DISPOSITIVO PARA REALIZAR ORIFICIOS EN OPERACIONES DE MOLDEO.
Dispositivo para realizar orificios en operaciones de moldeo que comprende un accionador (12) restringido en un armazón (13) que contiene una transmisión (14) para la activación de un grupo de mandril (15),
en el que dicho grupo de mandril (15) comprende una varilla (24) portamachos en cuyo extremo libre un macho (25) está restringido hacia fuera cada vez, haciendo girar, dicho accionador (12), dicha varilla (24) portamachos y dicho macho (25), en el que dicha varilla (24) portamachos está restringida para girar pero es libre para deslizarse axialmente dentro de un grupo de rosca interna-tornillo (27, 29) que controla el descenso y el ascenso con la interposición de un muelle (33) para la recuperación de la diferencia de paso entre dicho macho y dicho grupo de rosca interna-tornillo (27, 29), estando interpuesto dicho muelle entre un extremo de dicha varilla (24) portamachos y un extremo de dicho tornillo (29), caracterizado porque dicho grupo de rosca interna-tornillo de recirculación de bolas que comprende una tuerca hendida hembra de tornillo de recirculación de bolas (27), alojada en un cuerpo del mandril (21) y un tornillo de recirculación de bolas (29) asociado funcionalmente con el giro pero libre para deslizarse axialmente con respecto a dicha varilla (24) portamachos; y porque dicho muelle (33) se apoya en un tope (35) restringido por medio del roscado (36) en el intervalo de dicho tornillo de recirculación de bolas (29)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06117721.
Solicitante: SILIPIGNI, LILLO.
Nacionalidad solicitante: Italia.
Dirección: VIA DELL'ORSA MINORE 12 20060 CASSINA DE' PECCHI MI ITALIA.
Inventor/es: Silipigni,Lillo.
Fecha de Publicación: .
Fecha Solicitud PCT: 24 de Julio de 2006.
Clasificación Internacional de Patentes:
- B23G1/18 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23G FILETEADO; TRABAJO MECANICO DE TORNILLOS, CABEZAS DE TORNILLOS O TUERCAS, EN COMBINACION CON EL FILETEADO (formación de roscas por ondulación de tubos B21D 15/04; por laminado B21H 3/02; por forjado, prensado o martillado B21K 1/56; fabricación de ranuras helicoidales por torneado B23B 5/48; por fresado B23C 3/32; por trabajo con muela B24B 19/02; dispositivos para copiar o controlar B23Q). › B23G 1/00 Fileteado; Máquinas automáticas especialmente concebidas para el fileteado. › Máquinas con un solo husillo de trabajo.
- B23G3/00B
Clasificación PCT:
- B23G1/04 B23G 1/00 […] › Máquinas con un solo husillo de trabajo.
- B23G3/00 B23G […] › Dispositivos o accesorios que permiten a las máquinas-herramientas no especialmente concebidas para el fileteado, ser utilizadas con este fin, p. ej. dispositivos para la inversión de la marcha del husillo de trabajo.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2360128_T3.pdf
Fragmento de la descripción:
La presente invención se refiere a un dispositivo para realizar orificios en operaciones de moldeo.
Es conocido que en las operaciones de moldeo, además de la fase de corte de las piezas deseadas, existe la necesidad de aterrajar algunos de los orificios formados.
Se han desarrollado diversos dispositivos para llevar a cabo casi simultáneamente esta operación, que consisten en piezas restringidas en la sección móvil de la prensa y piezas restringidas en la base de la prensa que soportan la pieza que va a moldearse.
Generalmente, está presente un mandril con un eje vertical que sujeta un macho fijo que interviene para roscar los orificios previamente recortados o moldeados. Esto también requiere un grupo de transmisión mecánica que puede transformar el movimiento de descenso y de ascenso de la sección móvil de la prensa en un movimiento giratorio del macho mencionado anteriormente. Uno de los tipos que se utiliza desde hace mucho tiempo es el que se denomina habitualmente “husillo”.
Actualmente, están previstos asimismo otros tipos de sistema, tales como por ejemplo, los sistemas neumáticos de avance de macho.
Sin embargo, los sistemas utilizados hasta el momento no permiten altas velocidades de funcionamiento y requieren cierto mantenimiento para funcionar con cierta precisión y continuidad.
