TOBERA Y PROCEDIMIENTO PARA LA MECANIZACIÓN DE UN ESPACIO INFERIOR DE UNA PIEZA DE TRABAJO.
Tobera para la mecanización de un espacio interior (1,2) que hay que mecanizar especialmente mecánicamente de una pieza a mecanizar mediante un medio fluido que sale a alta presion desde como mínimo un canal de tobera (4),
en donde el canal de tobera (4) se deriva de un taladro de aportación (5) construido centrado en el sentido de un agujero ciego, caracterizada porque el canal de tobera (4) se extiende en la dirección de la corriente partiendo de la zona de extremo en el lado del fondo del taladro de aportación (5) central bajo un ángulo
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2006/061888.
Solicitante: HAMMELMANN MASCHINENFABRIK GMBH.
Nacionalidad solicitante: Alemania.
Dirección: ZUM SUNDERN 13-21 59302 OELDE ALEMANIA.
Inventor/es: JARCHAU, MICHAEL, GORING,ALWIN, KRAUTWURST,Dominic , BURGER,Walter.
Fecha de Publicación: .
Fecha Solicitud PCT: 27 de Abril de 2006.
Clasificación Internacional de Patentes:
- B24C1/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B24 TRABAJO CON MUELA; PULIDO. › B24C TRATAMIENTO POR CHORRO ABRASIVO O CHORRO ANALOGO, CON MATERIALES EN PARTICULAS. › B24C 1/00 Métodos para la utilización del chorro abrasivo con vistas a la realización de un trabajo determinado; Utilización de equipos auxiliares vinculados a estos métodos. › para pulir superficies, p. ej. utilizando abrasivos arrastrados por un líquido.
- B24C3/32C
Clasificación PCT:
- B24C1/08 B24C 1/00 […] › para pulir superficies, p. ej. utilizando abrasivos arrastrados por un líquido.
- B24C3/32 B24C […] › B24C 3/00 Máquinas o dispositivos de tratamiento por chorro abrasivo; Instalaciones de tratamiento por chorro abrasivo. › provistos para el trabajo de piezas especiales, p. ej. de la superficie interior de bloques cilíndricos (B24C 3/08, B24C 3/18 tienen prioridad).
- B26F3/00 B […] › B26 HERRAMIENTAS MANUALES DE CORTE; CORTE; SEPARACION. › B26F PERFORACION; CORTE CON SACABOCADOS; RECORTE; PUNZONADO; SEPARACION POR MEDIOS DISTINTOS AL CORTE (trazado, perforación o fabricación de ojales A41H 25/00; fabricación de calzado A43D; cirugía A61B; recorte del metal B21D; perforado de metales B23B; corte del metal por calentamiento localizado, p. ej. corte con soplete, B23K; corte mediante chorros de fluidos abrasivos B24C 5/02; detalles comunes a las máquinas de separar B26D; perforado de la madera B27C; perforado de la piedra B28D; trabajo de materias plásticas o de sustancias en estado plástico B29; fabricación de cajas, cajas de cartón, envolturas o bolsas, de papel o material trabajado de forma análoga, p. ej. de hojas metálicas, B31B; del vidrio C03B; del cuero C14B; de materiales textiles D06H; de guías de luz G02B 6/25; de billetes G07B). › Separación por medios distintos al corte; Aparatos a este efecto (seccionamiento a la muela B24B 27/06).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
Fragmento de la descripción:
El presente invento se refiere a una tobera correspondiente con el preámbulo de la reivindicación 1 así como a un procedimiento para la mecanización de un espacio interior de una pieza a mecanizar.
La exigencia hacia una miniaturización, aumento de la densidad de potencia y ahorro en el peso cambia el diseño constructivo de muchas piezas a mecanizar especialmente de partes de maquinas, así como los métodos 5 para su fabricación.
Así, por ejemplo, los taladros y canales de corriente en componentes de serie para sistemas de inyección de motores son cada vez menores y los materiales empleados cada vez más duros debido a las altas exigencias.
