Aparato de alimentación de cinta de grafito y de recogida de papel de soporte.
Un aparato (10), que comprende
un carrete de suministro (14L):
un carrete de recogida (16L) dispuesto adyacente al carrete de suministro (14L);
un rodillo oscilante (22L) montado para movimiento lateral con respecto a los carretes de suministro y derecogida (14L, 16L);
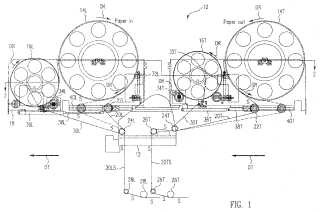
un miembro de separación dispuesto entre el rodillo oscilante (22L) y el cabezal de laminación (12);un rodillo de compactación (28L) adaptado para movimiento rodante sobre una superficie de una pieza detrabajo; y una cinta (20L) que comprende filamentos primero y segundo (20LS, 30L) adheridos entre sí yenrollados sobre el carrete de suministro (14L), teniendo el primer filamento (20LS) un extremo exterior quese extiende desde el carrete de suministro (14L), alrededor del rodillo oscilante (22L) y del miembro deseparación y por debajo del rodillo de compactación (28L), teniendo el segundo filamento (30L) un extremoexterior que se extiende desde el carrete de suministro (14L), alrededor del rodillo oscilante (22L) y delmiembro de separación y acoplado a un núcleo del carrete de recogida (16L);
caracterizado porque el miembro de separación es un rodillo de separación (24L), y porque el aparatocomprende además un mecanismo para controlar de forma activa la rotación de los carretes de suministro yde recogida (14L, 16L) y el movimiento lateral del rodillo oscilante (22L) de tal manera que la tensión en almenos el primer filamento (20LS) se mantiene sustancialmente constante durante el movimiento del rodillo decompactación (28L) sobre la superficie de la pieza de trabajo y un posterior corte del primer filamento (20LS).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08173139.
Solicitante: THE BOEING COMPANY.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 100 NORTH RIVERSIDE PLAZA CHICAGO, IL 60606-2016 ESTADOS UNIDOS DE AMERICA.
Inventor/es: Hagman,Thomas J, Bunker,Mark S.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C70/38 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 70/00 Conformación de materiales compuestos, es decir, materiales plásticos con refuerzos, cargas o partes preformadas, p. ej. inserciones. › Apilado (lay-up) automático, es decir, utilizando robots, aplicando filamentos según modelos predeterminados.
- B65H23/04 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65H MANIPULACION DE MATERIALES DELGADOS O FILIFORMES, p. ej. HOJAS, BANDAS, CABLES. › B65H 23/00 Posicionado, tensión, supresión de tirones o guiado de bandas (posicionado de artículos B65H 9/00; en conexión con el empalme B65H 21/00; dispositivos generales de tensión en unión con la manipulación de bandas, cintas o materiales filiformes B65H 77/00). › longitudinal.
- B65H23/06 B65H 23/00 […] › por dispositivos de retardado, p. ej. que actúan sobre el huso de la bobina.
- B65H35/00 B65H […] › Entrega de artículos desde máquinas de corte o de perforación lineal; Aparatos que entregan artículos y que llevan incorporados dispositivos de corte o de perforación lineal, p. ej. distribuidores de cinta adhesiva (máquinas o dispositivos de corte o de perforación en general B26D, B26F).
- B65H37/00 B65H […] › Aparatos que entregan artículos o bandas, que tienen dispositivos para ejecutar operaciones auxiliares especiales (que tienen dispositivos de corte o de perforaciones lineales B65H 35/00).
PDF original: ES-2388009_T3.pdf
Fragmento de la descripción:
Aparato de alimentación de cinta de grafito y de recogida de papel de soporte.
ANTECEDENTES Esta invención se refiere en general a las herramientas utilizadas en la fabricación de estructuras compuestas, y en particular, un aparato de suministro de una cinta de grafito compuesta y de recogida de papel de soporte, para su utilización junto con una máquina para laminación o estratificación a alta velocidad de cinta compuesta, que permite el uso de grandes carretes de suministro de cinta y de cintas sustancialmente más anchas, logrando así mayores tasas de laminación y menores costes de material en el proceso de laminación.
