PROCEDIMIENTO PARA AJUSTAR LA CARRERA DE VÁLVULA.
Procedimiento para ajustar la carrera de válvula hv o una duración de cierre SD de una válvula magnética para accionar un inyector de combustible (10),
con los siguientes pasos de procedimiento: a) atornillado de un manguito magnético (44) mediante una tuerca de fijación de imán (48) sobre un cuerpo de inyector (12), en una primera maniobra de atornillado (102), hasta alcanzar una carrera objetivo (90) con un primer par de giro Md1, en donde se produce una deformación elástico-plástica (94) con una plastificación parcial del manguito magnético (44), b) al alcanzarse la carrera objetivo (90) con el primer par de giro Md1 se realiza un giro ulterior de la tuerca de fijación de imán (48) con un par de giro diferencial ΔMD, c) no se alcanza un desatornillado de la tuerca de fijación de imán (48) hasta un par de giro Mmin, d) el renovado atornillado de la tuerca de fijación de imán (48) en una segunda maniobra de atornillado (104) hasta alcanzar la carrera objetivo (90) con un segundo par de giro Md
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10158000.
Solicitante: ROBERT BOSCH GMBH.
Nacionalidad solicitante: Alemania.
Dirección: C/IPE POSTFACH 30 02 20 70442 STUTTGART ALEMANIA.
Inventor/es: HOWEY,Friedrich.
Fecha de Publicación: .
Fecha Solicitud PCT: 26 de Marzo de 2010.
Clasificación Internacional de Patentes:
- F02M47/02D
- F02M61/16B
- F02M61/16H
- F16K31/06C6
Clasificación PCT:
- F02M47/02 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F02 MOTORES DE COMBUSTION; PLANTAS MOTRICES DE GASES CALIENTES O DE PRODUCTOS DE COMBUSTION. › F02M ALIMENTACION EN GENERAL DE LOS MOTORES DE COMBUSTION CON MEZCLAS COMBUSTIBLES O CONSTITUYENTES DE LAS MISMAS. › F02M 47/00 Aparatos de inyección de funcionamiento periódico con válvulas de inyección accionadas por presión del fluido (aparatos de inyección accionados por la presión en el cilindro motor F02M 49/00). › del tipo "acumuladores-inyectores", es decir, en los cuales la presión del combustible en el acumulador tiende a abrir y la presión del combustible en otra cámara tiende a cerrar las válvulas de inyección e implicando medios para suprimir periódicamente esta presión de cierre.
- F02M61/16 F02M […] › F02M 61/00 Inyectores de combustible no cubiertos en los grupos F02M 39/00 - F02M 57/00 o F02M 67/00. › Detalles no cubiertos por, o con un interés distinto que, los aparatos de los grupos F02M 61/02 - F02M 61/14.
- F02M63/00 F02M […] › Otros aparatos de inyección que tienen características particulares no cubiertas en los grupos F02M 39/00 - F02M 57/00 o F02M 67/00; Detalles, partes constitutivas o accesorios de los aparatos de inyección de combustible no cubiertos por, o con un interés distinto que, los aparatos de los grupos F02M 39/00 - F02M 61/00 o F02M 67/00 .
- F16K31/06 F […] › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16K VALVULAS; GRIFOS; COMPUERTAS; FLOTADORES PARA ACCIONAMIENTO; DISPOSITIVOS PARA VENTILAR O AIREAR. › F16K 31/00 Medios de accionamiento; Dispositivos de retorno a la posición de reposo. › utilizando un imán.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania, Bosnia y Herzegovina, Bulgaria, República Checa, Estonia, Croacia, Hungría, Islandia, Noruega, Polonia, Eslovaquia, Turquía, San Marino, Malta, Serbia.