En una fabricación de este tipo con arranque se producen en cualquier caso rebabas en los cortes de los taladros y en escalones que para las herramientas desbarbadoras mecánicas no son accesibles. Rebabas, 10 pequeñas partículas y restos de suciedad permanecen en la pieza a mecanizar y no pueden ser retirados, o no suficientemente, por los métodos habituales Al mismo tiempo aumentan las exigencias en limpieza y en una definida calidad de la superficie para poder garantizar la fiabilidad del componente en servicio durante todo el ciclo de la vida del producto.
Por el estado de la técnica se conocen procedimientos para limpiar y desbarbar en los cuales, con ayuda 15 de toberas que se encuentran en el exterior de la pieza a mecanizar, se generan chorros de liquido que se proyectan en el interior de taladros y aberturas. El medio fluido que sale a alta presión de los canales de toberas, preferentemente agua o emulsiones, debido a la alta energía cinética del medio, debe soltar suciedad y rebabas de la superficie interior de taladros y aberturas.
En otro procedimiento se utilizan partículas abrasivas, como por ejemplo corundo, en unión con el medio, 20 consiguiéndose una alta velocidad efectiva del chorro de líquido que sale por medio de una reducción de la alta presión previamente producida.
En la pieza a mecanizar estas pequeñas partículas son desviadas mediante deflectores de manera que inciden en la zona a tratar de la superficie y allí actúan.
Los procedimientos conocidos presentan todos graves desventajas, que provocan que no se cumplan 25 adecuadamente en todo su volumen las exigencias planteadas de calidad de la mecanización
Además, la efectividad de la tobera que se utiliza, exterior a la pieza a mecanizar, es no satisfactoria porque se produce una mala transformación de la energía debido a la gran separación entre la tobera y la superficie que va a ser mecanizada y por otro lado se produce una distorsión en los chorros de alta presión por causa del fluido que sale. 30
Además efectos de amortiguación por colchones de agua perjudican el proceso de fabricación así como el hecho de que zonas críticas no pueden ser alcanzadas directamente. Así, por ejemplo, en taladros grandes solo se pueden eliminar con seguridad rebabas oscilantes y centelleantes. La eliminación de rebabas radicales es en la práctica casi imposible debido a la mala transformación de la energía.
La mencionada utilización de partícula abrasivas activas lleva a un desgaste de las piezas reflectoras que 35 se utilizan cuyo manejo es relativamente complicado y se opone a una fabricación racional.
Además, por las partículas abrasivas se llega frecuentemente a ensuciamientos y atascos de manera que los costes de funcionamiento son en total altos.
Las conocidas posibilidades de mecanización de un espacio interior de una pieza a mecanizar no cumplen con las exigencias para una fabricación en serie. 40
Por el documento DE 968 508 C se conoce una maquina de chorro de arena con un cabezal de chorro de arena con la que se deben limpiar las paredes interiores de recipientes mediante una mezcla de arena – aire. Por ello el cabezal de chorro de arena presenta una admisión central para la mezcla de arena – aire que por su extremo pasa a tener dos derivaciones de las cuales una, por lo que respecta a la dirección de la corriente de la mezcla arena – aire discurre en un ángulo agudo mientras que la otra esta dispuesta en ángulo obtuso. 45
El invento tiene por tanto como base la misión de desarrollar más una tobera y un procedimiento del tipo acorde con el género de manera que sea posible una mecanización acorde con las exigencias mejorando al mismo tiempo la vida de la tobera.
Esta misión será resuelta por una tobera de las características de la reivindicación 1 así como por un procedimiento con las características de la reivindicación 9. 50
En combinación con la nueva tobera es posible mediante el nuevo procedimiento llevar la energía cinética de manera óptima a la zona donde su acción cambia la superficie de la manera deseada.
