UTILIZACIÓN DE UN COMPUESTO DE LAMINACIÓN PARA LA PRODUCCIÓN DE UNA PIEZA MOLDEADA DE PLÁSTICO Y PROCEDIMIENTO PARA PRODUCIR UN COMPUESTO DE LAMINACIÓN ADECUADO PARA LA UTILIZACIÓN.
Utilización de un compuesto de laminación con una lámina de plástico dilatable (8,
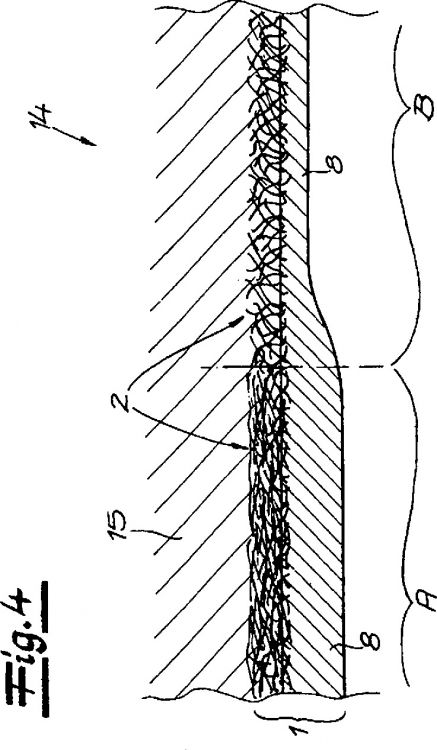
8') en una primera superficie y con un material no tejido (2) en la superficie opuesta, en la que el material no tejido (2) está estirado en frío, al menos por secciones, bajo destrucción parcial de la estructura de material, para la fabricación de una pieza moldeada de plástico (14), en la que el compuesto de laminación (1) es insertado en un útil de fundición por inyección, y en la que la superficie, en la que está dispuesto el material no tejido (2), es inyectada desde atrás con una colada de polímero, en la que el compuesto de laminación (1) se dilata a través de la inyección desde atrás, con lo que la lámina de plástico (8, 8') es presionada en una superficie asociada del útil de fundición por inyección, y en la que el material no tejido (2) es atravesado, al menos en parte, por la colada de polímero
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09009484.
Solicitante: NORDENIA DEUTSCHLAND GRONAU GMBH.
Nacionalidad solicitante: Alemania.
Dirección: JOBKESWEG 11 48599 GRONAU ALEMANIA.
Inventor/es: BADER,HERBERT DR, GRUNDKEN,MARCEL.
Fecha de Publicación: .
Fecha Solicitud PCT: 22 de Julio de 2009.
Clasificación Internacional de Patentes:
- B29C45/14D
- B29C45/14Q2
- B29C45/14Q3
- B32B27/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 27/00 Productos estratificados compuestos esencialmente de resina sintética. › en forma de fibras o filamentos.
- B32B27/08 B32B 27/00 […] › de una resina sintética de una clase diferente.
- B32B27/12 B32B 27/00 […] › adyacente a una capa fibrosa o filamentosa.
- B32B27/36 B32B 27/00 […] › teniendo poliésteres.
- B32B27/40 B32B 27/00 […] › teniendo poliuretanos.
- B32B37/14B
- B32B37/15B
- B32B7/12 B32B […] › B32B 7/00 Productos estratificados caracterizados por la relación entre las capas; Productos estratificados caracterizados por la orientación relativa de elementos característicos entre capas, es decir, productos que comprenden capas que tienen propiedades físicas, químicas o fisicoquímicas diferentes; productos estratificados caracterizados por la unión entre capas. › interponiendo adhesivos o materiales con propiedades adhesivas.
Clasificación PCT:
- B29C45/14 B […] › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › incorporando partes o capas preformadas, p. ej. moldeo por inyección alrededor de elementos insertos o sobre objetos a recubrir.
- B32B27/12 B32B 27/00 […] › adyacente a una capa fibrosa o filamentosa.
- B32B38/00 B32B […] › Operaciones auxiliares relacionadas con los procesos de estratificación.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Utilización de un compuesto de laminación para la producción de una pieza moldeada de plástico y procedimiento para producir un compuesto de laminación adecuado para la utilización.