PDF original: ES-2374052_T3.pdf
Fragmento de la descripción:
Procedimiento para ajustar la carrera de válvula
Estado de la técnica
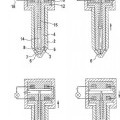
Del documento DE 101 33 218 C2 se conoce un procedimiento así como un dispositivo para ajustar la carrera magnética en inyectores de combustible. Conforme al documento DE 101 33 218 C2 se realiza el montaje de una válvula magnética, en la que un electroimán se fija abrazado por un manguito magnético en una abertura de un cuerpo de inyector, por medio de que el manguito magnético se aloja mediante una tuerca de fijación de imán en el cuerpo de inyector y entre la superficie frontal del manguito magnético y el cuerpo de inyector está dispuesta una arandela de ajuste. En primer lugar se realiza un ajuste previo de la carrera de inducido de un inducido mediante una arandela de ajuste, se aplica un par de apriete preseleccionable a la tuerca de fijación de imán durante el zunchado sobre la caperuza de inyector y, en la unión íntima atornillada entre la caperuza de inyector y la tuerca de fijación de imán, están configurados elementos elásticos. Durante el apriete de la tuerca de fijación de imán se absorbe el recorrido de carrera del inducido.
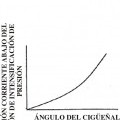
En los procedimientos de montaje utilizados actualmente se enrosca la tuerca de fijación de imán con velocidad de rotación constante, mientras que al mismo tiempo se mide la carrera o la duración de tiempo de la válvula magnética. Como duración de cierre se designa el tiempo se transcurre entre la desconexión de la corriente de bobina y la introducción del elemento de válvula en el asiento estanco. La medición de la duración de cierre sustituye en parte la medición de la carrera de válvula, ya que la carrera de válvula en determinados tipos de inyector ya no puede medirse en estado de montaje. Con ello es necesario que la modificación de la carrera o de la duración de cierre de la válvula magnética en el tiempo, en el caso de una velocidad de rotación constante de la tuerca de fijación de imán, sea casi constante, para que la instalación para atornillar reconozca a tiempo que se ha alcanzado la carrera objetivo y finalice el proceso de atornillado. Esta condición se cumple en gran medida si, en el caso de la deformación, se trata de una deformación puramente elástica. Sin embargo, además de esto existe la condición de que el par de giro aplicado esté entre un valor mínimo y un valor máximo. El valor mínimo se define por medio de que debe impedirse un desatornillado autónomo en el caso de unos pares de desprendimiento excesivamente reducidos. El valor máximo está definido por otro lado, por medio de que las piezas constructivas sólo aseguran su resistencia contra fallos hasta un par de giro determinado. Mediante esta limitación sólo existe un margen determinado en el que la carrera de válvula puede ajustarse en fino. Este margen puede limitarse adicionalmente si la deformación plástica del manguito magnético se produce con unos pares de giro inferiores a Mmax y, de este modo, ya no se dispone de la modificación constante de la carrera a lo largo del tiempo.
El recorrido de graduación útil de la carrera de válvula, que está descrito mediante las condiciones anteriores, no es suficientemente grande para poder compensar un fallo a la hora de elegir la arandela de ajuste y dispersiones en la rigidez del manguito magnético y en los momentos de fricción entre la tuerca de fijación de imán y el cuerpo de inyector o el manguito magnético. Esto conduce a su vez a que algunos inyectores de combustible no pueden ajustarse a la carrera objetivo y tienen que desmontarse. En especial el margen de la deformación de la deformación plástica que se inicia, en el caso de pares de giro en los inyectores actuales, está situado por debajo del límite superior del par de giro que está definido mediante la resistencia de las otras piezas constructivas. Un diseño del manguito magnético para obtener menores rigideces y con ello un mayor margen de graduación, dentro de los límites de par de giro Mmin y Mmax, conduce a su vez a una deformación plástica que se produce todavía antes.
Manifiesto de la invención La presente invención se basa en la idea de no sólo utilizar el margen de graduación en el margen de la deformación puramente elástica, sino de aumentar el margen de graduación mediante una deformación plástica específica durante el atornillado, para desplazar menores carreras de válvula o aumentarlas ligeramente. Por medio de esto puede utilizarse un mayor recorrido de graduación, con un diseño invariable del manguito magnético, y aumentarse el rendimiento con relación al valor objetivo de los inyectores de combustible con respecto a su carrera objetivo o duración de cierre.