La demanda de piezas compuestas grandes y complejas, tales como las que se utilizan, por ejemplo, en los fuselajes compuestos, está creciendo rápidamente. Estas piezas se producen típicamente extendiendo sobre una herramienta de conformación tiras paralelas de una cinta compuesta, por ejemplo cinta de fibra de grafito unidireccional impregnada con una resina no curada (una "prepeg") , inmediatamente adyacentes una a la otra, y después endureciendo o curando la resina. La creciente demanda está siendo típicamente satisfecha por los proveedores de una de estas dos maneras: 1) mediante la compra múltiple de máquinas laminadoras de tecnología actual, o 2) mediante el desarrollo de máquinas que puedan laminar piezas a mayor velocidad. La segunda opción, el desarrollo de máquinas de alta velocidad de laminación, puede, a largo plazo, reducir de hecho los costes de las herramientas, instalaciones y equipos.
Las soluciones existentes de suministro de cinta están todas basadas en una cinta relativamente estrecha que se "arrolla a nivel" sobre grandes carretes, es decir, de la misma manera en que un sedal se enrolla sobre un carrete de pesca equipado con un trinquete de movimiento alternativo. Con el fin de arrollar a nivel el material, el ancho de la cinta se limita a 13 mm (0, 5 pulgadas) . Las cintas estrechas no pueden tener un “enrollado sencillo o único”, es decir, de la misma forma que una película de cine sobre carretes de correspondiente anchura, porque el diámetro de los carretes tendría que aumentarse sustancialmente para acomodar una cantidad útil de cinta sobre los mismos, y por lo tanto, tendrían una inercia inaceptablemente alta.
Normalmente se utiliza un "rodillo oscilante", es decir, un rodillo secundario dispuesto de forma adyacente al carrete y sobre el cual se desenrolla la cinta, para absorber el tirón aplicado sobre la cinta por la aceleración del carrete, y se utiliza un freno que actúa sobre el carrete para absorber la inercia del carrete cuando se desacelera el carrete. Las soluciones existentes utilizan el control activo de la fuerza de frenado aplicada al carrete de suministro, y el control pasivo de movimiento del rodillo oscilante. Debido a que las soluciones existentes no controlan de forma activa la posición del rodillo oscilante, tienen grandes dificultades para el control de grandes carretes de suministro con inercias variables.
Así pues, las soluciones existentes están limitadas al uso de carretes que son arrollados a nivel con cinta de laminación que se limita a una anchura máxima de 13 mm (0, 5 pulgadas) . El número total de tiras de cinta que una máquina de laminación puede manejar cuando se coloca una franja de cinta está limitado, y el uso de una cinta estrecha crea una anchura total de franja relativamente pequeña, lo que requiere un gran número de pasadas del cabezal de laminación de la máquina sobre la herramienta de colocación para laminar una pieza que tenga una superficie relativamente grande. Por lo tanto, se podrían conseguir mayores tasas de laminación si se pudieran usar de forma fiable múltiples tiras de cinta más anchas.
En consecuencia, existe una necesidad en la industria de un aparato que permita a una máquina de laminado compuesta extender de forma fiable varias cintas que tengan una mayor anchura, y de este modo lograr una velocidad de laminación sustancialmente mayor.
EP 1 859 917 A2 y US 5 480 508 A proporcionan antecedentes de la técnica.
EP 1 859 917 A2 describe un mecanismo de adherencia de cinta que tiene las características del preámbulo de las reivindicaciones 1 y 10 adjuntas.
US 5 480 508 A describe un procedimiento en el que una cinta prepeg se prepara inicialmente adhiriendo una capa de cinta prepeg a un papel de soporte y después se corta la cinta prepeg hasta una profundidad suficiente para cortar la cinta prepeg pero no el papel de soporte. Se elimina una porción no necesaria de cinta prepeg del papel de soporte para conseguir una cinta prepeg cortada. Se mueve un accesorio de laminado en una determinada dirección mientras se presiona la cinta prepeg contra la superficie de una mesa de trabajo. Se desprende la cinta prepeg cortada del soporte de papel y la cinta prepeg desprendida se adhiere a la mesa de trabajo.
SUMARIO DE LA INVENCIÓN La presente invención es un aparato como se define en la Reivindicación 1 de las reivindicaciones adjuntas, y un método como se define en la Reivindicación 10.
De acuerdo con la presente invención, se proporciona un aparato de suministro de cinta compuesta de grafito y de recogida de papel de soporte para su uso junto con una máquina de laminado de cinta compuesta, que permite a la máquina usar de forma fiable carretes de suministro de cinta sustancialmente mayores y cintas sustancialmente más anchas, con lo que se consiguen tasas más altas de laminación y menores costes de materiales en el proceso de laminación.