Asimismo, cabe destacar que en los sistemas conocidos, durante las operaciones de aterrajado, el paso de la rosca restringe el descenso de la herramienta: por consiguiente, debe fabricarse el mandril, cada vez, para el macho específico que hay que alojar, destinado a la operación de aterrajado requerida.
El documento EP1468772 da a conocer un dispositivo para realizar orificios según el preámbulo de la reivindicación
1.
Un objetivo de la presente invención es proporcionar un dispositivo mejorado para realizar orificios en operaciones de moldeo que resuelva los problemas técnicos descritos anteriormente.
Un objetivo adicional de la presente invención es proporcionar un dispositivo mejorado para realizar orificios en las operaciones de moldeo, que sea sencillo, que pueda funcionar también a altas velocidades de funcionamiento y que no requiera intervenciones de mantenimiento para su correcto funcionamiento.
Otro objetivo de la presente invención es proporcionar un dispositivo mejorado para realizar orificios en operaciones de moldeo que pueda funcionar sin problemas derivados de la variación del paso del macho que va a utilizarse.
Estos objetivos según la presente invención se alcanzan proporcionando un dispositivo para realizar orificios en operaciones de moldeo, tal como se especifica en la reivindicación 1.
Las reivindicaciones posteriores definen las características adicionales de la presente invención.
Las características y ventajas de un dispositivo mejorado para realizar orificios en operaciones de moldeo según la presente invención se pondrán más claramente de manifiesto a partir de la siguiente descripción ilustrativa y no limitativa, haciendo referencia a los dibujos esquemáticos adjuntos, en los que:
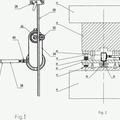
la figura 1 es una vista en perspectiva de un dispositivo mejorado para realizar orificios en operaciones de moldeo según la invención en una posición de reposo;
la figura 2 es una sección elevada del dispositivo que se muestra en la figura 1 montado sobre un soporte de restricción (representado parcialmente) en un molde (no representado);
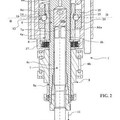
la figura 3 sólo muestra un detalle en sección de lo ilustrado en la figura 1 en una posición de funcionamiento de recorrido máximo;
la figura 4 muestra una vista similar a la de la figura 3 en la que la intervención máxima del muelle de recuperación se efectúa en la posición de recorrido máximo.
Haciendo referencia a las figuras, éstas muestran un dispositivo mejorado para realizar orificios en operaciones de moldeo según la invención, designado globalmente con el número de referencia 11.
El dispositivo comprende un accionador 12, por ejemplo, en forma de un motor eléctrico restringido en un armazón 13 que contiene una transmisión 14 para la activación del grupo de mandril 15.
En particular, la armazón 13 que está restringido por medio de una ménsula o soporte adecuado, esquematizado en 16, a un molde (no representado) contiene la transmisión 14 que, por ejemplo, comprende dos engranajes 17, 18 de los que el segundo engranaje 18 está engranado con un tercer engranaje del mandril 19.
El grupo de mandril 15 está colocado entre un reborde 20 de un cuerpo del mandril 21 sobre el armazón 13. El engranaje del mandril 19 está soportado en estado inactivo por medio de sus extensiones 23 opuestas sobre los cojinetes 22. Dicho engranaje del mandril 19 está perforado internamente con una sección cuadrada en 39, alojando de este modo una varilla 24 portamachos con una sección cuadrada exterior, que está restringida para girar pero libre para deslizarse axialmente y en cuyo extremo libre un macho 25, que tiene un paso seleccionado para la operación requerida, está restringido funcionalmente cada vez.
