TOBERA DE MECANIZACIÓN INDUSTRIAL.
Tobera (100) con al menos un canal (10) de tobera central a través del cual - se pueden conducir al menos un chorro destinado a un procedimiento autógeno,
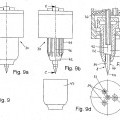
un procedimiento de rayo láser y/o la soldadura autógena por arco eléctrico, y - al menos una corriente de gas, presentando el contorno (20) del canal (10) de la tobera dos curvas (22, 24) que se confunden una con otra directamente o a través de una recta intermedia, de cuyas curvas (22, 24) - la primera curva (22) en la dirección (R) de la corriente de gas está curvada en forma cóncava, visto desde el eje central (z) del canal (10) de la tobera que se extiende en la dirección (R) de la corriente de gas, y - la segunda curva (24) en la dirección (R) de la corriente de gas está curvada en forma convexa, visto desde el eje central (z) del canal (10) de la tobera, y - el canal (10) de la tobera presenta su diámetro más pequeño (2·r(z)) a la salida de la corriente de gas, caracterizada porque el canal (10) de la tobera se estrecha en toda la longitud en la dirección (R) de la corriente de gas
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06026335.
Solicitante: LINDE AG.
Nacionalidad solicitante: Alemania.
Dirección: KLOSTERHOFSTRASSE 1 80331 MUNCHEN ALEMANIA.
Inventor/es: DANZER, WOLFGANG.
Fecha de Publicación: .
Fecha Solicitud PCT: 19 de Diciembre de 2006.
Clasificación Internacional de Patentes:
- B23K26/14N
- B23K9/29G
Clasificación PCT:
- B23K26/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 26/00 Trabajo por rayos láser, p. ej. soldadura, corte o taladrado. › con una corriente de fluido asociada al haz de rayos, p. ej. un chorro de gas; Boquillas para tal fin (B23K 26/12 tiene prioridad).
- B23K9/29 B23K […] › B23K 9/00 Soldadura o corte por arco voltaico (soldadura eléctrica por escoria B23K 25/00; transformadores de soldadura H01F; generadores de soldadura H02K). › Dispositivos de soporte adaptados para servir de medios de protección.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2362889_T3.pdf
Fragmento de la descripción:
La presente invención concierne a una tobera con al menos un canal de tobera central a través del cual se pueden conducir
- al menos un chorro destinado a un procedimiento autógeno, a un procedimiento de rayo láser y/o a la soldadura por arco eléctrico, así como
- al menos una corriente de gas, en donde el contorno del canal de la tobera presenta dos curvas que se confunden una con otra directamente o a través de una recta intermedia, de cuyas curvas
- la primera curva en la dirección de la corriente de gas está curvada en forme cóncava, visto desde el eje central del canal de la tobera que se extiende en la dirección de la corriente de gas, y
- la segunda curva en la dirección de la corriente de gas está curvada en forma convexa, visto desde el eje central del canal de la tobera, y
- el canal de la tobera presenta su diámetro más pequeño a la salida de la corriente de gas.
Estado de la técnica
Una tobera de gas para alimentar gas, especialmente al menos un gas protector o al menos un gas de corte, a su lugar de utilización en la operación de corte o en la operación de soldadura, es conocido, por ejemplo, por el documento DE 20 2004 011 430 U1 o por el documento EP 0 094 984.
Cuando se utilizan gases en la mecanización de materiales, un problema técnico fundamental radica en con cuánta eficiencia y con qué método se lleva el gas al lugar del proceso. Por ejemplo, en caso de soldadura, el gas deberá cubrir lo mejor posible el lugar de soldadura y, en caso de corte, el gas deberá expulsar el material fundido deliberadamente de la juntura de corte mediante la acción de una fuerza.
Se intenta con esto utilizar la respectiva tobera ideal para la respectiva aplicación. Así, por ejemplo, en el oxicorte autógeno se utilizan diferentes formas de tobera para conseguir un rendimiento óptimo de la alimentación de gas. El objetivo principal reside aquí en que el gas de corte salga de la tobera de corte de manera no turbulenta y en forma laminar y cilíndrica, a diferentes presiones y caudales.
Una tobera de gas para soldadura bajo gas protector es conocida, por ejemplo, por el documento DD-PS 133 537. Esta tobera de gas conocida presenta un canal de distribución de forma anular para lograr una corriente de gas homogénea.
Para la soldadura con rayo láser o para el corte con rayo láser es conocida por el documento DE 40 16 200 A1 una tobera de gas que se estrecha en dirección a la salida del gas.