En un ejemplo de forma de realización, un aparato comprende un carrete de suministro montado de forma giratoria, un carrete de recogida montado de forma giratoria, dispuesto adyacente al carrete de suministro, un rodillo oscilante montado para movimiento lateral con respecto a los carretes de suministro y de recogida, un rodillo de compactación giratorio adaptado para movimiento de rotación sobre una superficie de una pieza de trabajo, y un rodillo de separación o desprendimiento montado de forma giratoria y dispuesto entre el rodillo oscilante y el cabezal de laminación. Sobre el carrete de suministro se enrolla una cinta que tiene un primer y un segundo filamentos adheridos entre sí. El primer filamento tiene un extremo exterior que se extiende desde el carrete de suministro, alrededor del rodillo oscilante y del rodillo de separación y por debajo del rodillo de compactación. El segundo filamento tiene un extremo exterior que se extiende desde el carrete de suministro, alrededor del rodillo oscilante y el rodillo de separación y acoplado a un núcleo del carrete de recogida. Se prevé un mecanismo que controla de forma activa la rotación de los carretes de suministro y de recogida y el movimiento lateral del rodillo oscilante de tal manera que la tensión en al menos el primer filamento se mantiene sustancialmente constante durante el movimiento del rodillo de compactación sobre la superficie de la pieza de trabajo y un posterior corte del primer filamento.
En otro ejemplo de forma realización, un método comprende proporcionar un carrete de suministro montado de forma giratoria, con una cinta que comprende un primer y un segundo filamentos adheridos entre sí, arrollados sobre la misma; montar un rodillo de recogida, montado giratoriamente, adyacente al carrete de suministro; montar un rodillo oscilante para movimiento lateral con relación a los carretes de suministro y de recogida; montar un rodillo de compactación giratorio para movimiento de rodadura sobre una superficie de una pieza de trabajo; montar un rodillo giratorio de separación entre el rodillo oscilante y el rodillo de compactación; extender un extremo exterior del primer filamento desde el carrete de suministro, alrededor del rodillo oscilante y del rodillo de separación y por debajo del rodillo de compactación; extender un extremo exterior del segundo filamento desde el carrete de suministro, alrededor del rodillo oscilante y del rodillo de separación y acoplarlo a un núcleo del carrete de recogida; hacer rodar el rodillo de compactación sobre la superficie de la pieza de trabajo de tal manera que un lado adhesivo del primer filamento se adhiera a la superficie de la pieza de trabajo; cortar el segundo filamento durante el movimiento del rodillo de compactación; y controlar, de forma activa, la rotación de los carretes de suministro y de recogida y el movimiento lateral del rodillo oscilante de tal manera que la tensión en al menos el primer filamento se mantenga sustancialmente constante durante el movimiento del rodillo... [Seguir leyendo]
Reivindicaciones:
1. Un aparato (10) , que comprende
un carrete de suministro (14L) : un carrete de recogida (16L) dispuesto adyacente al carrete de suministro (14L) ; un rodillo oscilante (22L) montado para movimiento lateral con respecto a los carretes de suministro y de recogida (14L, 16L) ; un miembro de separación dispuesto entre el rodillo oscilante (22L) y el cabezal de laminación (12) ; un rodillo de compactación (28L) adaptado para movimiento rodante sobre una superficie de una pieza de trabajo; y una cinta (20L) que comprende filamentos primero y segundo (20LS, 30L) adheridos entre sí y enrollados sobre el carrete de suministro (14L) , teniendo el primer filamento (20LS) un extremo exterior que se extiende desde el carrete de suministro (14L) , alrededor del rodillo oscilante (22L) y del miembro de separación y por debajo del rodillo de compactación (28L) , teniendo el segundo filamento (30L) un extremo exterior que se extiende desde el carrete de suministro (14L) , alrededor del rodillo oscilante (22L) y del miembro de separación y acoplado a un núcleo del carrete de recogida (16L) ; caracterizado porque el miembro de separación es un rodillo de separación (24L) , y porque el aparato comprende además un mecanismo para controlar de forma activa la rotación de los carretes de suministro y de recogida (14L, 16L) y el movimiento lateral del rodillo oscilante (22L) de tal manera que la tensión en al menos el primer filamento (20LS) se mantiene sustancialmente constante durante el movimiento del rodillo de compactación (28L) sobre la superficie de la pieza de trabajo y un posterior corte del primer filamento (20LS) .