El cuerpo del mandril 21 también es hueco internamente para alojar los diversos elementos componentes. Está cerrado por la parte inferior en sus extremos opuestos mediante un casquillo que sujeta los cojinetes 26 en una parte 28 roscada externamente del cuerpo del mandril 21. Por otro lado, el cuerpo del mandril 21 está cerrado por la parte superior mediante un grupo de rosca interna-tornillo de recirculación de bolas que controla el descenso y el ascenso con la interposición de un elemento elástico, tal como un muelle, para la recuperación de la diferencia de paso entre el macho 25 y el grupo de rosca interna-tornillo de recirculación de bolas 25. Más específicamente, dicho grupo de rosca interna-tornillo comprende una tuerca hendida de recirculación de bolas 27 alojada en un correspondiente respectivo asiento específico 28 bloqueado con respecto al cuerpo del mandril 21. En el interior y acoplado con dicha tuerca hendida de recirculación de bolas 27, se desliza un tornillo de recirculación de bolas 29 que también es hueco internamente pero que presenta uno de sus extremos con una sección 40 cuadrada interna apta para acoplarse con una sección cuadrada externa complementaria de la varilla 24 portamachos.
En el extremo enfrentado con el interior del grupo de mandril 15, la varilla 24 portamachos presenta un asiento roscado 30 para alojar un extremo 31 roscado de un tornillo de cuello 32. Un muelle 33 rodea el tornillo de cuello 32 y por un lado está unido al extremo de la varilla 24 portamachos y por el otro lado a un tope 35 restringido por medio del roscado 36 en el interior del tornillo de recirculación de bolas 29, también equipado con el roscado 36 complementario.
Puede preverse un extremo de desplazamiento mecánico tal como una tapa 37 del grupo de mandril 15, o un extremo de desplazamiento eléctrico, tal como un interruptor (no representado), que no obstante actúa conjuntamente con una cabeza exterior del tornillo de cuello 32.
El funcionamiento del dispositivo mejorado para realizar unos orificios en operaciones de moldeo según la presente invención es extremadamente sencillo.
Una vez que el dispositivo de la invención se ha colocado con respecto a un molde (no representado) por medio de la ménsula o soporte específico, esquematizado en 16, el dispositivo está listo para funcionar.
De hecho, a partir de la posición de reposo de la figura 1, la activación del motor 12 cuando se requiera y se seleccione, permite intervenir al grupo de mandril para roscar un orificio (no representado) previamente formado.
La activación del motor 12 transmite movimiento a la transmisión 14, es decir, a los cojinetes 17 y 18 que, a su vez, provocan el giro del engranaje del mandril 19.
Este giro provoca el giro de la varilla 24 portamachos con la interacción del macho 25 seleccionado con el orificio (no representado). El muelle 33 empuja el macho provocando el aterrajado del orificio.
El giro continúa hasta que se ha aterrajado todo el orificio y se ha alcanzado la posición de recorrido máximo. Durante esta operación, si el paso del macho, como sucede frecuentemente, es diferente del paso de la tuerca hendida de recirculación de bolas 27 y el tornillo de recirculación de bolas 29 correspondiente,... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo para realizar orificios en operaciones de moldeo que comprende un accionador (12) restringido en un armazón (13) que contiene una transmisión (14) para la activación de un grupo de mandril (15), en el que dicho 5 grupo de mandril (15) comprende una varilla (24) portamachos en cuyo extremo libre un macho (25) está restringido hacia fuera cada vez, haciendo girar, dicho accionador (12), dicha varilla (24) portamachos y dicho macho (25), en el que dicha varilla (24) portamachos está restringida para girar pero es libre para deslizarse axialmente dentro de un grupo de rosca interna-tornillo (27, 29) que controla el descenso y el ascenso con la interposición de un muelle (33) para la recuperación de la diferencia de paso entre dicho macho y dicho grupo de rosca interna-tornillo (27, 29), 10 estando interpuesto dicho muelle entre un extremo de dicha varilla (24) portamachos y un extremo de dicho tornillo (29), caracterizado porque dicho grupo de rosca interna-tornillo de recirculación de bolas que comprende una tuerca hendida hembra de tornillo de recirculación de bolas (27), alojada en un cuerpo del mandril (21) y un tornillo de recirculación de bolas (29) asociado funcionalmente con el giro pero libre para deslizarse axialmente con respecto a dicha varilla (24) portamachos; y porque dicho muelle (33) se apoya en un tope (35) restringido por medio del roscado (36) en el intervalo de dicho tornillo de recirculación de bolas (29).
2. Dispositivo según la reivindicación 1, caracterizado porque dicha varilla (24) portamachos está conectada a un tornillo de cuello (32).
