindicación 1 en la que la parte base (253) se curva en una primera dirección y la 15 primera parte de esquina se curva en una segunda dirección cuando la membrana (250) está en el estado relajado.
4. La membrana (250) de la reivindicación 1 en la que la parte base (253) tiene un primer radio de curvatura y la primera parte de esquina tiene un segundo radio de curvatura y en la que el segundo radio de curvatura es menor que el primer radio de curvatura cuando la membrana (250) está en el estado relajado.
5. La membrana (250) de la reivindicación 1 en la que la parte base (253) se puede mover elásticamente.
6. La membrana (250) de la reivindicación 1 en la que la parte base (253) incluye una parte de superficie exterior con
una textura irregular. 25
7. La membrana (250) de la reivindicación 1 en la que la parte base (253) incluye una parte de superficie exterior con una pluralidad de ranuras.
8. La membrana (250) de la reivindicación 1 en la que la parte base (253) incluye una parte de superficie exterior con una pluralidad de crestas.
9. La membrana (250) de la reivindicación 1 en la que la parte base (253) y la primera y segunda partes de esquina se forman a partir de una única chapa de metal.
10. La membrana (250) de la reivindicación 1 en la que la parte base (253) y la primera y segunda partes de esquina se forman a partir de una única pieza de plástico.
11. Una herramienta de ayuda para la aplicación de presión a un laminado sobre una superficie de moldeo (204) , comprendiendo la herramienta de ayuda una membrana (250) de acuerdo con una cualquiera de las reivindicaciones precedentes, en la que la parte base (253) se configura para estar situada próxima una zona lateral de la superficie de moldeo (204) y una parte de esquina (252a, 252b) configurada para situarse próxima a una zona de transición de la superficie de moldeo (204) , en la que la flexión de la parte base (253) hacia la zona lateral de la superficie de moldeo (204) impulsa a la parte de esquina a separarse de la parte base (253) y hacia la zona de transición de la superficie de
45 moldeo (204) .
12. La herramienta de ayuda de la reivindicación 11 cuando depende de la reivindicación 2, en la que la parte de superficie combada se configura para mirar a la zona lateral de la superficie de moldeo (204) y en la que la flexión de la parte base (253) hacia la zona lateral de la superficie de moldeo (204) aplana la parte de la superficie combada contra la zona lateral.
13. La herramienta de ayuda de la reivindicación 11 en la que la parte base (253) y la parte de esquina son dos partes de una única pieza de termoplástico moldeada en vacío.
55 14. La herramienta de ayuda de la reivindicación 11 en la que la parte base (253) y la parte de esquina son dos partes de una única pieza de termoplástico moldeada por rotación.
15. La herramienta de ayuda de la reivindicación 11 en la que la parte de esquina es la primera parte de esquina configurada para estar situada próxima a una primera zona de transición de la superficie de moldeo y la segunda parte de esquina se configura para estar situada próxima a una segunda zona de transición de la superficie de moldeo, en la que la flexión de la parte base hacia la zona lateral de la superficie de moldeo impulsa a la primera parte de esquina hacia la primera zona de transición y a la segunda parte de esquina hacia la segunda zona de transición.
65 16. Un sistema para la laminación de una pluralidad de láminas (210) juntas, comprendiendo el sistema: una herramienta que tiene una superficie de moldeo (204) configurada para soportar las láminas (210) , teniendo la superficie de moldeo una zona lateral próxima a una zona de transición y una herramienta de ayuda de acuerdo con la reivindicación 11 para la aplicación de presión a las láminas sobre la superficie de moldeo.
17. El sistema de la reivindicación 16 en el que la herramienta es una herramienta hembra. 5
18. El sistema de la reivindicación 16 en el que la zona de transición de la superficie de moldeo (204) es una primera zona de transición, y en la que la superficie de moldeo incluye adicionalmente una segunda zona de transición separada de la primera zona de transición, estando situada la zona lateral de la superficie de moldeo entre la primera y la segunda zonas de transición.
19. El sistema de la reivindicación 16, que comprende además una capa de sellado configurada para situarse sobre la herramienta de ayuda y evacuarse al menos parcialmente.
20. El sistema de la reivindicación 16, que comprende además una capa de sellado configurada para situarse sobre
la herramienta de ayuda y evacuarse al menos parcialmente, en la que el evacuado de la capa de sellado hace que la parte base de la herramienta de sellado flexione hacia la zona lateral de la superficie de la herramienta.
21. El sistema de la reivindicación 16 en el que la superficie de moldeo de la herramienta se configura para soportar
una pluralidad de láminas de fibra y en la que el sistema comprende además un sistema de infusión de la resina 20 acoplado funcionalmente a las superficies de moldeo y configurado para infundir las láminas de fibra con resina.