Esto puede ser un determinado picado, como por ejemplo para preparación de un recubrimiento, una eliminación de suciedad o capa fuertemente agarrada o la eliminación de una rebaba radical firmemente unida y rodeando con un contorno de desbarbado. Puesto que esto, como se ha mencionado, no es posible hasta ahora de una manera lógica, el invento tiene una gran importancia en el proceso de fabricación de componentes de inyección para la industria del automóvil. 5
De acuerdo con el invento la nueva tobera presenta como mínimo un canal de tobera, pero preferiblemente como mínimo dos canales de tobera, opuestos uno respecto al otro, que se extienden desde el extremo del lado suelo del taladro de admisión bajo un ángulo <= 90º respecto del taladro de aportación en dirección de la corriente. Para ello el fondo del taladro de aportación esta diseñado convexo, con lo que la zona de transición hacia el canal de tobera se estrecha. 10
Por el estrechamiento de la sección transversal el medio es agitado de tal manera que se evita una cavitación en el interior del canal de tobera y un desgaste por erosión en la salida del canal de tobera. Con ello se consigue que el chorro de líquido que sale se mantenga estable en su forma y dirección. Como sorprendentemente se ha demostrado la duración de una tobera de este tipo ha aumentado de manera significativa, de manera que frente al estado de la técnica representa un progreso apreciable. 15
La configuración existente del suelo del fondo del taladro de aportación puede ser diseñada diferentemente. La elevación esta construida centrada.
Otras configuraciones ventajosas del invento están expuestas en las reivindicaciones secundarias.
A continuación se describen ejemplos constructivos del invento sobre la base de los dibujos adjuntos.
Se muestra: 20
Figuras 1 y 2 cada una de ellas una tobera acorde con el invento en diferentes casos de mecanización, en una vista lateral seccionada,
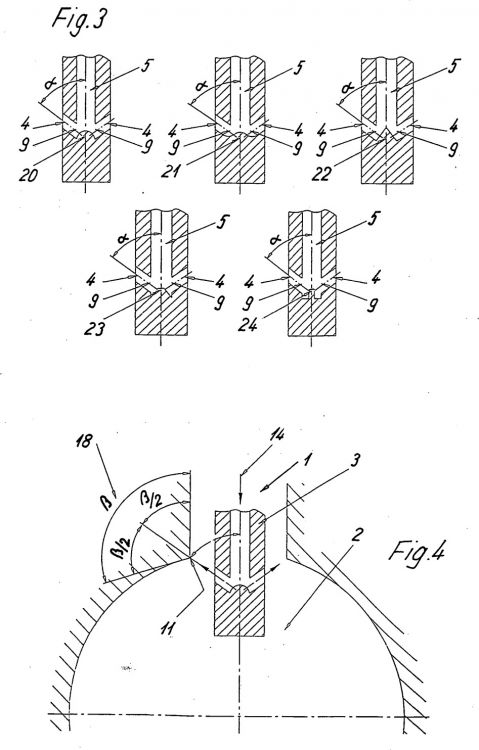
Figura 3 diferentes ejemplos constructivos de la tobera, igualmente en vistas parciales seccionadas,
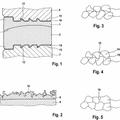
Figura 4 una tobera en otra posición funcional, en una vista lateral seccionada,
Figuras 5 y 6 una tobera montada, precisamente en una sección longitudinal. 25
En las figuras esta representada una tobera provista en general con el símbolo de identificación 3, con la que se puede mecanizar un espacio interior 1,2 de una pieza a mecanizar.
La tobera 3 mostrada en los ejemplos constructivos presenta dos canales de tobera 3 situados uno enfrente del otro, de los cuales, a través del taladro de aportación 5 sale guiado un medio fluido que está a alta presión.
Los canales de tobera 4 se extienden bajo un ángulo <= 90º respecto del taladro de aportación 5 en la 30 dirección 14 de la corriente desde la zona final en el lado del fondo del taladro de aportación 5 diseñado como un fondo de saco,
El fondo del taladro de aportación 5 presenta una elevación que en el ejemplo mostrado en las figuras 5 y 6 esta provista con el símbolo de referencia 6. Esta elevación 6, que en el ejemplo constructivo mostrado en la figura 3 esta diseñada esférica 20, con forma de campana 21, con forma de cono 22, con forma de tronco de cono 23 y 35 con forma de cilindro 24, estrecha la zona de transición hacia los canales de tobera 4.