La invención se refiere a la utilización de un compuesto de laminación para la producción de una pieza moldeada de plástico inyectada desde atrás. Objeto de la invención es también un procedimiento para la producción de un compuesto de laminación adecuado para la utilización. El compuesto de laminación comprende en un lado superior una lámina de plástico, que forma una superficie decorativa después de la inyección desde atrás de compuesto de laminación con una colada de polímero.
Las piezas moldeadas de plástico formadas de esta manera se emplean en el equipamiento interior de automóviles como piezas de revestimiento, por ejemplo en la zona de las puertas, de las columnas o del soporte de armaduras, de manera que la lámina de plástico dispuesta en el exterior del compuestos de laminación inyectado desde atrás es visible y es accesible para el usuario. Por lo tanto, se plantean altos requerimientos con respecto al aspecto exterior de la superficie, de la resistencia frente a repercusiones mecánicas y químicas, la homogeneidad y la resistencia.
Como se puede deducir a partir del documento WO 2007/028651 A1, se conoce por la práctica prever una lámina de plástico para la fabricación de una pieza moldeada de plástico, en la que la lámina de plástico es introducida en un útil de fundición por inyección y es inyectada desde atrás a continuación con una colada de polímero. La lámina de plástico se dilata en este caso y se presiona en una superficie asociada del útil de fundición por inyección. Por razones ópticas, en la lámina de plástico que forma la superficie de las piezas moldeadas de plástico está prevista habitualmente una estampación, por ejemplo en forma de una estructura de cuero. La estampación se puede realizar tanto durante la fabricación de la lámina de plástico o a continuación por medio de una estructuración correspondiente de la superficie del útil de fundición por inyección.
Para garantizar la resistencia necesaria de una pieza moldeada de plástico formada por una lámina inyectada desde atrás, debe estar garantizada una conexión duradera suficiente entre la lámina de plástico y el plástico inyectado desde atrás. Aunque en la zona de contacto entre la lámina de plástico y el plástico inyectado desde atrás está prevista una capa de un polímero especialmente adhesivo, en las piezas moldeadas de plástico conocidas a partir del estado de la técnica con frecuencia la adhesión entre la lámina de plástico y el sustrato de polímero inyectado desde atrás deja todavía mucho que desear. En este caso hay que tener en cuenta que la lámina de plástico solamente entra en contacto con colada de polímero caliente durante corto espacio de tiempo antes de que la lámina sea presionada en el útil de fundición por inyección y en este caso se refrigere.
Se conoce a partir del documento DE 10 2006 024 263 A1 una pieza moldeada de plástico, que está formada por un compuesto de laminación inyectado desde atrás con una masa de polímero. El compuesto de laminación comprende una lámina termoplástica, que forma una superficie visible en la pieza moldeada de plástico. Para poder insertar una lámina termoplástico lo más fina posible, está previsto revestirla con una tira de material, que presenta una estructura abierta. Como tira de material puede estar previsto un material no tejido, tela, fibras, fieltro, textil o un tipo de lana. La tira de material adicional sirve para un refuerzo de la lámina termoplástico, de manera que ésta se puede realizar con un espesor comparativamente reducido. Puesto que la tira de material adicional, revestida con la lámina termoplástico de acuerdo con la forma de realización conocida a partir del documento DE 10 2006 024 263 A1 está prevista como refuerzo, este compuesto de laminación presenta, en general, una mala capacidad de dilatación, que se determina esencialmente por la tira de material adicional. En virtud de la alta resistencia durante la dilatación del compuesto de laminación durante la inyección trasera en un útil de fundición por inyección, existe, especialmente en geometrías complejas, que requieren fuertes dilataciones y curvaturas, el peligro de una formación de grietas, con lo que la lámina termoplástica prevista como superficie decorativa se puede dañar localmente. Además, también existe el peligro de que durante el procedimiento de fundición por inyección, en el caso de una rotura del compuesto de laminación, la colada de polímero pase a través de las grietas formadas, con lo que se inutiliza el útil de moldeo de plástico.
