PIEZA MECÁNICA CON AL MENOS UN CIRCUITO DE TRANSPORTE DE FLUIDO Y PROCEDIMIENTO DE DISEÑO DEL MISMO POR ESTRATOS.
Un procedimiento de realización de una pieza mecánica a partir de una concepción o diseño asistido por ordenador del tipo que incluye las fases de:
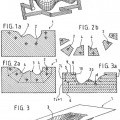
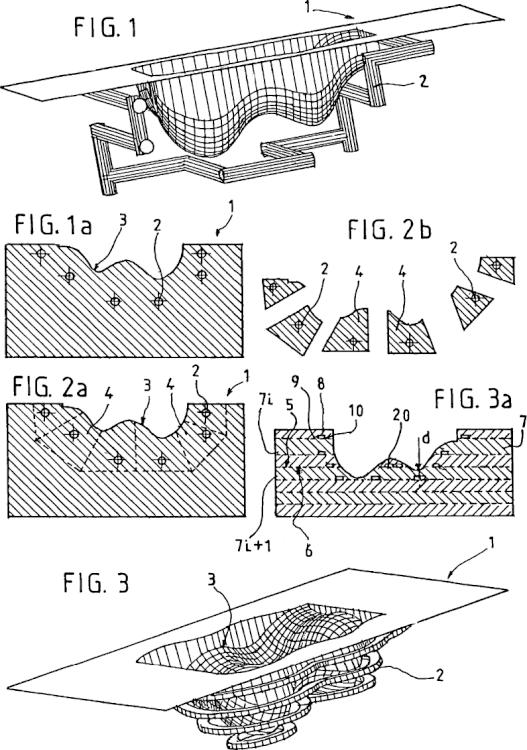
descomposición previa de la parte maciza de la pieza en estratos elementales; fabricación de los estratos elementales; reconstitución de la pieza en su totalidad por superposición y ensamblaje de los estratos, caracterizado porque: se integra, durante la descomposición de la pieza, la descomposición, en cámaras elementales (20) de al menos un circuito de transporte de fluido calculado previamente según una descomposición unida a la de la pieza; se realizan dichas cámaras elementales en los estratos elementales (7i) de la pieza, durante la etapa de fabricación de los estratos; se reconstituye el circuito de transporte de fluido en su totalidad durante la superposición y el ensamblaje de los estratos, a partir de una sucesión de cámaras elementales puestas en comunicación de manera estanca y previstas en una parte al menos de los estratos
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR2003/002224.
Solicitante: CIRTES SRC SA COOPERATIVE D'UES.
Nacionalidad solicitante: Francia.
Dirección: 29 BIS, RUE D'HELLIEULE 88100 SAINT-DIE-DES-VOSGES FRANCIA.
Inventor/es: BARLIER, CLAUDE, LEVAILLANT, CHRISTOPHE, CUNIN,DENIS, PELAINGRE,Cyril.
Fecha de Publicación: .
Fecha Solicitud PCT: 15 de Julio de 2003.
Clasificación Internacional de Patentes:
- B29C33/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 33/00 Moldes o núcleos; Detalles o accesorios para ellos. › utilizando líquido, gas o vapor de agua.
- B29C33/30B2
- B29C67/00R4
- G05B19/4099 FISICA. › G05 CONTROL; REGULACION. › G05B SISTEMAS DE CONTROL O DE REGULACION EN GENERAL; ELEMENTOS FUNCIONALES DE TALES SISTEMAS; DISPOSITIVOS DE MONITORIZACION O ENSAYOS DE TALES SISTEMAS O ELEMENTOS (dispositivos de maniobra por presión de fluido o sistemas que funcionan por medio de fluidos en general F15B; dispositivos obturadores en sí F16K; caracterizados por particularidades mecánicas solamente G05G; elementos sensibles, ver las subclases apropiadas, p. ej. G12B, las subclases de G01, H01; elementos de corrección, ver las subclases apropiadas, p. ej. H02K). › G05B 19/00 Sistemas de control por programa (aplicaciones específicas, ver los lugares apropiados, p. ej. A47L 15/46; relojes que implican medios anejos o incorporados que permiten hacer funcionar un dispositivo cualquiera en un momento elegido de antemano o después de un intervalo de tiempo predeterminado G04C 23/00; marcado o lectura de soportes de registro con una información digital G06K; registro de información G11; interruptores horarios o de programa horario que se paran automáticamente cuando el programa se ha realizado H01H 43/00). › Mecanizado de superficie o de curva, fabricación de objetos en tres dimensiones (3D), p. ej. fabricación asistida por computador.
Clasificación PCT:
- G05B19/4099 G05B 19/00 […] › Mecanizado de superficie o de curva, fabricación de objetos en tres dimensiones (3D), p. ej. fabricación asistida por computador.