Un atornillado del manguito magnético o del grupo constructivo magnético no comienza como es habitual con una maniobra de asentamiento, es decir, un atornillado de la tuerca de fijación de imán con los pares de giro máximos que se producen se realiza sin mediciones simultáneas de la carrera de válvula. Esto se realiza para anticiparse a una posible deformación plástica sobre superficies de apoyo.
Durante el primer apriete de la tuerca de fijación de imán se atornilla ya con velocidad de rotación constante, relativamente lenta, y al mismo tiempo con una medición repetitiva de la carrera de válvula o de la duración de cierre. Con una probabilidad elevada, en el caso de pares de giro elevados se producirá una deformación plástica. Cuando se alcanza una carrera objetivo Md1 se vuelve a girar con un par de giro diferencial tMd, lo que transformado en fuerza axial se corresponde, suponiendo un rozamiento máximo, con la fuerza de funcionamiento adicional a causa de la influencia de la temperatura. Sin embargo, con ello tiene una importancia secundaria si antes o después de alcanzar la carrera objetivo o en absoluto se llega al margen plástico de las piezas constructivas. Al seguir girando se garantiza que en funcionamiento no se produzca ninguna fuerza axial superior a la existente durante el proceso de atornillado. El manguito magnético no se vuelve a plastificar si se alcanzan de nuevo estas fuerzas axiales, ya que no se trata de una fluencia, es decir, de una deformación bajo la acción de una fuerza constante.
La tuerca de fijación de imán se gira en el sentido de desatornillado hasta que el par de giro ha alcanzado un valor inferior definido, inferior a Mmin.
La tuerca de fijación de imán se aprieta una segunda vez con velocidad de rotación constante al mismo tiempo que se mide la carrera de válvula, hasta que se alcanza una carrera objetivo con Md2. En el caso de que el manguito magnético durante el primer apriete haya llegado al margen de la deformación plástica, el valor para Md2 será menor que el valor para Md1. En el caso de que el manguito magnético no se plastifique, ambas curvas se superponen. Debido a que durante el segundo atornillado se produce una menor fuerza axial que durante el primer proceso de atornillado, no se produce una deformación plástica adicional y la curva de la carrera de válvula, aplicada al par de giro, discurre con pendiente constante.
En el caso de un proceso estable en la fabricación en serie se elige una arandela de ajuste mayor en comparación con los procesos actuales, para garantizar que la carrera de válvula no se elija excesivamente pequeña con un par de giro mínimo Mmin. En el margen de los pares de giro superiores, mediante una plastificación específica del manguito magnético y el acortamiento a ello ligado de la longitud entre apoyo del núcleo magnético y arandela de ajuste, se sustituye el desmontaje y la inserción de una arandela de ajuste más fina. De este modo puede usarse un mayor margen de graduación, en especial por medio de que la pendiente negativa carrera de válvula/par de giro resulta ser en cuanto a valor mayor en el margen plástico y, de este modo, con pequeñas modificaciones del par de giro pueden ejecutarse grandes modificaciones en la carrera de válvula.
El abandono antes citado de la maniobra de asentamiento, hasta ahora necesaria, tiene la finalidad de no dejar que la plastificación y el acortamiento del manguito magnético, que se producen específicamente durante el proceso de atornillado, tengan lugar ya antes del verdadero atornillado con la carrera objetivo. Eventualmente puede prescindirse de la selección de una determinada arandela de ajuste y, en lugar de ello, estructurar una arandela de ajuste con grosor estándar. El margen de graduación se utiliza después de tal modo, que en cada inyector puede ajustarse la carrera de válvula deseada.
Descripción breve del dibujo A continuación se describe con más detalle la... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para ajustar la carrera de válvula hv o una duración de cierre SD de una válvula magnética para accionar un inyector de combustible (10) , con los siguientes pasos de procedimiento:
a) atornillado de un manguito magnético (44) mediante una tuerca de fijación de imán (48) sobre un cuerpo de inyector (12) , en una primera maniobra de atornillado (102) , hasta alcanzar una carrera objetivo (90) con un primer par de giro Md1, en donde se produce una deformación elástico-plástica (94) con una plastificación parcial del manguito magnético (44) , b) al alcanzarse la carrera objetivo (90) con el primer par de giro Md1 se realiza un giro ulterior de la tuerca de fijación de imán (48) con un par de giro diferencial tMD, c) no se alcanza un desatornillado de la tuerca de fijación de imán (48) hasta un par de giro Mmin, d) el renovado atornillado de la tuerca de fijación de imán (48) en una segunda maniobra de atornillado (104) hasta alcanzar la carrera objetivo (90) con un segundo par de giro Md2.