En la figura 1 el espacio interior 1 desemboca en el espacio interior 2, en donde la fabricación en la zona de las aristas 10,11 comunes provoca una rebaba radical, la cual será eliminada por el chorro de líquido...
Reivindicaciones:
1. Tobera para la mecanización de un espacio interior (1,2) que hay que mecanizar especialmente mecánicamente de una pieza a mecanizar mediante un medio fluido que sale a alta presion desde como mínimo un canal de tobera (4), en donde el canal de tobera (4) se deriva de un taladro de aportación (5) construido centrado en el sentido de un agujero ciego, caracterizada porque el canal de tobera (4) se extiende en la dirección de la corriente partiendo de la zona de 5 extremo en el lado del fondo del taladro de aportación (5) central bajo un ángulo <= 90º respecto del taladro de aportación (5), en donde el fondo del taladro de aportación esta provisto con una elevación (6) situada centrada y con ello estrecha la zona de transición hacia el canal de tobera (4).
2. Tobera según la reivindicación 1, caracterizada porque la elevación (6) es 10 esférica (20), en forma de campana (21), en forma de cono (22), en forma de tronco de cono (23) o en forma de cilindro (24).
3. Tobera según una de las reivindicaciones precedentes, caracterizada porque están previstos dos canales de tobera (4) situados uno enfrente del otro.
4. Tobera según una de las reivindicaciones precedentes, caracterizada porque la 15 tobera esta construida como una tobera de lanza, que se apoya en un soporte de tobera (15).
5. Tobera según una de las reivindicaciones precedentes, caracterizada porque la tobera por su extremo opuesto al canal de tobera (4) presenta un collarin (25) que se introduce en una abertura de apoyo (17) del soporte de tobera (15).
6. Tobera según una de las reivindicaciones precedentes, caracterizada porque 20 entre el collarín (25) y el fondo de la abertura de apoyo (17) hay colocada una junta (16).
7. Tobera según una de las reivindicaciones precedentes, caracterizada porque la tobera (3) esta apoyada en el soporte de tobera (15) pudiendo moverse axialmente.
8. Tobera según una de las reivindicaciones precedentes, caracterizada porque la tobera (3) junto con el soporte de tobera (15) puede girar, puede oscilar alrededor de su eje 25 longitudinal y/o puede moverse en dirección axial oscilando.
9. Procedimiento para la mecanización de un espacio interior especialmente mecanizable mecánicamente de una pieza a mecanizar mediante una tobera de las características de la reivindicación 1, caracterizado porque la tobera (3) es guiada en el interior del espacio interior (1,2) que hay que mecanizar y el lugar que hay que mecanizar es atacado directamente con el 30 medio fluido que sale.
10. Procedimiento según la reivindicación 9, caracterizada porque la rebaba formada en la arista (10,11) entre dos espacios interiores (1,2) es atacada directamente con el medio fluido que sale del canal de tobera (4).
11. Procedimiento según la reivindicación 9 o 10, caracterizado porque la superficie 35 del espacio interior (1,2) es atacada directamente con el medio fluido que sale del canal de tobera (4).
12. Procedimiento según la reivindicación 10, caracterizado porque durante el ataque a la rebaba formada en la arista (10,11) el medio fluido ataca sobre la rebaba con un ángulo que en sección radial corresponde con el semiangulo formado por las aristas (10,11). 40
13. Procedimiento según la reivindicación 12, caracterizado porque en el caso de un ángulo de las aristas (10,11) modificado espacialmente, la dirección del medio fluido corresponde con el valor medio del ángulo máximo y mínimo en sección radial del semiangulo de las aristas (10,11).
14. Procedimiento según una de las reivindicaciones 9 a 13, caracterizado porque en 45 posición de funcionamiento la tobera (3) es presionada automáticamente por la presión hidráulica sobre una junta (16) en un soporte de tobera (15).
