METODO DE FABRICACION DE TELAS DE TEJIDO NO TEJIDO.
Método de fabricación de telas de tejido no tejido formando una tela con tres capas (conocida como CSC):
una primera capa de carda (capa C), una segunda capa de spun (capa S), y una tercera capa de carda (capa C), caracterizado porque comprende la fase de disponer los filamentos continuos (18) del velo de spun (7) sin consolidar directamente sobre un primer velo de carda (3), para depositar posteriormente el segundo velo de carda (11) sobre el velo de spun (7). El velo de spun (7) se alimenta sobre el primer velo de carda (3) por medio de una telera de transporte (17) que forma un cierto ángulo (a) con la superficie del primer velo de carda, (3) la cual se mantiene preferentemente horizontal
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200801302.
Solicitante: BC NONWOVENS, S.L.
Nacionalidad solicitante: España.
Provincia: BARCELONA.
Inventor/es: VERDAGUER TORRENS,CASIMIRO, VIÑAS PICH,CARLOS.
Fecha de Solicitud: 25 de Abril de 2008.
Fecha de Publicación: .
Fecha de Concesión: 10 de Marzo de 2011.
Clasificación Internacional de Patentes:
- D04H1/66 TEXTILES; PAPEL. › D04 TRENZADO; FABRICACION DEL ENCAJE; TRICOTADO; PASAMANERIA; NO TEJIDOS. › D04H FABRICACION DE TEJIDOS TEXTILES, p. ej. A PARTIR DE FIBRAS O MATERIALES FILAMENTOSOS (tejido D03; tricotado D04B; trenzado D04C; fabricación de redes D04G; costura D05B; implantación de pelos o mechones por picado D05C; terminación de los "no tejidos" D06 ); ARTICULOS FABRICADOS CON AYUDA DE ESTOS PROCEDIMIENTOS O APARELLAJE, p. ej. FIELTROS, NO TEJIDOS; GUATA; NAPA (telas no tejidas que tienen una capa intermedia o externa de género diferente, p. ej. una tela tejida, B32B). › D04H 1/00 No tejidos formados únicamente o principalmente de fibras cortadas o de otras fibras similares relativamente cortas. › con puntos o emplazamientos espaciados (D04H 1/68 tiene prioridad).
Clasificación PCT:
- D04H1/66 D04H 1/00 […] › con puntos o emplazamientos espaciados (D04H 1/68 tiene prioridad).
Fragmento de la descripción:
Método de fabricación de telas de tejido no tejido.
Sector técnico de la invención
La presente invención se refiere a la fabricación de tejidos no tejidos dentro sector técnico textil, más en particular a la fabricación de telas para toallitas húmedas. En concreto, la presente invención se refiere a un método de fabricación de telas de tejido no tejido, formando una tela con tres capas (conocida como CSC): una primera capa de carda (capa C), una segunda capa de spun (capa S), y una tercera capa de carda (capa C).
Antecedentes de la invención
El producto a que se refiere la presente invención es una tela no tejida, con fibras entrelazadas, para producir toallitas húmedas para el uso sobre la piel humana. Por ello, la tela debe ser absorbente y tener características de suavidad al tacto.
En la técnica actual, existe una primera forma de producir estas telas, que es con líneas de producción formadas por dos ó tres cardas, y a partir de fibras cortas de entre 30 y 50 mm, de viscosa (absorbente), mezcladas con fibras artificiales. Otra metodología para producir estas telas es mediante el procedimiento conocido en la técnica como "spunbonded", consistente en producir filamentos continuos ("spun") de PP (polipropileno) ó PET (polietileno tereftalato) que se consolidan mediante calandrado "bonded" por termofusión. No obstante estas telas no son absorbentes.
Existe una limitación técnica actual en el producto y proceso del spunlace con fibras cardadas, que no permite producir productos con fibras de viscosa, poliéster y/o polipropileno con gramajes inferiores a los 40 g/m2 a velocidades productivas y con las características físicas requeridas por el mercado actual (producto débil en sentido transversal y de bajo espesor). Ha habido intentos por solucionarlo, mediante telas con tres capas (conocida como CSC), una primera capa de carda (capa C), una segunda capa de spun (capa S), y una tercera capa de carda (capa C).
La patente EP1192306 describe una tela CSC con la cual se obtiene la absorción y el tacto necesarios, uniendo la mayor resistencia del spun, y permitiendo realizar productos de iguales o mejores características que los productos anteriores convencionales. Según esta patente, se introduce un primer velo cardado sobre la telera de la máquina de spun, en el interior de la misma, en la que la capa de spun queda depositada por acción de un fuerte vacío. La tela con dos capas es recubierta ulteriormente por una tercera capa de carda, comportando ello problemas de alimentación de los velos y de extracción del velo compuesto. Según esta patente, después se compactan las capa con rodillos de apriete en frío, lo cual conlleva el problema de reducir en exceso el espesor, el cual debe mantenerse dentro de un intervalo adecuado.