Asimismo, se conoce por los documentos EP 0 458 180 A2, EP 1 018 394 A2 y JP 56136295 A el recurso de emplear una llamada tobera Laval para la soldadura con rayo láser o para el corte con rayo láser. La sección transversal de la tobera Laval se estrecha al principio y se ensancha nuevamente hasta la salida del gas, con lo que se puede acelerar un gas circulante hasta una velocidad supersónica sin que se produzcan fuertes golpes de compresión.
Una tobera de gas según el preámbulo de la reivindicación 1 es conocida por el documento DE 689 06 429 T2. La sección transversal de esta tobera de gas se ensancha nuevamente a la salida del gas de una manera semejante a una tobera Laval.
Las toberas anteriormente citadas no están optimizadas en el caso normal o no están ajustadas a la respectiva aplicación deseada. Así, un aumento de la presión del gas en las toberas de gas anteriormente descritas conduce a que el gas no salga laminarmente de la tobera, sino que se desvíe hacia un lado a la salida del gas y conduzca allí a turbulencias.
Exposición de la presente invención: Problema, solución, ventajas
Partiendo de los inconvenientes y deficiencias anteriormente expuestos y, teniendo en cuenta el estado de la técnica esbozado, la presente invención se basa en el problema de perfeccionar una tobera de la clase citada al principio de modo que la corriente de gas se descargue laminarmente y casi sin descompresión a la salida del gas incluso en caso de una variación de la presión del gas dentro de al menos un amplio intervalo de presión, y especialmente de modo que la tobera pueda utilizarse para diferentes aplicaciones dentro de amplios intervalos de presión.
Este problema se resuelve mediante una tobera con las características indicadas en la reivindicación 1. En las reivindicaciones subordinadas se caracterizan ejecuciones ventajosas y perfeccionamientos convenientes de la presente invención.
Por tanto, la presente invención se basa en una optimización en mecánica de fluidos de la forma de la tobera y, especialmente, en la habilitación de una tobera de canal de viento para uso en la mecanización de materiales.
Con la forma de la tobera según la presente invención la presión de gas existente delante de la tobera, por ejemplo de al menos una bombona de gas o de al menos un depósito, es convertida de manera sustancialmente completa en energía de movimiento laminar. De este modo, en la operación de corte se consigue una mejor acción de la dinámica de gases en la juntura de corte y en la operación de soldadura se logra una mejor acción de cobertura.
En contraste con toberas de gas convencionales, el gas en la tobera según la presente invención no es extendido, desplegado en abanico o sometido a turbulencia a la salida de la tobera a consecuencia de una presión estática.
Como criterio de delimitación ventajoso adicional de la presente invención frente al estado de la técnica hay que valorar el hecho de que, cuando se utiliza la tobera optimizada en mecánica de fluidos según la presente invención, se puede trabajar en amplios campos de aplicación con la misma forma de tobera, es decir, con un tipo de tobera.
Es posible la solicitación de la tobera con presiones de gas diferentes, especialmente arbitrarias, puesto que en la tobera según la presente invención ocurre que, al aumentar la presión del gas, éste circula más rápidamente a la salida del gas y, al mismo tiempo, sigue siendo laminar el flujo a la salida del gas. Así, por medio de la tobera según la presente invención se pueden conseguir velocidades diferentes, especialmente también altas, del flujo laminar a la salida del gas.
Respecto de las ventajas materializadas por la presente invención, hay que hacer notar, además, que, cuando se utilizan cantidades de gas iguales en la tobera según la presente invención, se obtienen mayores rendimientos o mayor calidad y productividad en comparación con toberas convencionales.
Según un perfeccionamiento ventajoso de la presente invención, el canal de la tobera, especialmente anular, está subdividido preferiblemente por medio de al menos una rendija anular
- en al menos un primer canal de tobera, especialmente exterior con respecto al eje central, y
- en al menos un segundo canal de tobera, especialmente interior con respecto al eje central.
Es posible a este respecto conducir al menos una primera corriente de gas a través del primer canal de la tobera y al menos una segunda corriente de gas a través del segundo canal de la tobera. La corriente de gas conducida a través de la tobera puede consistir, por ejemplo, en al menos un gas auxiliar de corte y/o en al menos un gas protector. Se puede utilizar también aire comprimido.
