DISPOSITIVO Y PROCEDIMIENTO PARA MOLDEAR, LLENAR Y CERRAR BOLSAS.
Dispositivo para moldear, llenar y cerrar bolsas, en el que: - las bolsas posteriores se pueden separar individualmente en piezas de tubo flexible a partir de un tubo flexible de plástico por medio de la instalación de corte transversal,
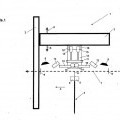
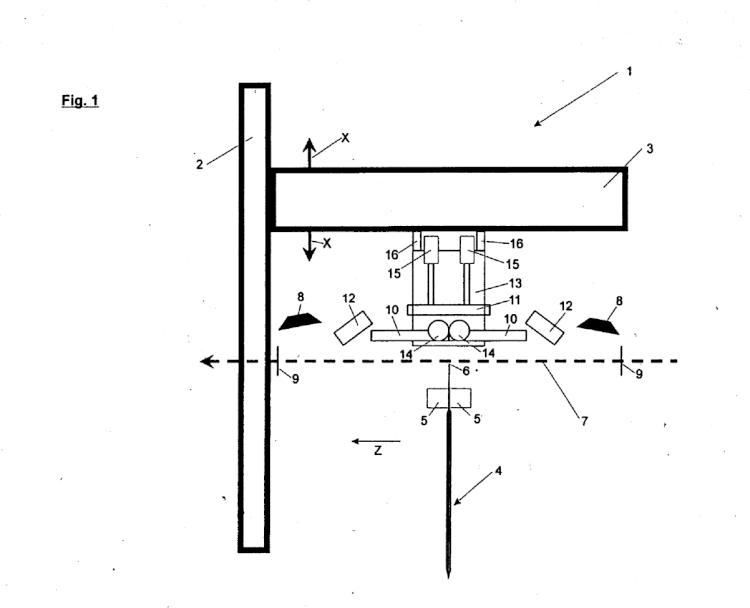
- las piezas de tubo flexible se pueden procesar posteriormente en bolsas vacías (4) a través de medios para la formación del fondo, - las bolsas vacías (4) se pueden conducir a través de medios de agarre y de transporte (5) hacia una estación de llenado (1), en la que, respectivamente, una bolsa vacía (4) puede ser recibida por dos medios de agarre (10) y en la que están previstos al menos dos medios de apertura (8), que inciden, respectivamente, en una pared de la bolsa vacía (4), para separar las paredes que se encuentran todavía una sobre la otra, para que se puedan llenar las bolsas vacías (4), en el que los medios de apertura (8) adoptan durante el transporte de la bolsa (4) hacia la estación de llenado una posición más alta, que está por encima de un plano (7), que está cubierto por el canto superior de la bolsa vacía (6), cuando la bolsa vacía (4) ha adoptado su posición más alta en la zona de la estación de llenado (1), caracterizado porque también los segundos medios de agarre (10) adoptan durante el transporte de la bolsa (4) hacia la estación de llenado una posición más alta, que está por encima de un plano (7), que es cubierto por el canto superior de la bolsa vacía (6), cuando la bolsa vacía (4) ha adoptado su posición más alta en la zona de la estación de llenado (1)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2008/002423.
Solicitante: WINDMOLLER & HOLSCHER KG.
Nacionalidad solicitante: Alemania.
Dirección: MUNSTERSTRASSE 50 49525 LENGERICH ALEMANIA.
Inventor/es: KNOKE,THOMAS, HUIL,OLIVER, KOLKER,MARTIN, SCHULTEN,LUDGER.
Fecha de Publicación: .
Fecha Solicitud PCT: 18 de Marzo de 2008.
Clasificación Internacional de Patentes:
- B65B43/46B
- B65B43/58 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 43/00 Formación, alimentación, abertura o montaje de receptáculos o recipientes, en unión con el embalaje (formación de bolsas en las hojas, los elementos de envoltura o en las bandas, presionando el material en las matrices o desplazándolo sobre matrices de plegado B65B 47/00). › siendo vertical el movimiento.