En la solicitud de patente US2005/0215156A1 se propone pre-consolidar el velo de spun mediante un primer jet de agua, para posteriormente finalizar la consolidación mediante un segundo jet de agua, citándose que antes del segundo jet pueden añadirse capas de otros tipos de velos de filamentos continuos poliméricos. Esta pre-consolidación del velo de spun puede comportar problemas y exigencias que no siempre son justificadas por la calidad del producto final obtenido.
También cabe citar las patentes US6430788 y US6321425, en las cuales el velo de spun se consolida mediante una calandra, lo cual comporta el inconveniente de disminuir excesivamente el espesor y perjudicar al tacto del producto final.
Por último, otra propuesta de proceso CSC que cabe citar es el dado a conocer en la patente EP1275764, que describe introducir, entre dos velos de carda, una tela de spunbonded procedente de una bobina con la tela producida previamente en otra línea de spunbonded. El producto spunbonded por estar sometido a un calandrado, lo que comporta de nuevo el problema que supone el calandrado al perjudicar las características de tacto, espesor y bulking. Además de lo cual, al no fabricarse en línea, sino en dos líneas independientes, es un procedimiento mucho menos efectivo.
Las propuestas existentes de proceso CSC no permiten obtener un producto con los valores requeridos de espesor y tracciones transversales necesarias. Además existe el problema de laminación entre capas CSC y despeluzado (o "linting") de fibras y/o filamentos en la superficie, al no ser capaces de unir las capas de los diferentes productos de manera eficaz.
Explicación de la invención
La finalidad de la presente invención consiste en unir esas dos metodologías de producción antes explicadas, formando una tela con tres capas (conocida como CSC), una primera capa de carda (capa C), una segunda capa de spun (capa S), y una tercera capa de carda (capa C), con lo cual se obtiene la absorción y el tacto necesarios, pero exenta de los problemas e inconvenientes antes citados del estado de la técnica, uniendo la mayor resistencia del spun, y permitiendo realizar productos de iguales o mejores características que los productos actuales, incluso de mayor espesor, mejor capacidad de hinchamiento ("bulking") y características al tacto, mucho mejores para el uso a que se destinan.
A tal finalidad, el objeto de la presente invención es un nuevo método de fabricación de telas de tejido no tejido, del tipo indicado, que en su esencia se caracteriza por la fase de disponer los filamentos continuos del velo de spun sin consolidar directamente sobre el primer velo de carda, para depositar posteriormente el segundo velo de carda sobre el velo de spun.
Según otra característica de la invención, el velo de spun se alimenta sobre la primera capa de carda por medio de una telera de transporte que forma un cierto ángulo con la superficie de la capa de carda, la cual se mantiene preferentemente horizontal.
Dicho ángulo es preferiblemente inferior o igual a 35 grados.
El método contempla también la fase de impregnación con un sulfactante para hidrofilizarlo, con la finalidad de compensar las propiedades hidrofóbicas del producto spun (filamentos continuos de PP).
De acuerdo con otra característica del método de la invención, tanto el velo de spun como el primer velo de carda recubierto por el velo de spun, se hacen pasar por unos rodillos weed de superficie transpirable con un sector de aspiración (de vacío).
Presentemente, las diferentes fases del método se realizan en una planta de producción "en línea".
La presente invención da a conocer igualmente el producto de tela no tejida que se fabrica mediante el método según las reivindicaciones anteriores, así como una toallita húmeda, que se fabrica a partir del anterior producto de tela no tejida.
Aunque pueda parecer anti-intuitivo y contrario a la praxis habitual para un experto en la técnica, la aplicación del velo de spun exento de consolidación, permite optimizar las características finales de los productos finales obtenidos mediante el método de la invención, en concreto, aunque no exclusivamente, toallitas húmedas. Una posible explicación es que, al no pre-consolidar el S, se consigue una mayor unión entre capas C-S-C en el momento de su consolidación en el Jet, obteniendo un producto cohesionado con las tracciones y espesor requeridos. De esta manera, también se reduce el efecto "barrera" causado por la capa S de en medio del producto.
En definitiva, la esencia de la invención consiste en posibilitar el buen acoplamiento del velo de spun (filamentos continuos) entre los dos velos de carda (fibras cortas).
Breve descripción de los dibujos
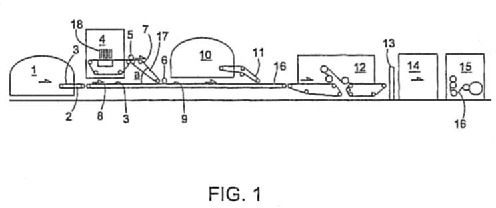
A continuación se hace la descripción detallada de formas de realización preferidas, aunque no exclusivas, del método objeto de la presente invención, para cuya mejor comprensión se acompaña de unos dibujos, dados meramente a título de ejemplo no limitativo, cuya única Figura (Fig. 1), es una vista esquemática que representa una instalación para la puesta en práctica del método según la presente invención.