Cuando se utiliza una tobera de ranura anular, la primera corriente de gas puede fomentar la segunda corriente de gas y reforzar las acciones positivas de ésta. Además, se puede generar efectos específicos mediante la utilización de
- una primera corriente de gas, por ejemplo un gas de la ranura anular interior, y
- una segunda corriente de gas, por ejemplo una corriente de la ranura anular exterior, química y/o físicamente diferente de la primera corriente de gas.
Por último, la presente invención concierne el uso de al menos una tobera de la clase anteriormente expuesta
- en al menos un procedimiento autógeno, especialmente -- en oxicorte, por ejemplo en temple a la llama, soldadura de aporte a la llama, enderezamiento a la llama, decapado a la llama, calentamiento a la llama, cepillado ranurador y/o soldadura autógena con gas y/o -- en metalización térmica, por ejemplo en metalización a la llama, tal como, por ejemplo, metalización a la llama a alta velocidad, metalización bajo gas frío, metalización por arco eléctrico y/o metalización con plasma, y/o
- en al menos un procedimiento de rayo láser, especialmente en soldadura de aporte con láser, corte con láser, tal como, por ejemplo, corte por fusión con láser, soldadura autógena con láser y/o metalización con láser,... [Seguir leyendo]
Reivindicaciones:
1. Tobera (100) con al menos un canal (10) de tobera central a través del cual
- se pueden conducir al menos un chorro destinado a un procedimiento autógeno, un procedimiento de rayo láser y/o la soldadura autógena por arco eléctrico, y
- al menos una corriente de gas, presentando el contorno (20) del canal (10) de la tobera dos curvas (22, 24) que se confunden una con otra directamente o a través de una recta intermedia, de cuyas curvas (22, 24)
- la primera curva (22) en la dirección (R) de la corriente de gas está curvada en forma cóncava, visto desde el eje central (z) del canal (10) de la tobera que se extiende en la dirección (R) de la corriente de gas, y
- la segunda curva (24) en la dirección (R) de la corriente de gas está curvada en forma convexa, visto desde el eje central (z) del canal (10) de la tobera, y
- el canal (10) de la tobera presenta su diámetro más pequeño (2·r(z)) a la salida de la corriente de gas, caracterizada porque el canal (10) de la tobera se estrecha en toda la longitud en la dirección (R) de la corriente de gas.
2. Tobera según la reivindicación 1, caracterizada porque
- el canal (10) de la tobera es de forma anular y/o
- el radio inicial (r0) del canal (10) de la tobera a la entrada de la corriente de gas es más grande que el radio final (r7) del canal (10) de la tobera a la salida de la corriente de gas y
- el radio final (r7) es el radio más pequeño (r(z)) del canal (10) de la tobera.
3. Tobera según la reivindicación 1 ó 2, caracterizada porque la extensión de la primera curva (22) a lo largo del eje central (z) es más pequeña que la extensión de la segunda curva (24) a lo largo del eje central (z).
4. Tobera según al menos una de las reivindicaciones 1 a 3, caracterizada porque en la zona del eje central (z) el radio (r(z)) del canal (10) de la tobera está en una relación definida
- con la longitud (a) del canal (10) de la tobera que se extiende a lo largo del eje central (z),
- con el radio inicial (r0) del canal (10) de la tobera y
- con el radio final (r7) del canal (10) de la tobera.
5. Tobera según la reivindicación 4, caracterizada porque el radio (r(z)) del canal (10) de la tobera en la zona del eje
central (z) se puede calcular por medio de la llamada fórmula de Witoszynski r(z) = r0·[1-(1-r02/r72)·(1-3z2/a2)2·(1+z2/a2)-3]-1/2
6. Tobera según al menos una de las reivindicaciones 1 a 5, caracterizada porque el canal (10) de la tobera está subdividido, preferiblemente por medio de al menos una ranura anular,
- en al menos un primer canal de tobera, especialmente exterior con respecto al eje central (z), y
- en al menos un segundo canal de tobera, especialmente interior con respecto al eje central (z).
7. Tobera según la reivindicación 6, caracterizada porque la corriente de gas presenta al menos una primera corriente de gas y al menos una segunda corriente de gas, pudiendo conducirse
- la primera corriente de gas a través del primer canal de la tobera y
- la segunda corriente de gas a través del segundo canal de la tobera.
8. Uso de una tobera según al menos una de las reivindicaciones 1 a 7, caracterizado porque la corriente de gas está constituida por al menos un gas auxiliar de corte y/o al menos un gas protector.