Clasificación antigua:
- G05B19/4099 G05B 19/00 […] › Mecanizado de superficie o de curva, fabricación de objetos en tres dimensiones (3D), p. ej. fabricación asistida por computador.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre.
PDF original: ES-2358260_T3.pdf
Fragmento de la descripción:
El invento se refiere a una pieza mecánica que incluye al menos un circuito destinado a contener un fluido y a un procedimiento para realizar dicha pieza.
El invento ve aplicaciones en dominios muy diversos como por ejemplo en mecánica (por ejemplo para la fabricación de culatas), en imprenta (para la realización de circuito de tinta de marcado) u otros.
El invento ve una aplicación preferida pero no limitativa en el dominio de la transformación del plástico y más particularmente en los problemas planteados por la regulación térmica de los útiles o herramientas (matrices o punzón) de moldeo.
La regulación térmica de un útil de inyección tiene por función evacuar hacia el exterior del útil la energía calorífica aportada por el termoplástico fundido. Esta energía había sido cedida por el husillo o tornillo de plastificación con el fin de hacer el termoplástico adaptable a la huella. Esta energía debe ahora serle retirada con el fin de que la pieza pueda ser expulsada «sin deformaciones» de la huella que moldea. Esta evacuación se hace según condiciones definidas previamente durante la concepción de la pieza y del utillaje.
La solución más utilizada en la técnica anterior para realizar la función de refrigeración y de regulación de los útiles de moldeo consiste en realizar en la parte maciza del útil una serie de canales en los que circula un fluido portador de calor cuya naturaleza depende de la temperatura media deseada en el útil.
Para obtener canales de regulación idealmente eficaces, haría falta que puedan formar una capa enfrente de la pieza o siguiendo exactamente su forma y que estén separadas de esta pieza por una pared lo más fina posible. Bien entendido, esta solución no es realizable por razones técnicas, y debido a las importantes tensiones mecánicas engendradas por el procedimiento de inyección.
Una solución aproximada es a veces obtenida por un sistema de canales de sección cuadrada que siguen aproximadamente la forma de la pieza. Esta solución es utilizada en casos particulares y sólo se sabe utilizar sobre formas geométricas simples (principalmente sobre punzones cilíndricos), y plantea un problema de estanquidad entre las piezas postizas que engendran retrasos y costes de fabricación importantes.
La realización de estos canales por perforación es la solución más utilizada, es la menos eficaz pero la más simple. Como los agujeros no pueden ser perforados más que en línea recta, es necesaria toda una serie de perforaciones para seguir lo mejor posible la huella. El circuito es entonces formado por la utilización de tapones estancos o por la utilización de puentes exteriores para los casos difíciles, pero estos tienen que evitarse lo más posible debido a sus riesgos de aplastamiento o de rotura durante la manutención del molde.
Una refrigeración deficiente puede engendrar, o bien problemas de precisión geométrica, o bien tiempos de ciclos demasiado largos. En el peor de los casos, puede ser la causa de paradas de producción durante las cuales el molde es dejado abierto a fin de que se regule por convección natural. A pesar de todos estos riesgos de disfunción, esta función de útil es todavía a menudo despreciada durante la concepción de los moldes de inyección. El sistema de regulación es concebido la mayoría de las veces en último término y debe colocarse entre los diversos eyectores, columna de guiado, etc. Lo que representa un error, siendo esta función la clave de bóveda de inyección, pues las condiciones de enfriamiento de la pieza desempeñan una misión esencial sobre el nivel de tensiones internas de las piezas inyectadas, así como sobre la cristalinidad del polímero y por tanto sobre su estabilidad al envejecimiento y sus propiedades mecánicas.
Por consiguiente, la realización de los canales de refrigeración/regulación representa actualmente una apuesta importante en la búsqueda de resultados en la transformación de plásticos.
Se ha propuesto una solución en un artículo de la revista Emballages Magazine “Revista de Embalajes” (enerofebrero de 2002, suplemento nº 605. «Cómo optimizar el moldeo de los plásticos».
Esta solución se propone realizar un primer molde prototipo luego en observar y registrar su comportamiento durante un enfriamiento. Un ordenador analiza a continuación los datos y deduce de ellos las dimensiones y emplazamientos de picots destinados a mejorar los intercambios térmicos. Este procedimiento conduce a la construcción de un segundo molde con más prestaciones que el primero incluyendo un conjunto de picots según un plan establecido por ordenador.
Esta solución es costosa y necesita una experimentación previa.
Otra solución propuesta en la solicitud de patente WO 02/22341 consiste en aumentar los intercambios térmicos a colocar en el interior de un parison, una inserción tubular equipada de picots dispuestos radialmente. La aplicación de esta solución es limitada y compleja de poner en práctica.