2. El aparato de la reivindicación 1, en el que la cinta (20L) es de un devanado simple sobre el carrete de suministro (14L) .
3. El aparato de la reivindicación 2, en el que el segundo filamento (30L) está recubierto con un agente de liberación en lados opuestos del mismo, y en el que la propiedad de liberación del agente de liberación en un lado es más fuerte que la propiedad de liberación del agente de liberación en el otro lado.
4. El aparato de la reivindicación 1, en el que el primer filamento (20LS) comprende una matriz de fibras de grafito impregnadas con una resina no curada.
5. El aparato de la reivindicación 1, en el que el aparato suministra el primer filamento (20LS) al cabezal de laminación (12) con un lado adhesivo del mismo dirigido hacia la pieza de trabajo.
6. El aparato de la reivindicación 1, caracterizado porque el mecanismo para control activo de la rotación de los carretes de suministro y de recogida (14L, 16L) y el movimiento lateral del rodillo oscilante (22L) comprende:
un sensor (37) para detectar la posición lateral del rodillo oscilante (22L) y para generar una señal correspondiente a dicha posición; un actuador (36L) acoplado al rodillo oscilante (22L) y operativo para mover el rodillo oscilante (22L) lateralmente en respuesta a la señal generada por el sensor (37) ; un freno (32L) que actúa sobre el carrete de suministro (14L) y operativo para frenar el giro del carrete de suministro (14L) en respuesta a la señal generada por el sensor (37) ; y, un tensor (34L) que actúa sobre el carrete de recogida (16L) y operativo para mantener la tensión en el segundo filamento (30L) sustancialmente constante.
7. El aparato de la reivindicación 6, caracterizado porque el sensor (37) comprende un sensor de proximidad situado en el actuador (36L) .
8. El aparato de la reivindicación 6, en el que el actuador (36L) comprende un actuador neumático.
9. El aparato de la reivindicación 1, en el que el aparato está dispuesto sobre el bastidor de apoyo con el fin de guiar el rodillo de compactación (28L) durante el movimiento del mismo a través de la superficie de la pieza de trabajo, y que comprende además:
un segundo aparato (14T, 16T, 20T, 22T, 24T, 28T) dispuesto adyacente al primer aparato (14L, 16L, 20L, 22L, 24L, 28L) con el fin de seguir al rodillo de compactación (28T) durante el movimiento del mismo a través de la superficie de la pieza de trabajo y que está desplazado transversalmente del aparato delantero (14L, 16L, 20L, 22L, 24L, 28L) en la anchura del primer filamento (20LS) .
10. Un método, que comprende:
proporcionar un carrete de suministro (14L) montado giratoriamente, que tiene una cinta (20L) que comprende un primer y un segundo filamentos (20LS, 30LS) adheridos entres sí y enrollados sobre el mismo; montar un carrete de recogida (16L) giratorio adyacente al carrete de suministro (14L) ; montar un rodillo oscilante (22L) giratorio para movimiento lateral con respecto a los carretes de suministro y de recogida (14L, 16L) ; montar un rodillo de compactación giratorio (28L) para movimiento rodante sobre una superficie de una pieza de trabajo; montar un miembro de separación entre el rodillo oscilante (22L) y el rodillo de compactación (28L) ; extender un extremo exterior del primer filamento (20LS) del carrete de suministro (14L) alrededor del rodillo oscilante (22L) y del miembro de separación y por debajo del rodillo de compactación (28L) ; extender un extremo exterior del segundo filamento (30L) del carrete de suministro (14L) , alrededor del rodillo oscilante (22L) y del miembro de separación y acoplarlo a un núcleo del carrete de recogida (16L) ; y hacer rodar el rodillo de compactación (28L) sobre la superficie de la pieza de trabajo de tal manera que un lado adhesivo del primer filamento (20LS) se adhiera a la superficie; caracterizado porque el miembro de separación es un rodillo giratorio de separación (24L) , y porque el método comprende además: cortar el segundo filamento (30L) durante el movimiento del rodillo de compactación (28L) y, controlar de forma activa la rotación de los carretes de suministro y de recogida (14L, 16L) y el movimiento lateral del rodillo oscilante (22L) de tal manera que la tensión en al menos el primer filamento (20LS) se mantenga sustancialmente constante durante el movimiento del rodillo de compactación (28L) sobre la superficie de la pieza de trabajo y posterior corte del primer filamento (20LS) .