Se conocen a partir de los documentos EP 0 688 263 B1, DE 103 58 409 A1, EP 1 163 102 B1 y EP 0 972 101 B1 compuestos de laminación para artículos de higiene con un material no tejido y una lámina de plástico revestida con él. El material no tejido se emplea en artículos de higiene, para conseguir una háptica similar al textil, una superficie blanda así como una buena actividad de respiración.
La invención tiene el cometido de posibilitar estructuras superficiales complicadas durante la fabricación de una pieza moldeada de plástico, en la que se garantiza una unión segura y duradera entre el compuesto de laminación y el plástico inyectado desde atrás.
La invención enseña para la solución del cometido la utilización de un compuesto de laminación con una lámina de plástico dilatable en una primera superficie y un material no tejido en la superficie opuesta, en la que el material no tejido está estirado en frío, al menos por secciones, bajo destrucción parcial de la estructura de material, para la producción de una pieza moldeada de plástico. De acuerdo con la invención, se introduce el compuesto de laminación en primer lugar en el útil de fundición por inyección, en la que a continuación la superficie, en la que está dispuesto el material no tejido, es inyectada desde atrás con una colada de polímero. El compuesto de laminación se dilata a través de la inyección desde atrás, con lo que la lámina de plástico es presionada en una superficie asociada del útil de fundición por inyección, en la que el material no tejido es atravesado, al menos en parte, por la colada de polímero. Durante la inyección desde atrás del compuesto de laminación, la colada de polímero puede penetrar directamente en el material no tejido, de manera que también en el caso de un endurecimiento rápido de la colada de polímero se consigue una unión segura y duradera entre el compuesto de laminación y el plástico inyectado desde atrás.
Mientras que en las formas de realización de un compuesto de laminación conocidas a partir del estado de la técnica para la formación de piezas moldeadas de plástico inyectadas desde atrás, la estructura abierta, formada por ejemplo a partir de un material no tejido, está prevista como refuerzo y conduce a una rigidez considerable del compuesto de laminación, el compuesto de laminación previsto de acuerdo con la invención se caracteriza por una buena capacidad de dilatación. La capacidad de dilatación del material no tejido originalmente rígido se consigue porque el material no tejido se estira en frío antes de la laminación con una lámina de plástico dilatable, de manera que la estructura del material se sobredilata parcialmente y se destruye en parte. De esta manera, se puede preparar el compuesto de laminación, en el que el material no tejido posibilita una unión muy buena y duradera a un plástico inyectado desde atrás, pero, por otra parte, no perjudica en una medida excesiva las propiedades de dilatación de todo el compuesto de laminación.
En el marco de la invención puede estar previsto que para la laminación con el material no tejido estirado en frío se conduzca una lámina de plástico prefabricada, pudiendo realizarse la laminación sin limitación a través de encolado, por ejemplo con un adhesivo de fusión en caliente o directamente a través de actuación de presión y/o de temperatura. La lámina de plástico puede estar realizada como lámina monocapa o de varias capas, de manera que las fibras del material no tejido penetran durante el revestimiento con preferencia parcialmente en el adhesivo o bien en la capa de láminas adyacente fundida. De manera especialmente preferida, la laminación se realiza sin una fundición o al menos sin una fundición completa de las fibras individuales del material no tejido.
De acuerdo con una configuración alternativa,...
Reivindicaciones:
1. Utilización de un compuesto de laminación con una lámina de plástico dilatable (8, 8') en una primera superficie y con un material no tejido (2) en la superficie opuesta, en la que el material no tejido (2) está estirado en frío, al menos por secciones, bajo destrucción parcial de la estructura de material, para la fabricación de una pieza moldeada de plástico (14),
en la que el compuesto de laminación (1) es insertado en un útil de fundición por inyección, y
en la que la superficie, en la que está dispuesto el material no tejido (2), es inyectada desde atrás con una colada de polímero,
en la que el compuesto de laminación (1) se dilata a través de la inyección desde atrás, con lo que la lámina de plástico (8, 8') es presionada en una superficie asociada del útil de fundición por inyección, y
en la que el material no tejido (2) es atravesado, al menos en parte, por la colada de polímero.
2. Utilización de acuerdo con la reivindicación 1, en la que la inyección desde atrás con la colada de polímero se realiza a una temperatura de procesamiento, que está por debajo de la temperatura de reblandecimiento del material no tejido (2).
