DISPOSITIVO DE SOBREINYECCION PARA LA FABRICACION DE PIEZAS DE DOS MATERIALES PLASTICOS DIFERENTES CON BASE DE POLIMERO COMUN.
1. Dispositivo de sobreinyección para la fabricación de piezas de dos materiales (1,
2) plásticos diferentes con base de polímero común, caracterizado por comprender:- un molde que comprende:- un semimolde superior (3) fijo que comprende un noyo seguidor (6) soportado por un muelle (7),- un semimolde inferior (4) móvil desplazable linealmente respecto al semimolde superior (3) y dispuesto bajo el semimolde superior (3), que comprende un noyo móvil activo (5) de empuje del noyo seguidor (6) del semimolde superior (3),- al menos un punto de inyección (8) del primer material (1) y del segundo material (2) situado en el molde.2. Dispositivo según reivindicación 1 caracterizado porque comprende un punto de inyección (8) común para el primer material (1) y el segundo material (2), localizado en la parte superior del semimolde superior (3) del molde.3. Dispositivo según reivindicación 1 caracterizado porque comprende dos puntos de inyección diferentes una para el segundo material (2) y otro para el primer material (1).4. Dispositivo según reivindicación 3 caracterizado porque el punto de inyección del segundo material (2) se sitúa en la parte superior del semimolde superior (3) del molde.5. Dispositivo según reivindicaciones anteriores caracterizado porque los noyos activo (5) y seguidor (6) son cilíndricos y el diámetro del noyo seguidor (6) es menor que el del noyo activo (5)
Tipo: Modelo de Utilidad. Resumen de patente/invención. Número de Solicitud: U201030978.
Solicitante: SEAT, S.A..
Nacionalidad solicitante: España.
Provincia: BARCELONA.
Inventor/es: MARTOS ORTEGA, ANTONIO, REINA JIMENEZ,REMIGIO, CARABALLO GARCIA,ENRIC.
Fecha de Solicitud: 28 de Septiembre de 2010.
Fecha de Publicación: .
Fecha de Concesión: 31 de Enero de 2011.
Clasificación PCT:
- B29C45/00003
Fragmento de la descripción:
Dispositivo de sobreinyección para la fabricación de piezas de dos materiales plásticos diferentes con base de polímero común.
Campo de la invención
La presente invención se engloba dentro del campo de la inyección de piezas, y más en concreto, en la sobreinyección para la fabricación de piezas de dos materiales plásticos diferentes.
Antecedentes de la invención
Como estado de la técnica anterior pueden citarse la patente ES2013344 que hace referencia a un molde de inyección en el que una de las dos mitades es móvil y presenta una segunda función, la primera etapa de moldeo es normal, pero en la segunda etapa de moldeo, el semimolde superior se separa, da media vuelta y vuelve a cerrarse sobre la pieza, dando lugar a nuevas cavidades que son rellenadas con una segunda inyección de un segundo material. Este utillaje y proceder están pensados concretamente para tapas de motor y la junta que recorre su contorno.
En el modelo de utilidad ES 251779 se presenta un procedimiento de moldeo en dos pasos. En un primer paso, el semimolde inferior, considerado aquí un noyo, deja un espacio para el moldeo de una parte de un tapón para válvulas de neumáticos de automóviles. En el segundo paso, dicho noyo se desplaza una determinada cantidad, dejando libre una segunda boca de inyección y un nuevo espacio para inyectar un nuevo material que termina de constituir la pieza.
Descripción de la invención
La invención se refiere a un dispositivo de sobreinyección preferentemente para la fabricación de la semicarcasa inferior de la columna de dirección de un automóvil y el anillo de goma que impermeabiliza el clausor para la llave.
Del proceso se obtienen las dos piezas ya unidas, no hace falta un montaje posterior.
El dispositivo comprende:
- un molde que comprende:
Los dos materiales pueden inyectarse a través del mismo punto de inyección, gracias a la configuración de noyo actuador y seguidor, con la condición de que dicho punto esté sobre el espacio que en la primera fase bloquea el noyo actuador y en la segunda queda libre; lo cual es una ventaja. En otro modo de realización posible pueden inyectarse los dos materiales por puntos diferentes.
El punto de inyección del primer material para la carcasa dirección, se debe situar en una zona que no sea visto una vez esta sea montada en el coche y siguiendo los requisitos habituales para localización como que las líneas de unión del material no queden vistas o que el frente del flujo llegue a los finales de la pieza al mismo tiempo.
El dispositivo de sobreinyección tiene un funcionamiento que comprende las siguientes etapas:
- Un primera etapa en la que el semimolde superior de inyección se cierra contra el semimolde inferior de inyección por desplazamiento del semimolde inferior móvil hacia el semimolde superior fijo.
- Posteriormente, el noyo activo pasa de posición retraído a posición completamente extendido por la acción de un cilindro hidráulico, empujando al noyo seguidor y cubriendo un espacio en el que no entrará el primer material, generando un agujero en la pieza. La distancia a la que debe pararse y cuando y cuanto avanzar o retraerse viene determinada a través de microrruptores que sitúan la posición del pistón del cilindro hidráulico. Las distancias escogidas serán las que den a la pieza el espesor y geometría deseadas.