Descripción detallada de los dibujos
En la Fig. 1 puede apreciarse que la línea de producción para la puesta en práctica del método de la invención comprende una carda 1, que produce un primer velo de carda 3 que se transporta sobre una primera telera...
Reivindicaciones:
1. Método de fabricación de telas de tejido no tejido formando una tela con tres capas (conocida como CSC): una primera capa de carda (capa C), una segunda capa de spun (capa S), y una tercera capa de carda (capa C), caracterizado porque comprende la fase de disponer los filamentos continuos (18) del velo de spun (7) sin consolidar directamente sobre un primer velo de carda (3), para depositar posteriormente el segundo velo de carda (11) sobre el velo de spun (7).
2. Método según la reivindicación 1, caracterizado porque el velo de spun (7) se alimenta sobre el primer velo de carda (3) por medio de una telera de transporte (17) que forma un cierto ángulo (a) con la superficie del primer velo de carda, (3) la cual se mantiene preferentemente horizontal.
3. Método según la reivindicación 2, caracterizado porque dicho ángulo (a) es preferiblemente inferior o igual a 35 grados.
4. Método según la reivindicación 1, caracterizado porque comprende la fase de impregnación con un sulfactante, en un hidrofilizador (13), para producir la hidrofilización del velo de spun (7).
5. Método según una cualquiera de las reivindicaciones anteriores, caracterizado porque tanto el velo de spun (7) como el primer velo de carda (8) recubierto por el velo de spun (7), se hacen pasar por unos rodillos weed (5; 6) de superficie transpirable con un sector de aspiración (de vacío).
6. Método según una cualquiera de las reivindicaciones anteriores, caracterizado porque las diferentes fases del mismo se realizan en una planta de producción "en línea".
7. Producto de tela no tejida (16), que se fabrica mediante un método según las reivindicaciones anteriores.
Patentes similares o relacionadas:
Tejido fijable térmicamente, del 5 de Junio de 2019, de CARL FREUDENBERG KG: Estructura textil fijable térmicamente, empleable como entretela fijable en la industria textil con una capa soporte constituida por un material […]
Método para fabricar un elemento de banda de guata que comprende, al menos, una superficie adaptada para recibir impresión, y el elemento de banda de guata así obtenido destinado a ser utilizado en rellenos de artículos de vestir tales como chaquetas cortavientos y zapatos, del 27 de Marzo de 2019, de FISI FIBRE SINTETICHE S.P.A.: Un método para fabricar un material de guata, a usar para hacer rellenos de artículos de vestir tales como chaquetas cortavientos y / o zapatos, estando […]
Estructura de forma plana termofijable, del 31 de Mayo de 2013, de CARL FREUDENBERG KG: Estructura de forma plana termofijable, particularmente utilizable como entretela fijable en la industria textil, conuna capa de soporte a […]
Tela no tejida, elástica, blanda y ligada puntiforme con partículas de relleno, procedimiento para su fabricación y su utilización, del 1 de Febrero de 2013, de CARL FREUDENBERG KG: Tela no tejida elástica de las fibras encrespadas y/o filamentos encrespados y, dado el caso, de fibras y/ofilamentos no encrespados, que […]
 Vaina para colocación de revestimientos de pavimento, del 20 de Junio de 2012, de Kerakoll S.p.A. (100.0%): Vaina para la colocación de revestimientos de pavimento que comprende un estrato de material laminarcon una pluralidad de cavidades y con una […]
Vaina para colocación de revestimientos de pavimento, del 20 de Junio de 2012, de Kerakoll S.p.A. (100.0%): Vaina para la colocación de revestimientos de pavimento que comprende un estrato de material laminarcon una pluralidad de cavidades y con una […]
PROCEDIMIENTO DE ENNOBLECIMIENTO DE UNA NAPA FORMADA POR VIA SECA Y NAPA ASI ENNOBLECIDA., del 16 de Noviembre de 1999, de FORT JAMES FRANCE: LA INVENCION SE REFIERE GENERALMENTE A UN PROCEDIMIENTO DE ACABADO DE UN MANTEL FORMADO POR VIA SECA CONSTITUIDA DE FIBRAS DE PAPEL UNIDAS POR UN LIGANTE TERMOPLASTICO, […]
ESTRUCTURA PLANA TEXTIL FIJABLE, del 18 de Enero de 2012, de CARL FREUDENBERG KG: Estructura plana textil fijable, la cual se puede utilizar particularmente como entretela fijable en la industria textil, con una capa de soporte […]