El propósito del presente invento es paliar los inconvenientes precitados de la técnica anterior y proponer al diseñador de un útil de inyección, un procedimiento completamente nuevo para concebir, calcular, y fabricar el útil y su circuito de transporte de fluido de forma completamente optimizada en función de las necesidades de la pieza a producir, por medio del procedimiento de STRATOCONCEPTION®.
A: < La técnica anterior cita igualmente los documentos D1: HIMMER T Y COL: «Lamination of metal sheets» (Laminación de chapas metálicas) -D2: WO 01/02160 A;
El documento D1 enseña a realizar independientemente la estratificación de un molde y el corte de un canal en un estrato, al contrario que el invento que enseña a realizar el corte de cámaras elementales, o partes de un canal o de una capa, al mismo tiempo que se realiza el estrato correspondiente.
El documento D2 propone una solución de realización de cámaras abiertas sobre una cara trasera del molde, solución guiada por la utilización de una tecnología de depósito de polvo, técnica que necesita la creación y el empleo de soporte con el fin de poder realizar formas huecas, problema que no encuentra el procedimiento según el invento.>
Este propósito es alcanzado por el invento que consiste en un procedimiento de realización de una pieza mecánica a partir de una concepción o diseño asistido por ordenador del tipo que contiene las fases de:
- descomposición previa de la parte maciza de la pieza en estratos elementales, - fabricación de los estratos elementales, - reconstitución de la pieza en su totalidad por superposición y ensamblaje de los estratos,caracterizado porque
- se integra, durante la descomposición de la pieza, la descomposición en cámaras elementales según una descomposición unida a la de la pieza de al menos un circuito de transporte de fluido calculado y modelado previamente se realizan dichas cámaras elementales en los estratos elementales de la pieza, durante la etapa de fabricación de los estratos,
- se reconstituye el circuito de transporte de fluido en su totalidad durante la superposición y el ensamblaje de los estratos.
En una variante,
- se integra además durante la descomposición de la pieza, la descomposición de un circuito suplementario de aislamiento en cámaras de aislamiento elementales según una descomposición unida a la de la pieza,
- se realizan dichas cámaras elementales de aislamiento en los estratos elementales de la pieza, durante la etapa de fabricación de los estratos,
- se reconstituye el circuito de aislamiento durante la superposición y el ensamblaje del conjunto de los estratos.
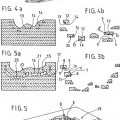
El invento se refiere igualmente a una pieza mecánica del tipo que incluye una parte maciza con al menos un circuito de transporte de fluido por ejemplo compuesto de canales realizado en la parte maciza y a una distancia predeterminada de la superficie de intercambio térmico, estando realizado el circuito por procedimientos anteriores y porque el circuito es reconstituido en su totalidad durante el ensamblaje de los estratos, a partir de una sucesión de cámaras elementales puestas en comunicación de forma estanca y previstas en una parte al menos de los estratos concernidos.
Según ciertas variantes, el circuito, después de reconstitución, forma en la parte maciza de la pieza, un conjunto de canales,... [Seguir leyendo]
Reivindicaciones:
1. Un procedimiento de realización de una pieza mecánica a partir de una concepción o diseño asistido por ordenador del tipo que incluye las fases de: descomposición previa de la parte maciza de la pieza en estratos elementales; fabricación de los estratos elementales; reconstitución de la pieza en su totalidad por superposición y ensamblaje de los estratos, caracterizado porque: se integra, durante la descomposición de la pieza, la descomposición, en cámaras elementales (20) de al menos un circuito de transporte de fluido calculado previamente según una descomposición unida a la de la pieza; se realizan dichas cámaras elementales en los estratos elementales (7i) de la pieza, durante la etapa de fabricación de los estratos; se reconstituye el circuito de transporte de fluido en su totalidad durante la superposición y el ensamblaje de los estratos, a partir de una sucesión de cámaras elementales puestas en comunicación de manera estanca y previstas en una parte al menos de los estratos.
2. Un procedimiento según la reivindicación 1, caracterizado porque: se integra además durante la descomposición de la pieza, la descomposición de un circuito suplementario de aislamiento en cámaras de aislamiento elementales según una descomposición unida a la de la pieza; se realizan dichas cámaras elementales de aislamiento en los estratos elementales de la pieza, durante la etapa de fabricación de los estratos; se reconstituye el circuito de aislamiento durante la superposición y el ensamblaje del conjunto de los estratos.
3. Una pieza mecánica del tipo que incluye una parte maciza con al menos un circuito de transporte de fluido por ejemplo compuesto de canales realizados en la parte maciza y a una distancia predeterminada de la superficie de intercambio térmico, caracterizada porque el circuito es realizado por un procedimiento según las reivindicaciones 1 a 2 y porque el circuito es reconstituido en su totalidad durante el ensamblaje de los estratos, a partir de una sucesión de cámaras elementales puestas en comunicación de forma estanca y previstas en una parte al menos de los estratos concernidos.