Clasificación PCT:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
PDF original: ES-2358064_T3.pdf
Fragmento de la descripción:
La invención se refiere a un dispositivo para moldear, llenar y cerrar bolsas de acuerdo con el preámbulo de la reivindicación 1 así como a un procedimiento de acuerdo con el preámbulo de la reivindicación 12.
Un dispositivo se deduce, por ejemplo, a partir de la solicitud de patente alemana DE 10 2005 037 916 A1. A este 5 dispositivo se conduce, en general, un tubo flexible de láminas, con frecuencia un tubo flexible de láminas con pliegues laterales, que se extrae desde un rollo de tubo flexible. En un dispositivo de corte transversal se separa en cada caso una pieza de tubo de flexible a partir de este tubo flexible, de manera que el extremo de manguera que resulta nuevo y que avanza hacia delante es provisto, por ejemplo, en una instalación de soldadura con una costura de soldadura transversal, que forma el fondo de la bolsa siguiente. Todavía antes del corte transversal, al menos un 10 dispositivo de agarre agarra la bolsa que debe cortarse y que está provista ya con un fondo, la cual es en este lugar todavía una bolsa vacía, es decir, una bolsa no llena. Después de la separación individual, el al menos un dispositivo de agarre puede llevar esta bolsa hacia una estación de llenado. En el camino hacia la estación de llenado pueden estar previstos puntos de trasbordo, en los que la bolsa vacía es transferida desde un dispositivo de agarre a otro dispositivo de agarre. En la estación de llenado, la bolsa vacía puede ser recibida por otros medios de agarre 15 (designados a continuación como “segundos medios de agarre”, que fijan la bolsa durante el proceso de llenado. En la estación de llenado están previstos, en general, medios de apertura, que inciden en las dos paredes de la bolsa vacía, para separarlas una de la otra. En los dispositivos conocidos de este tipo se trata la mayoría de las veces de ventosas, que se colocan sobre las paredes exteriores y las aspiran. A continuación, las ventosas se mueven unas fuera de las otras. De esta manera, resulta una abertura de llenado en la bolsa vacía, de manera que ésta se puede 20 llenar. Para el llenado sirve, en general, un racor de llenado, a través del cual se conduce el producto a llenar hacia la bolsa. De acuerdo con el documento DE 10 2004 037 916, a tal fin está previsto elevar la bolsa abierta, de manera que el racor de llenado se extiende hasta el interior de la bolsa. Durante el proceso de llenado, se baja la bolsa. De esta manera, la altura de caída del producto a llenar entre la abertura de salida inferior del racor de llenado y la superficie del producto a llenar ya llenado se mantiene mínima. Una vez concluido el proceso de llenado, la bolsa es 25 recibida ahora por otros medios de agarre y es transportada hacia una instalación de cierre, donde se cierra la bolsa. Esto se realiza la mayoría de las veces a través de la aplicación de otra costura de soldadura transversal, la llamada costura de soldadura de cabeza. Esta bolsa llena, terminada de esta manera, se puede transportar ahora hacia fuera, apilando varias de tales bolsas, en general, en primer lugar sobre plataformas de carga.
En los dispositivos mencionados existe con frecuencia el problema de aproximar las bolsas a la estación de llenado 30 para las bolsas vacías sean agarradas con seguridad por los segundos medios de agarre, que fijan las bolsas durante el proceso de llenado. También los medios de apertura deben poder agarrar con seguridad las paredes de la bolsa vacía. El documento DE 10 2004 037 916 no indica a tal fin ninguna característica de dispositivo o de procedimiento. En la publicación DE 102 17 397 A1, los medios de agarre y de transporte comprenden balancines, de manera que el canto superior de la bolsa vacía describe durante la conducción hacia la estación de llenado una 35 trayectoria circular y se eleva en la zona de la estación de llenado, de manera que se puede introducir, en virtud de la componente de movimiento vertical, en la abertura de los medios de agarre abiertos, que están configurados en forma de pinzas. Sin embargo, en este modo de proceder es un inconveniente que el movimiento sobre una trayectoria circular cuesta mucho tiempo. Además, el fondo de la bolsa puede entrar en contacto con componentes de la máquina durante el transporte y se puede dañar de esta manera. 40
El documento EP 0 844 175 A del tipo indicado al principio propone un dispositivo, en el que los medios de apertura adoptan durante el transporte de la bolsa hacia la estación de llenado una posición más alta, que está por encima de un plano, que es cubierto por el canto superior de la bolsa vacía, cuando la bolsa vacía ha adoptado su posición más alta en la zona de la estación de llenado. Sin embargo, los segundos medios de agarre están dispuestos en el lateral de la bolsa vacía. 45
De acuerdo con ello, el cometido de la presente invención es proponer otro dispositivo y otro procedimiento, en los que la bolsa, que es conducida como bolsa vacía a la estación de llenado, puede ser agarrada con seguridad a través de los segundos medios de agarre, que fijan la bolsa durante el proceso de llenado.