9. Uso de al menos una tobera (100) según al menos una de las reivindicaciones 1 a 7,
- en al menos un procedimiento autógeno, especialmente en oxicorte y/o en metalización térmica, y/o
- en al menos un procedimiento de rayo láser, especialmente en soldadura autógena con láser, en corte con láser y/o en soldadura de aporte con láser, y/o
- en ensamble por arco eléctrico, especialmente en soldadura autógena por arco eléctrico, en soldadura de aporte por arco eléctrico, en corte con plasma y/o en soldadura autógena con plasma.
Patentes similares o relacionadas:
PROCEDIMIENTO AUTOMÁTICO DE DETECCIÓN DEL DESGASTE DE UN ELECTRODO DE SOLDADURA POR MEDICIÓN O CONTABILIZACIÓN, DURANTE LA SOLDADURA, DEL NÚMERO DE CEBADURAS REALIZADAS POR EL ELECTRODO, del 21 de Junio de 2011, de L'AIR LIQUIDE, SOCIETE ANONYME POUR L'ETUDE ET L'EXPLOITATION DES PROCEDES GEORGES CLAUDE AIR LIQUIDE WELDING FRANCE: Procedimiento automatizado de detección del desgaste de un electrodo no fusible de un soplete de soldadura por arco y de sustitución por un nu evo electrodo o re mecanizado […]
 SOPLETE PARA SOLDAR CON TUNGSTENO Y GAS INERTE, del 1 de Abril de 2011, de EWM HIGHTEC WELDING GMBH KJELLBERG FINSTERWALDE PLASMA UND MASCHINEN GMBH: Soplete para soldar con tungsteno y gas inerte con un cabezal de soplete compuesto por - un cilindro de carcasa con una tapa de cierre […]
SOPLETE PARA SOLDAR CON TUNGSTENO Y GAS INERTE, del 1 de Abril de 2011, de EWM HIGHTEC WELDING GMBH KJELLBERG FINSTERWALDE PLASMA UND MASCHINEN GMBH: Soplete para soldar con tungsteno y gas inerte con un cabezal de soplete compuesto por - un cilindro de carcasa con una tapa de cierre […]
 SOPLETE DE SOLDADURA, del 16 de Abril de 1973, de ANDRIOLA Y ARTAZA RUBIO,EDWARD Y: Soplete de soldadura, esencialmente caracterizado porque está constituido por dos piezas cilíndricas y huecas, una de mayor diámetro que la otra, […]
SOPLETE DE SOLDADURA, del 16 de Abril de 1973, de ANDRIOLA Y ARTAZA RUBIO,EDWARD Y: Soplete de soldadura, esencialmente caracterizado porque está constituido por dos piezas cilíndricas y huecas, una de mayor diámetro que la otra, […]
Boquilla para el corte por láser con un elemento móvil interno y manguito de baja permitividad relativa; procedimiento de corte con haz láser de una pieza metálica que usa tal boquilla, del 4 de Diciembre de 2019, de L'AIR LIQUIDE, SOCIETE ANONYME POUR L'ETUDE ET L'EXPLOITATION DES PROCEDES GEORGES CLAUDE: Boquilla de corte por láser que comprende: - un cuerpo de boquilla que comprende un primer alojamiento axial pasante axialmente por dicho cuerpo de […]
Disco de freno y método de fabricación del mismo, del 6 de Noviembre de 2019, de RAILWAY TECHNICAL RESEARCH INSTITUTE: Un disco de freno que detiene la rotación de un eje cuando una pastilla de freno se presiona contra una superficie del disco de freno, que comprende: […]
Procedimiento para la soldadura por láser de CO2 de aceros de baja aleación, del 14 de Agosto de 2019, de MESSER GROUP GMBH: Procedimiento para la soldadura por láser de una pieza de trabajo constituida por acero no aleado o de baja aleación bajo empleo de un láser de CO2, en el […]
Método de procesamiento por láser de un material metálico con alto control dinámico de los ejes de movimiento del rayo láser a lo largo de una trayectoria de procesamiento predeterminada, así como una máquina y un programa informático para la implementación de dicho método, del 3 de Julio de 2019, de Adige S.p.A: Método de procesamiento por láser de un material (WP) metálico, en particular para el corte, perforación o soldadura por láser de dicho material, […]
Sistema de corte por láser y procedimiento de corte por láser, del 1 de Mayo de 2019, de ALIGN TECHNOLOGY, INC.: Un sistema de corte por láser, que comprende: un componente de generación de rayos láser; un componente óptico ; un utillaje de sujeción que […]