4. Una pieza mecánica según la reivindicación 3, caracterizada porque el circuito, después de reconstitución, forma en la parte maciza de la pieza, un conjunto de canales, preferiblemente paralelos, siguiendo o copiando una superficie a una distancia predeterminada de ésta.
5. Una pieza mecánica según la reivindicación 3, caracterizada porque el circuito, después de reconstitución, forma en la parte maciza de la pieza, una cámara en forma de capa.
6. Una pieza mecánica según una de las reivindicaciones 3 a 5, caracterizada porque el circuito incluye medios de conexión a un dispositivo de regulación.
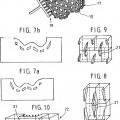
7. Una pieza mecánica según una de las reivindicaciones 3 a 5, caracterizada porque el circuito incluye una multiplicidad de aletas (21) transversales que aseguran el refuerzo mecánico y la remoción del fluido.
8. Una pieza mecánica según una de las reivindicaciones 3 a 7, caracterizada porque incluye además un circuito suplementario aislante igualmente reconstituido en su totalidad durante el ensamblaje de los estratos, a partir de una sucesión de cámaras elementales puestas en comunicación estanca y previstas en una parte al menos de los estratos.
9. Una pieza mecánica según la reivindicación 8, caracterizada porque el circuito aislante está compuesto por una pluralidad de canales paralelos.
10. Una pieza mecánica según la reivindicación 8, caracterizada porque el circuito aislante forma una cámara en forma de capa.
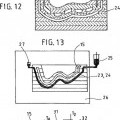
11. Una pieza mecánica según una de las reivindicaciones 3 a 10, caracterizada porque la pieza incluye entre los estratos una aplicación de adhesivo mecánico sobre las zonas que se extienden desde los canales hasta el exterior del molde, y una aplicación de adhesivo de conductividad térmica predeterminada sobre las zonas que se extienden desde los circuitos de refrigeración hasta la superficie de moldeo.
12. Una pieza mecánica según una de las reivindicaciones 3 a 11, caracterizada porque el circuito de transporte de fluido es llenado con un fluido elegido en el conjunto (fluido para intercambio térmico, fluido para aislamiento térmico, material líquido o pulverulento, fluido de marcado).
Patentes similares o relacionadas:
Moldes de hueco de bajo CTE con superficie texturizada y método de fabricación y utilización de los mismos, del 29 de Julio de 2020, de Genius Solutions Engineering Company: Una herramienta de rotomoldeo que tiene una superficie texturizada, comprendiendo la herramienta: Una carcasa que tiene; una porción […]
Método y molde para la fabricación de piezas de material compuesto, del 15 de Abril de 2020, de AIRBUS OPERATIONS, S.L: Método para la fabricación de piezas de material compuesto, en el que al menos una primera pieza de material compuesto se une a una segunda […]
Control de la temperatura de un elemento de herramienta, del 11 de Diciembre de 2019, de SURFACE GENERATION LIMITED: Un conjunto de elemento de herramienta que comprende: un elemento de herramienta que tiene una superficie de herramienta y una superficie de […]
Control de temperatura de herramienta, del 9 de Octubre de 2019, de SURFACE GENERATION LIMITED: Una herramienta de molde que comprende una cara de herramienta y una superficie de control de temperatura , opuesta a la cara de herramienta […]
Proceso para fabricar cuerpos alargados huecos fabricados de material compuesto, del 22 de Marzo de 2019, de Top Glass EU SA: Proceso para fabricar cuerpos alargados huecos, varas opcionalmente ahusadas, fabricados de resina sintetica reforzada que comprende, para cada ciclo […]
Aparato para fabricar cuerpos alargados huecos hechos de material compuesto, del 26 de Febrero de 2019, de Top Glass EU SA: Aparato para fabricar cuerpos alargados huecos, varas opcionalmente ahusadas, hechos de resina sintetica reforzada: - un molde alargado que tiene una superficie […]
Manguito de regulación de temperatura, preferentemente para herramientas de moldeo por inyección de plástico, del 19 de Febrero de 2019, de Ziegler, Sven: Manguito de regulación de temperatura para enfriar o regular la temperatura de espigas en la construcción de moldes, en particular para herramientas […]
Método y aparato para fabricación de un componente de pala de turbina eólica con temperatura de curado uniforme, del 7 de Noviembre de 2018, de VESTAS WIND SYSTEMS A/S: Un aparato de moldeo de un componente de pala de turbina eólica para fabricación de un componente de pala de turbina eólica que tiene una […]