De acuerdo con la invención, este cometido se soluciona a través de las características de las partes de caracterización de las reivindicaciones 1 y 12. De acuerdo con ello, está previsto que también los segundos medios 50 de agarre se puedan llevar a una posición, que se encuentra por encima del plano, que es cubierto por el canto superior de la bolsa vacía, cuando la bolsa vacía ha adoptado su posición más alta en la zona de la estación de llenado.
Esta solución cubre a este respecto dos casos:
1. La bolsa, como se conoce, es conducida en una trayectoria circular. En este caso, la bolsa adopta, en general, la posición más alta en el momento de la transferencia a los segundos medios de agarre. El canto superior horizontal de la bolsa vacía cubre ahora un plano. De acuerdo con la invención, ahora está previsto que los segundos medios de agarre y los medios de apertura se encuentren durante el proceso de alimentación de la bolsa vacía totalmente por encima de este plano. 5
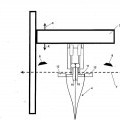
2. La bolsa, como se representa en el documento DE 10 2004 037 916, se mueve a lo largo de un plano horizontal. La previsión de tal dirección de movimiento se realiza, en general, más rápidamente que un movimiento sobre una trayectoria circular. Además, todo el dispositivo se puede construir más bajo, puesto que ahora no debe planearse ya ningún espacio para el desplazamiento en la altura, que el saco ocupa durante el transporte sobre una trayectoria circular. El saco puede adoptar en este caso la posición más alta mencionada durante todo el transporte. También 10 aquí el canto superior de la bolsa vacía cubre un plano, por encima del cual se encuentran los segundos medios de agarre y los medios de apertura, cuando la bolsa vacía es conducida a la estación de llenado.
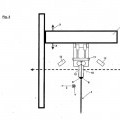
De acuerdo con la invención, los segundos medios de agarre son configurados de tal forma que son móviles a una posición, de manera que se encuentran totalmente por encima de dicho plano horizontal. A tal fin, los medios de agarre y los medios de apertura pueden ser pivotables alrededor de ejes horizontales. Pero en particular, los medios 15 de apertura pueden estar dispuestos también en transmisiones de palanca, que mueven los medios de apertura sobre una trayectoria que se encuentra dentro de la trayectoria circular, que describirían los medios de apertura, si fuesen pivotados por medio de un brazo de palanca rígido. A través de la previsión de al menos una transmisión de palanca se consigue la ventaja de que el espacio de construcción, que ocupa la estación de llenado, se mantiene lo más pequeño posible. 20
En la estación de llenado pueden estar previstos todavía otros elementos, que entran en contacto con la bolsa vacía antes del llenado. En particular, se trata de un elemento de obturación, que se apoya en los lados interiores de las paredes de la bolsa vacía. Tal elemento de obturación presenta, en general, una abertura central, a través de la cual se puede llenar el producto a llenar en el interior de la bolsa. A través de esta abertura se puede introducir también el racor de llenado en el interior de la bolsa, sirviendo entonces el elemento de obturación para obturar el estado 25 intermedio entre la pared exterior, la mayoría de las veces de forma cilíndrica, del racor de llenado y las paredes interiores de la bolsa vacía. Por lo tanto, en un desarrollo ventajoso de la presente invención está previsto que también el elemento de obturación se pueda mover a una posición por encima del plano horizontal ya descrito.