- A continuación se realiza la inyección de un primer material.
- Una vez hecha la primera inyección, el noyo activo se retrae una distancia igual al espesor que se le pretende dar al segundo material (anillo de goma) dentro del agujero. El noyo seguidor sigue al noyo activo gracias al empuje del muelle que lo soporta.
- A continuación se realiza la inyección del segundo material, que debe tener una base de polímero común al material previamente inyectado. De esta manera se produce una soldadura entre ambos materiales, al inyectar el segundo material sobre el material previamente inyectado antes de que su temperatura dentro del molde baje en exceso y todavía esté en fase de solidificación.
- Una vez llevada a cabo la segunda inyección, el noyo activo se retrae completamente para permitir la apertura completa del molde y la extracción de la pieza.
Breve descripción de los dibujos
A continuación se pasa a describir de manera muy breve una serie de dibujos que ayudan a comprender mejor la invención y que se relacionan expresamente con una realización de dicha invención que se presenta como un ejemplo no limitativo de ésta.
La Figura 1 muestra un esquema del dispositivo de la invención con el molde abierto antes de la inyección del primer material.
La Figura 2 muestra un esquema del dispositivo de la invención con el molde cerrado con el noyo activo retraído.
La Figura 3 muestra un esquema del dispositivo de la invención con el molde cerrado con el noyo activo completamente extendido y el primer material inyectado.
La Figura 4 muestra un esquema del dispositivo de la invención con el molde cerrado con el noyo activo en posición intermedia y el segundo material inyectado.
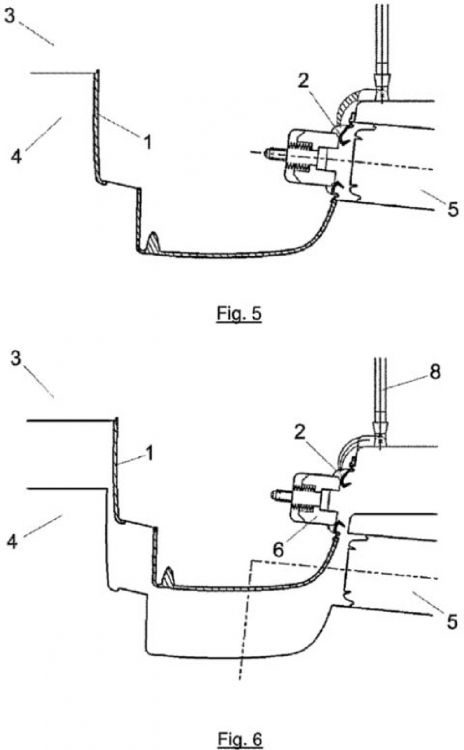
La Figura 5 muestra un esquema del dispositivo de la invención con el molde cerrado y el noyo activo retraído.
La Figura 6 muestra un esquema del dispositivo de la invención con el molde abierto con la pieza final fabricada
En las figuras anteriormente citadas se identifican una serie de referencias que corresponden a los elementos indicados a continuación, sin que ello suponga carácter limitativo alguno:
Descripción detallada de un modo de realización
Las figuras 1-6 muestran el funcionamiento del dispositivo de la invención para la fabricación de una carcasa dirección con anillo clausor en una sola pieza. Este dispositivo comprende, tal y como se muestra en dichas figuras:
- un molde que comprende:
- un punto de inyección (8) del primer material (1) y del segundo material (2) situado en la parte superior del semimolde superior (3) del molde,
en los que, los noyos son cilíndricos y el diámetro del noyo seguidor (6) es menor que el del noyo activo (5), sin embargo para otras aplicaciones pueden tener cualquier forma que se defina. El material del noyo es acero de no menos de 100/110 Kg/cm2 y nitrurados.
El funcionamiento del equipo de sobreinyección de la invención consiste, tal y como se muestra en las figuras 1-6, en:
- Partiendo del molde abierto (Figura 1), se cierra el molde (Fig. 2) por desplazamiento del semimolde móvil inferior (4) contra el semimolde superior de inyección (5).
- Posteriormente, el noyo activo (5) pasa de posición retraído a posición completamente extendido (Fig. 3) por la acción de un cilindro hidráulico, empujando al noyo seguidor (6) y cubriendo...
Reivindicaciones:
1. Dispositivo de sobreinyección para la fabricación de piezas de dos materiales (1,2) plásticos diferentes con base de polímero común, caracterizado por comprender:
- un molde que comprende:
- al menos un punto de inyección (8) del primer material (1) y del segundo material (2) situado en el molde.
2. Dispositivo según reivindicación 1 caracterizado por que comprende un punto de inyección (8) común para el primer material (1) y el segundo material (2), localizado en la parte superior del semimolde superior (3) del molde.
3. Dispositivo según reivindicación 1 caracterizado por que comprende dos puntos de inyección diferentes una para el segundo material (2) y otro para el primer material (1).
4. Dispositivo según reivindicación 3 caracterizado por que el punto de inyección del segundo material (2) se sitúa en la parte superior del semimolde superior (3) del molde.
5. Dispositivo según reivindicaciones anteriores caracterizado por que los noyos activo (5) y seguidor (6) son cilíndricos y el diámetro del noyo seguidor (6) es menor que el del noyo activo (5).