11. El método según la reivindicación 10, en el que la rodadura del rodillo de compactación (28L) comprende:
pegar el extremo exterior del primer filamento (20LS) a un primer lugar sobre la pieza de trabajo con el rodillo de compactación (28L) ; hacer rodar el rodillo de compactación (28L) sobre la superficie de la pieza de trabajo con el fin de desprender la cinta (20L) del carrete de suministro (14L) ; y, presionar la cara adhesiva del primer filamento (20LS) sobre la superficie de la pieza de trabajo con el rodillo de compactación (28L) durante el movimiento del rodillo de compactación (28L) sobre la pieza de trabajo.
12. El método según la reivindicación 11, en el que el corte del primer filamento (20LS) incluye cortar el primer filamento (20LS) en un segundo lugar sobre la pieza de trabajo.
13. El método de acuerdo con la reivindicación 10, en el que la cinta (20L) es enrollada de manera simple sobre el carrete de suministro.
14. El método de acuerdo con la 11, en el que la fase de presionar el lado adhesivo del primer filamento (20LS) sobre la superficie de la pieza de trabajo comprende suministrar el primer filamento (20LS) al rodillo de compactación (28L) con el lado adhesivo vuelto hacia la superficie de la pieza de trabajo.
15. El método de acuerdo con la reivindicación 10, en el que el control de la rotación de los carretes de suministro y de recogida (14L, 16L) y del movimiento lateral del rodillo oscilante (22L) comprende:
detectar la posición lateral del rodillo oscilante (22L) y generar una señal correspondiente a dicha posición; mover el rodillo oscilante (22L) lateralmente en respuesta a la señal; frenar la rotación del carrete de suministro (14L) en respuesta a la señal; y, hacer girar el carrete de recogida (18L) con el fin de mantener la tensión en el segundo filamento sustancialmente constante después de que se haya retirado de la cinta (20L) .
Patentes similares o relacionadas:
Método y aparato de aplicación de lengüetas transversales, del 15 de Julio de 2020, de CURT G. JOA, INC.: Un método que comprende las etapas de: proporcionar una pluralidad de lengüetas (211a) a una primera posición de transferencia, desplazándose las lengüetas en una […]
Dispensador, del 8 de Julio de 2020, de Melitta UK Ltd: Sistema de dispensación de hojas que tiene un rollo de material de hojas y un alojamiento para recibir el rollo, en el que: el rollo de material […]
Desbobinador para dispensar una cinta adhesiva de doble capa y procedimiento para producir una cinta adhesiva de doble capa, del 24 de Junio de 2020, de TESA SE: Desbobinador para dispensar una cinta adhesiva de doble capa, en donde - en el desbobinador está previsto un primer módulo de almacenamiento , desde el cual se […]
Dispositivo para desenrollar y cortar una cinta, del 13 de Mayo de 2020, de Kuth, Rudolf: Dispositivo para desenrollar y cortar una cinta sobre un carrete de cinta con un cuerpo base , presentando el cuerpo base una parte […]
Máquina de alimentación de material de cinta, del 5 de Febrero de 2020, de Cyklop S.r.l: Máquina de dispensación de material de cinta que comprende un rodillo de alimentación configurado para alimentar un material de cinta , desenrollándolo […]
Máquina de conversión elevada para la conversión de materiales en modelos de empaquetado, del 8 de Enero de 2020, de Packsize, LLC: Una máquina de conversión utilizada para convertir material plegado en acordeón en moldes de empaquetado para su ensamblaje en cajas u otro empaquetado, […]
Distribuidor para rollo de cinta rompible, del 18 de Diciembre de 2019, de URGO RECHERCHE INNOVATION ET DEVELOPPEMENT: Distribuidor para rollo de cinta rompible, el rollo de cinta rompible que comprende una cinta rompible enrolladas sobre sí misma alrededor de un eje central […]
 Método de aplicación de cinta, del 25 de Septiembre de 2019, de Obex Protection Limited: Un método para aplicar cinta a una superficie objetivo, comprendiendo el método las etapas de:
proporcionar un aplicador de cinta que comprende […]
Método de aplicación de cinta, del 25 de Septiembre de 2019, de Obex Protection Limited: Un método para aplicar cinta a una superficie objetivo, comprendiendo el método las etapas de:
proporcionar un aplicador de cinta que comprende […]