Además,... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo para moldear, llenar y cerrar bolsas, en el que:
- las bolsas posteriores se pueden separar individualmente en piezas de tubo flexible a partir de un tubo flexible de plástico por medio de la instalación de corte transversal,
- las piezas de tubo flexible se pueden procesar posteriormente en bolsas vacías (4) a través de medios para la 5 formación del fondo,
- las bolsas vacías (4) se pueden conducir a través de medios de agarre y de transporte (5) hacia una estación de llenado (1), en la que, respectivamente, una bolsa vacía (4) puede ser recibida por dos medios de agarre (10) y en la que están previstos al menos dos medios de apertura (8), que inciden, respectivamente, en una pared de la bolsa vacía (4), para separar las paredes que se encuentran todavía una sobre la otra, para que se puedan llenar las 10 bolsas vacías (4),
en el que los medios de apertura (8) adoptan durante el transporte de la bolsa (4) hacia la estación de llenado una posición más alta, que está por encima de un plano (7), que está cubierto por el canto superior de la bolsa vacía (6), cuando la bolsa vacía (4) ha adoptado su posición más alta en la zona de la estación de llenado (1),
caracterizado porque también los segundos medios de agarre (10) adoptan durante el transporte de la bolsa (4) 15 hacia la estación de llenado una posición más alta, que está por encima de un plano (7), que es cubierto por el canto superior de la bolsa vacía (6), cuando la bolsa vacía (4) ha adoptado su posición más alta en la zona de la estación de llenado (1).
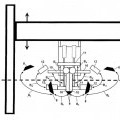
2. Dispositivo de acuerdo con la reivindicación 1, caracterizado porque está previsto al menos un elemento de obturación (11), en el que se pueden apoyar los lados interiores de las paredes de una bolsa vacía (4), en el que 20 también este elemento de obturación (11) se puede mover a una posición, que está por encima de un plano, que es cubierto por el canto superior (6) de la bolsa vacía, cuando la bolsa vacía ha adoptado su posición más alta en la zona de la estación de llenado (1).
3. Dispositivo de acuerdo con la reivindicación anterior, caracterizado porque están previstos elementos de sujeción (12), con los que las paredes de una bolsa vacía (4) pueden ser presionadas contra el elemento de obturación (11), 25 en el que también los elementos de sujeción (12) se pueden mover a una posición, que está por encima de un plano, que es cubierto por el canto superior (6) de la bolsa vacía, cuando la bolsa vacía ha adoptado su posición más alta en la zona de la estación de llenado (1).
4. Dispositivo de acuerdo con una de las reivindicaciones anteriores, caracterizado porque está prevista una primera instalación de soporte (3), que puede ser retenida en una posición fija con relación al dispositivo, al menos hasta la 30 recepción de una bolsa vacía (4) a través de los segundos medios de agarre (10).
5. Dispositivo de acuerdo con la reivindicación anterior, caracterizado porque los medios de apertura (8) se apoyan sobre la primera instalación de soporte (3).
6. Dispositivo de acuerdo con la reivindicación anterior, caracterizado porque está prevista una transmisión de palanca, a través de la cual los medios de apertura (8) se apoyan sobre la primera instalación de soporte (3). 35
7. Dispositivo de acuerdo con una de las tres reivindicaciones anteriores, caracterizado porque sobre la instalación de soporte (3) se apoya una placa de retención (13).
8. Dispositivo de acuerdo con la reivindicación anterior, caracterizado porque la placa de retención (13) se apoya sobre células de pesaje sobre la instalación de soporte (3).
9. Dispositivo de acuerdo con una de las dos reivindicaciones anteriores, caracterizado el elemento de obturación 40 (11) se apoya sobre la placa de retención (13).
10. Dispositivo de acuerdo con la reivindicación anterior, caracterizado porque el elemento de obturación (11) es desplazable con relación a la placa de retención (13).