3. Dispositivo según la reivindicación 1, caracterizado porque dicha transmisión (14) para la activación de un grupo de mandril (15) comprende un engranaje de mandril (19) que está soportado en estado inactivo por medio de sus extensiones (23) opuestas sobre unos cojinetes (22) y que está perforado internamente con una sección cuadrada (en 39), alojando de este modo dicha varilla (24) portamachos, con una sección cuadrada exterior, que está restringida para girar pero libre para deslizarse axialmente.
Patentes similares o relacionadas:
Máquina roscadora, del 25 de Abril de 2016, de BENITO BERNAL, ANGEL FRANCISCO: Máquina roscadora, de las estructuradas en una mesa de trabajo (M) asociada a un conjunto portador del cabezal de roscar con la herramienta de […]
CONJUNTO DE ACCIONAMIENTO DE HERRAMIENTA, EN PARTICULAR PARA EL ACCIONAMIENTO DE UNA HERRAMIENTA DE ACABADO DE ROSCAS EN UN DISPOSITIVO DE ACABADO DE ROSCAS, del 8 de Noviembre de 2011, de OTTO BIHLER HANDELS-BETEILIGUNGS-GMBH: Conjunto de accionamiento de herramienta, en particular para el accionamiento de una herramienta de acabado de roscas en un dispositivo de acabado […]
MAQUINA ROSCADORA ELECTROHIDORMECANICA., del 16 de Junio de 1999, de BENITO BERNAL, ANGEL FRANCISCO: MAQUINA ROSCADORA ELECTROHIDROMECANICA , DESTINADA A LA REALIZACION DE TALADROS ROSCADOS EN ORIFICIOS PREVIAMENTE DESTINADOS A TAL EFECTO LA CUAL […]
MAQUINA ROSCADORA UNIVERSAL DOTADA DE MONOBRAZO PORTANTE ORIENTABLE., del 1 de Noviembre de 1990, de TECNOSPIRO, S.A.: , CARACTERIZADO POR EL HECHO DE QUE EL BRAZO PORTANTE CONSTA DE UN ARMAZON RIGIDO, HUECO INTERIORMENTE, EN UNO DE CUYOS EXTREMOS PRESENTA ACOPLADO EL CABEZAL […]
BRAZO ARTICULADO PARA MAQUINAS ROSCADORAS HORIZONTALES Y/O VERTICALES., del 1 de Octubre de 1989, de COMERCIAL B.S.,S.A.: 1. BRAZO ARTICULADO PARA MAQUINAS ROSCADORAS HORIZONTALES Y/O VERTICALES, CARACTERIZADO PORQUE ESTA CONSTITUIDO POR DOS PARES DE BARRAS, EL PRIMER PAR […]
PROCEDIMIENTO CON UN APARATO CORRESPONDIENTE PARA EL ATERRAJADO AUTOMATICO DE PIEZAS DISPUESTAS EN UNA CINTA METALICA, del 16 de Octubre de 1988, de LA TELEMECANIQUE ELECTRIQUE, SOCIETE ANONYME: APARATO DE ATERRAJAR COMPORTANDO: UN CUERPO APTO PARA SER MONTADO SOBRE UN ELEMENTO MOVIL DE PRENSA; UN SISTEMA DE PIÑONES MULTIPLICADORES CON LOS EJES PARALELOS […]
 Dispositivo para la generación de una rosca, del 1 de Marzo de 2016, de Steinel Normalien AG: Dispositivo para la generación de una rosca en una perforación de una pieza de trabajo por medio de una prensa o similar, que presenta una parte inferior […]
Dispositivo para la generación de una rosca, del 1 de Marzo de 2016, de Steinel Normalien AG: Dispositivo para la generación de una rosca en una perforación de una pieza de trabajo por medio de una prensa o similar, que presenta una parte inferior […]
 Unidad de roscado con medios de protección, del 13 de Noviembre de 2013, de PRONIC: Unidad de roscado , que comprende:
- un cuerpo destinado a ser fijado enfrentado a una pieza a mecanizar sobre un soporte de una máquina […]
Unidad de roscado con medios de protección, del 13 de Noviembre de 2013, de PRONIC: Unidad de roscado , que comprende:
- un cuerpo destinado a ser fijado enfrentado a una pieza a mecanizar sobre un soporte de una máquina […]