22. El sistema de la reivindicación 16 en el que la superficie de moldeo de la herramienta se configura para soportar una pluralidad de láminas de fibra y en la que el sistema comprende además:
23. Un método de fabricación de la pieza, comprendiendo el método:
la colocación de fibras (210) sobre una superficie de moldeo (204) de una herramienta; la colocación de una membrana (250) con una parte base curvada (253) situada entre una primera y una segunda partes de esquina (252a, 252b) sobre una primera parte de las fibras (210) y
presionar la parte base curvada de la membrana (250) hacia una segunda zona lateral (205) de la superficie de moldeo (204) para aplanar la parte base (253) contra la primera parte de las fibras (210) y para comprimir una segunda parte de las fibras (210) contra la primera y segunda zonas de transición (206a, 206b) de la superficie de moldeo (204) con dichas primera y segunda partes de esquina (252a, 252b) de la membrana, configurada la capa de sellado para ser situada sobre la herramienta de ayuda y evacuarse al menos
parcialmente, en el que la evacuación de la capa de sellado hace que la parte base de la herramienta de ayuda flexione hacia la zona lateral de la superficie de la herramienta y un sistema de infusión de resina funcionalmente acoplado a la superficie de moldeo, en el que el sistema difusión de resina se configura para infundir las láminas de fibra con resina después de que la capa de sellado se haya evacuado.
24. El método de la reivindicación 23, que comprende además la colocación de una capa de sellado sobre la membrana (250) , en la que la presión de la parte base (253) de la membrana (250) hacia la zona lateral de la superficie de moldeo (204) incluye la retirada de al menos algo de aire de entre la capa de sellado y la superficie de moldeo (204) .
25. El método de la reivindicación 23, que comprende además hacer fluir la resina entre la membrana (250) y la superficie de moldeo (204) para infundir la pluralidad de fibras con resina mientras la parte base curvada de la membrana se presiona hacia la zona lateral de la superficie de moldeo.
50 26. El método de la reivindicación 23, que comprende además:
la colocación de una capa de sellado sobre la membrana (250) y hacer fluir la resina entre la membrana (250) y la superficie del moldeo (204) después de retirar al menos algo de aire de entre la capa de sellado y la superficie de moldeo.
Patentes similares o relacionadas:
Método y molde para la fabricación de piezas de material compuesto, del 15 de Abril de 2020, de AIRBUS OPERATIONS, S.L: Método para la fabricación de piezas de material compuesto, en el que al menos una primera pieza de material compuesto se une a una segunda […]
Proceso para la fabricación de productos de material compuesto empleando un molde con cojinetes, del 19 de Febrero de 2020, de AUTOMOBILI LAMBORGHINI S.P.A.: Proceso para la fabricación de productos elaborados de materiales compuestos, caracterizado por comprender las siguientes fases operativas: - la disposición de uno […]
Método y dispositivo para la fabricación de plástico reforzado con fibra, del 19 de Febrero de 2020, de TORAY INDUSTRIES, INC.: Un método de producción para un plástico reforzado con fibra, en el que una preforma hecha de un sustrato de fibra de refuerzo y que tiene una forma tridimensional y […]
Molde elaborado de un material compuesto y proceso para su fabricación, del 12 de Febrero de 2020, de AUTOMOBILI LAMBORGHINI S.P.A.: Molde para la fabricación de productos elaborado de materiales compuestos, en donde el molde comprende al menos una porción funcional (24, […]
 Componente compuesto de fibra, del 29 de Enero de 2020, de Sogefi HD Suspensions Germany GmbH: Un componente compuesto de fibra con al menos una sección de resorte y al menos una estructura de transferencia de fuerza , en el que el material compuesto de fibra […]
Componente compuesto de fibra, del 29 de Enero de 2020, de Sogefi HD Suspensions Germany GmbH: Un componente compuesto de fibra con al menos una sección de resorte y al menos una estructura de transferencia de fuerza , en el que el material compuesto de fibra […]
Procedimiento de fabricación de una cuaderna circundante de abertura para un fuselaje de aeronave, y cuaderna, del 1 de Enero de 2020, de AIRBUS OPERATIONS, S.L: Procedimiento de fabricación de una cuaderna circundante de abertura para un fuselaje de aeronave, comprendiendo el procedimiento las etapas de: […]
Procedimiento en molde abierto para un material compuesto de matriz de poliamida semicristalina reforzada con fibras, a partir de una composición precursora reactiva de prepolímero, del 1 de Enero de 2020, de ARKEMA FRANCE: Procedimiento de fabricación de un material compuesto termoplástico en molde abierto, comprendiendo dicho material fibras de refuerzo y una matriz […]
Método para la producción de un marco con forma de anillo, del 11 de Diciembre de 2019, de Conseil et Technique: Un método para fabricar un marco en forma de anillo hecho de material compuesto, que comprende al menos los siguientes pasos: - deslizar al menos […]