11. Dispositivo de acuerdo con una de las cuatro reivindicaciones anteriores, caracterizado porque también los elementos de sujeción (12) se apoyan sobre la placa de retención (13). 45
12. Procedimiento para moldear, llenar y cerrar bolsas, en el que:
- las bolsas posteriores son separadas individualmente en piezas de tubo flexible a partir de un tubo flexible de plástico por medio de la instalación de corte transversal,
- las piezas de tubo flexible son procesadas posteriormente en bolsas vacías (4) a través de medios para la formación del fondo,
- las bolsas vacías (4) son conducidas a través de medios de agarre y de transporte (5) hacia una estación de 5 llenado (1), en la que, respectivamente, una bolsa vacía (4) es recibida por dos medios de agarre (10) y en la que al menos dos medios de apertura (8) inciden, respectivamente, en una pared de la bolsa vacía (4), para separar las paredes que se encuentran todavía una sobre la otra, para que se puedan llenar las bolsas vacías (4),
en el que los medios de apertura (8) son movidos durante el transporte de la bolsa (4) hacia la estación de llenado a una posición más alta, que está por encima de un plano (7), que está cubierto por el canto superior de la bolsa vacía 10 (6), cuando la bolsa vacía (4) ha adoptado su posición más alta en la zona de la estación de llenado (1),
caracterizado porque los segundos medios de agarre (10) son movidos durante el transporte de la bolsa (4) hacia la estación de llenado (1) a una posición más alta, que está por encima de un plano (7), que es cubierto por el canto superior de la bolsa vacía (6), cuando la bolsa vacía (4) ha adoptado su posición más alta en la zona de la estación de llenado (1). 15
Patentes similares o relacionadas:
Formador de bastidor deslizante, del 13 de Mayo de 2020, de KELLOGG COMPANY: Un dispositivo formador de bastidor deslizante que tiene forma octogonal para conformar y formar un contenedor transportable para soportar […]
Dispositivo y procedimiento de apilado de paquetes de tamaños diferentes, del 12 de Marzo de 2019, de FIVES SYLEPS ROBOTICS: Dispositivo de apilado de paquetes (2, 2',...) en un palé , que comprende medios de suministro de un palé vacío a un puesto de espera […]
Contenedor transportable para mercancías a granel y procedimiento para formar el mismo, del 28 de Febrero de 2019, de KELLOGG COMPANY: Un dispositivo portador intermedio para sujetar una bolsa encogida que tiene un extremo abierto y una base cerrada y que forma un […]
Procedimientos de producir un recipiente transportable, del 7 de Marzo de 2018, de KELLOGG COMPANY: Un procedimiento de formar un recipiente transportable para mercancías a granel con una base transportadora que tiene una periferia y una pared […]
CONTENEDOR TRANSPORTABLE PARA MERCANCÍAS A GRANEL Y PROCEDIMIENTO PARA FORMAR EL MISMO, del 19 de Abril de 2017, de KELLOGG COMPANY: Un procedimiento para producir un contenedor transportable para admitir mercancías a granel que comprende los pasos de: posicionar […]
Sistema de accionamiento y procedimiento para formar un contenedor transportable de productos a granel, del 10 de Agosto de 2016, de KELLOGG COMPANY: Un sistema de envasado para formar y llenar un contenedor transportable con una pluralidad de productos a granel recibidos desde una fuente de alimentación […]
 Base transportadora unitaria y conformadora y un formador de bastidor deslizante para formar un contenedor transportable, del 22 de Julio de 2015, de KELLOGG COMPANY: Un método de producir un contenedor transportable para las mercancías a granel que comprende los pasos de: Colocar una bolsa con una parte superior abierta […]
Base transportadora unitaria y conformadora y un formador de bastidor deslizante para formar un contenedor transportable, del 22 de Julio de 2015, de KELLOGG COMPANY: Un método de producir un contenedor transportable para las mercancías a granel que comprende los pasos de: Colocar una bolsa con una parte superior abierta […]
Procedimiento para el envasado de silicio policristalino, del 18 de Junio de 2014, de WACKER CHEMIE AG: Procedimiento para el envasado de silicio policristalino, en el que silicio policristalino se introduce por medio de un dispositivo de llenado en una bolsa de […]