2. Procedimiento conforme a la reivindicación 1, caracterizado porque el par de giro diferencial tMD conforme al paso de procedimiento b) se corresponde, convertido, con una fuerza axial que se corresponde, si se supone una fricción máxima, con la fuerza adicional que se produce en funcionamiento del inyector de combustible 10 a causa de la temperatura en aumento.
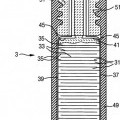
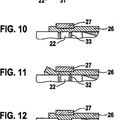
3. Procedimiento conforme a la reivindicación 1, caracterizado porque la plastificación parcial del manguito magnético (44) se realiza en el margen de un apéndice periférico (84) , que está configurado como un collar elástico.
4. Procedimiento conforme a la reivindicación 1, caracterizado porque durante la ejecución del paso de procedimiento d) se alcanza una fuerza axial que es menor que la fuerza axial que se genera, conforme al paso de procedimiento b) , con un par de giro total formado por el primer par de giro de apriete Md1 y el par de giro diferencial tMD, y se elimina una deformación plástica (98) del manguito magnético (44) en funcionamiento del inyector de combustible (10) .
5. Procedimiento conforme a la reivindicación 1, caracterizado porque entre el cuerpo de inyector (12) , (86) y el manguito magnético (46) se inserta una arandela de ajuste (80) que garantiza que, con pares de giro de apriete Mmin de la tuerca de fijación de imán (48) , se obtenga una carrera de válvula hv que sea mayor que una carrera objetivo (90) .
6. Procedimiento conforme a la reivindicación 1, caracterizado porque en la unión íntima atornillada entre el cuerpo de inyector (12) y la tuerca de fijación de imán (48) en los pasos de procedimiento a) a b) , con pares de giro de apriete M > Mmin, mediante deformación plástica (94) del manguito magnético (44) se consigue un acortamiento de la longitud entre un apoyo (76) del núcleo magnético (38) y la arandela de ajuste (80) .
7. Procedimiento conforme a la reivindicación 1, caracterizado porque una pendiente negativa entre la carrera de válvula hv y el par de giro de apriete M de la tuerca de fijación de imán (48) en el margen plástico (98) se hace mayor en cuanto a valor y, con pequeñas modificaciones del par de giro de apriete M, se consiguen grandes modificaciones en la carrera de válvula Hv.
8. Procedimiento conforme a la reivindicación 1, caracterizado porque la plastificación y el acortamiento del manguito magnético conseguidos durante los pasos de procedimiento a) y b) se realizan mientras se mide la carrera de válvula.
9. Procedimiento conforme a la reivindicación 1, caracterizado porque durante una primera maniobra de atornillado
(102) una deformación plástica (106) necesaria del manguito magnético (44) , calculada con un par de giro de apriete medio Md para conseguir una duración de cierre objetivo (90) , es casi idéntica a una deformación plástica (106) medida realmente (108) del manguito magnético (44) en el margen plástico (98) , y un manguito magnético (44) deformado plásticamente de este modo hace posible la consecución de la duración de cierre objetivo (90) en el centro de la ventana de par de giro (110) .
10. Utilización del procedimiento conforme a una o varias de las reivindicaciones anteriores para el montaje de una válvula magnética sobre un inyector de combustible (10) .