3. Procedimiento para la producción de un compuesto de laminación adecuado para la utilización según las reivindicaciones 1 ó 2,
en el que se prepara un material no tejido (2), que se extrae con preferencia desde un rollo,
en el que el material no tejido (2) se estira en frío, al menos por secciones, bajo destrucción parcial de la estructura del material,
en el que a continuación se pone el material no tejido (2) estirado en frío en contacto con una película de colada (5) que sale desde una tobera de extrusión (4) para la formación de una lámina de plástico dilatable (8) y
en el que la película de cola (5) y el material no tejido (2) para la laminación son conducidos a través de un intersticio entre un cilindro de refrigeración (6) y una cinta alisadora (7), de tal manera que el material no tejido (2) se apoya en el cilindro de refrigeración (6) y la película de colada (5) se apoya en la cinta alisadora (7).
4. Procedimiento de acuerdo con la reivindicación 3, en el que se prepara un material no tejido (2), cuya temperatura de reblandecimiento está por encima de la temperatura, con la que se extruye la película de colada (5).
5. Procedimiento de acuerdo con la reivindicación 3 ó 4, en el que el material no tejido (2) es estirado en frío totalmente en la dirección del movimiento (MD) y/o en la dirección transversal (CD).
6. Procedimiento de acuerdo con la reivindicación 3 ó 4, en el que el material no tejido (2) solamente es estirado en frío por secciones en la dirección del movimiento (MD) y/o en la dirección transversal (CD).
7. Procedimiento de acuerdo con una de las reivindicaciones 3 a 6, en el que el material no tejido (2) es conducido para el estiramiento en frío a través de un intersticio de rodillos por rodillos (3a, 3b) perfilados que engranan entre sí.
Patentes similares o relacionadas:
Películas multicapa y laminados y artículos que comprenden las mismas, del 29 de Julio de 2020, de Dow Global Technologies LLC: Una película de polietileno multicapa orientada biaxialmente que comprende: la Capa A que es una capa adhesiva que tiene una superficie externa superior y una superficie externa […]
 Lámina decorativa embosada y el procedimiento de producción, del 29 de Julio de 2020, de TOPPAN PRINTING CO., LTD: Una lámina decorativa embosada , caracterizada poque:
una capa con motivo , una capa adhesiva , una capa transparente de resina termoplástica […]
Lámina decorativa embosada y el procedimiento de producción, del 29 de Julio de 2020, de TOPPAN PRINTING CO., LTD: Una lámina decorativa embosada , caracterizada poque:
una capa con motivo , una capa adhesiva , una capa transparente de resina termoplástica […]
Material compuesto, del 22 de Julio de 2020, de GE Oil & Gas UK Limited: Un material compuesto para usar en un cuerpo de tubería flexible para transportar fluidos de producción, dicho material compuesto comprende: una primera […]
Capas de barrera sobre membranas de impermeabilización, del 22 de Julio de 2020, de SIKA TECHNOLOGY AG: Membrana de impermeabilización que comprende a) una membrana de poliolefina termoplástica que comprende al menos un polímero seleccionado de homopolímero […]
Película coextruida de multicapa para controlar la migración de grasa, del 15 de Julio de 2020, de Dow Global Technologies LLC: Una película coextruida de multicapa que comprende: al menos una capa de absorción de aceite y grasa, en la que la al menos una capa de absorción de aceite y grasa comprende […]
Película multicapa, del 15 de Julio de 2020, de TAGHLEEF INDUSTRIES SPA CON SOCIO UNICO: Una película de polipropileno orientado biaxialmente (BOPP), que tiene un espesor de entre 10 μm y 120 μm, obtenida por medio de coextrusión […]
Película retráctil, del 8 de Julio de 2020, de Taghleef Industries Inc: Una película retráctil de múltiples capas orientada que comprende una capa de núcleo y al menos una capa de cubierta, dicha capa de núcleo tiene un grosor […]
Conducto de aire comprimido flexible de varias capas, del 24 de Junio de 2020, de EMS-PATENT AG: Conducto de plástico compuesto por tres capas, una capa interior que linda con el espacio interior , una capa central que linda directamente con la capa interior […]