15. Procedimiento según una de las reivindicaciones 9 a 14, caracterizado porque la presión del medio fluido suministrado es de 400 hasta 4000 bar, preferiblemente de 1500 hasta 2500 bar. 50
16. Procedimiento según una de las reivindicaciones 9 a 15, caracterizado porque la tobera (3) gira con una velocidad de giro de 50 a 3000 rpm, preferiblemente de 200 a 1500 rpm.
Patentes similares o relacionadas:
Aparato de limpieza con hielo seco para compresor de turbina de gas, del 18 de Diciembre de 2019, de GENERAL ELECTRIC COMPANY: Un aparato para limpiar al menos un perfil aerodinámico dentro de un compresor de turbina de gas, que comprende: una manguera para aplicar […]
Método de fabricación de un tubo de acero excelente en lo que se refiere a características de resistencia a la oxidación por vapor, del 7 de Agosto de 2019, de NIPPON STEEL CORPORATION: Método para producir un tubo de acero inoxidable austenítico que tiene una excelente resistencia a la oxidación por vapor, que contiene, en masa, C: 0,2 % o menos, Si: 2 % […]
Eliminación dirigida de depósitos en un intercambiador de calor mediante disolución y eliminación mecánica combinadas, del 21 de Diciembre de 2018, de WESTINGHOUSE ELECTRIC COMPANY LLC: Procedimiento para disgregar o eliminar al menos parcialmente los depósitos formados sobre una superficie de un componente intercambiador de calor en un sistema de suministro […]
MODULO MEZCLADOR PARA UNA HERRAMIENTA HIDRODINÁMICA DETERMINISTICA PARA EL PULIDO PULSADO DE SUPERFICIES ÓPTICAS, Y MÉTODO PARA LLEVAR A CABO EL PULIDO PULSADO, del 14 de Junio de 2018, de UNIVERSIDAD NACIONAL AUTONOMA DE MEXICO: La presente invención está relacionada con un módulo mezclador hidrodinámicamente optimizado para ser acoplado a una herramienta hidrodinámica determinística […]
Dispositivo para el tratamiento de piezas de trabajo, del 14 de Septiembre de 2016, de DURR ECOCLEAN GMBH: Dispositivo para el tratamiento de piezas de trabajo con un módulo de toberas , que tiene un cuerpo de módulo […]
 Procedimiento para producir un componente cerámico, del 2 de Marzo de 2016, de WALDEMAR LINK GMBH & CO. KG: Procedimiento para producir un componente cerámico, con las siguientes etapas:
a. proporcionar un material de partida cerámico en forma de polvo;
[…]
Procedimiento para producir un componente cerámico, del 2 de Marzo de 2016, de WALDEMAR LINK GMBH & CO. KG: Procedimiento para producir un componente cerámico, con las siguientes etapas:
a. proporcionar un material de partida cerámico en forma de polvo;
[…]
 Herramienta desbarbadora para un husillo de herramienta de una máquina herramienta, así como procedimiento para el desbarbado a alta presión, del 30 de Julio de 2013, de SCHWABISCHE WERKZEUGMASCHINEN GMBH: Herramienta desbarbadora para el desbarbado a alta presion de piezas de trabajo, con al menos unatobera de desbarbado, a traves de la que se […]
Herramienta desbarbadora para un husillo de herramienta de una máquina herramienta, así como procedimiento para el desbarbado a alta presión, del 30 de Julio de 2013, de SCHWABISCHE WERKZEUGMASCHINEN GMBH: Herramienta desbarbadora para el desbarbado a alta presion de piezas de trabajo, con al menos unatobera de desbarbado, a traves de la que se […]
 DISPOSITIVO DE DECAPADO DE CABLES, del 27 de Junio de 2013, de FUNDACIÓN PRODINTEC: Dispositivo de decapado de cables que consiste en al menos un tanque de pulido que cuenta con al menos una conducción de entrada de fluido de al menosun […]
DISPOSITIVO DE DECAPADO DE CABLES, del 27 de Junio de 2013, de FUNDACIÓN PRODINTEC: Dispositivo de decapado de cables que consiste en al menos un tanque de pulido que cuenta con al menos una conducción de entrada de fluido de al menosun […]