Patentes similares o relacionadas:
DISPOSITIVO DE INYECCIÓN DE COMBUSTIBLE PARA UN MOTOR DE COMBUSTIÓN INTERNA, del 23 de Diciembre de 2011, de ROBERT BOSCH GMBH: Dispositivo de inyección de combustible para un motor de combustión interna con una carcasa y un elemento de válvula dispuesto en la carcasa , que […]
GRUPO DE IMANES PARA UNA VÁLVULA MAGNÉTICA, del 22 de Noviembre de 2011, de ROBERT BOSCH GMBH: Grupo de imanes para una válvula magnética , en especial para un actuador magnético de una válvula de inyección de combustible, con una parte de carcasa […]
 INYECTOR, del 16 de Mayo de 2011, de ROBERT BOSCH GMBH: Inyector para inyectar combustible en una cámara de combustión de un motor de combustión interna, con un espacio interior unido permanentemente a una fuente de alta presión para […]
INYECTOR, del 16 de Mayo de 2011, de ROBERT BOSCH GMBH: Inyector para inyectar combustible en una cámara de combustión de un motor de combustión interna, con un espacio interior unido permanentemente a una fuente de alta presión para […]
 DISPOSITIVO DE INYECCIÓN DE COMBUSTIBLE, del 20 de Abril de 2011, de TOYOTA JIDOSHA KABUSHIKI KAISHA: Un dispositivo de inyección de combustible que comprende: un acumulador de presión comunicado con un tanque de combustible en una boquilla […]
DISPOSITIVO DE INYECCIÓN DE COMBUSTIBLE, del 20 de Abril de 2011, de TOYOTA JIDOSHA KABUSHIKI KAISHA: Un dispositivo de inyección de combustible que comprende: un acumulador de presión comunicado con un tanque de combustible en una boquilla […]
 INYECTOR CON UNA ACTUADOR PIEZOELÉCTRICO PARA UN MOTOR DE COMBUSTIÓN INTERNA, del 19 de Abril de 2011, de ROBERT BOSCH GMBH: Inyector para un sistema de inyección de combustible de un motor de combustión interna, con una carcasa , en donde en la carcasa se […]
INYECTOR CON UNA ACTUADOR PIEZOELÉCTRICO PARA UN MOTOR DE COMBUSTIÓN INTERNA, del 19 de Abril de 2011, de ROBERT BOSCH GMBH: Inyector para un sistema de inyección de combustible de un motor de combustión interna, con una carcasa , en donde en la carcasa se […]
 VÁLVULA DE INYECCIÓN DE COMBUSTIBLE PARA UNA MÁQUINA DE COMBUSTIÓN INTERNA, del 23 de Marzo de 2011, de GANSER-HYDROMAG AG: Válvula de inyección de combustible para la inyección intermitente de combustible en la cámara de combustión de una máquina de combustión interna, con […]
VÁLVULA DE INYECCIÓN DE COMBUSTIBLE PARA UNA MÁQUINA DE COMBUSTIÓN INTERNA, del 23 de Marzo de 2011, de GANSER-HYDROMAG AG: Válvula de inyección de combustible para la inyección intermitente de combustible en la cámara de combustión de una máquina de combustión interna, con […]
 APARATO PARA INYECCION DE COMBUSTIBLE, del 18 de Octubre de 2010, de TOYOTA JIDOSHA KABUSHIKI KAISHA: Un dispositivo de inyección de combustible que comprende:
un acumulador de presión comunicado con un depósito de combustible en una boquilla […]
APARATO PARA INYECCION DE COMBUSTIBLE, del 18 de Octubre de 2010, de TOYOTA JIDOSHA KABUSHIKI KAISHA: Un dispositivo de inyección de combustible que comprende:
un acumulador de presión comunicado con un depósito de combustible en una boquilla […]
 MODULO DE ACCIONAMIENTO CON PIEZOACCIONAMIENTO REVESTIDO, del 5 de Mayo de 2010, de ROBERT BOSCH GMBH: Módulo de accionamiento con un piezoaccionamiento , el cual presenta piezoelementos dispuestos entre una cabeza de accionamiento […]
MODULO DE ACCIONAMIENTO CON PIEZOACCIONAMIENTO REVESTIDO, del 5 de Mayo de 2010, de ROBERT BOSCH GMBH: Módulo de accionamiento con un piezoaccionamiento , el cual presenta piezoelementos dispuestos entre una cabeza de accionamiento […]