MÉTODO DE FABRICACIÓN DE ÁLABES DE TURBINA EÓLICA QUE COMPRENDEN MATERIALES DE MATERIAL COMPUESTO.
Método de fabricación de álabes de turbina eólica que comprenden materiales de material compuesto,
que comprende las etapas de - seleccionar una parte de molde externa, - seleccionar una parte de molde interna, en la que al menos una parte de la superficie de la parte de molde interna comprende una capa compresible que se cubre mediante una membrana estanca al aire, - situar los materiales que van a unirse en una cavidad de molde entre la parte de molde externa y la parte de molde interna, - evacuar la cavidad de molde, - unir los materiales, caracterizado porque comprende además la etapa de evacuar la capa compresible antes de situar los materiales que van a unirse
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08008453.
B29C33/50TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 33/00 Moldes o núcleos; Detalles o accesorios para ellos. › elásticos.
B29C70/48B29C […] › B29C 70/00 Conformación de materiales compuestos, es decir, materiales plásticos con refuerzos, cargas o partes preformadas, p. ej. inserciones. › e impregnando los refuerzos en el molde cerrado, p. ej, moldeo por transferencia de resina [RTM].
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
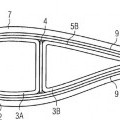
Método de fabricación de álabes de turbina eólica que comprenden materiales de material compuesto La presente invención se refiere a un método de fabricación de álabes de turbina eólica que comprenden materiales de material compuesto, que comprende las etapas de seleccionar una parte de molde externa, seleccionar una parte de molde interna, en la que al menos una parte de la superficie de la parte de molde interna comprende una capa compresible que se cubre mediante una membrana estanca al aire, situar los materiales que van a unirse en una cavidad de molde entre la parte de molde externa y la parte de molde interna, evacuar la cavidad de molde, y unir los materiales. Para fabricar álabes de rotor, tales como álabes de generador eólico o álabes de turbina eólica, se conoce el bobinado de cintas de fibra de vidrio o haces de fibra de vidrio alrededor de un núcleo. Los sistemas descritos en las patentes de Estados Unidos US 4.242.160 y US 4.381.960 hacen uso de este enfoque. Para cumplir con la calidad de superficie que se desea para aplicaciones de turbina eólica y evitar que la superficie de material de material compuesto en bruto aparezca como una superficie externa, es necesario un tratamiento de acabado adicional. Otro enfoque que permite garantizar una calidad satisfactoria de las superficies y la unión de los materiales, y, al mismo tiempo, proporciona características de material constante por todo el álabe, es un moldeo de transferencia de resina asistido por vacío. En el método propuesto en la patente EP 1 310 351 B1, y tal como se define en el preámbulo de la reivindicación 1, los materiales se sitúan en una cavidad de molde entre una parte de molde interna y una externa, y, después de evacuar la cavidad de molde, se permite que la resine fluya hacia dentro y se una a los materiales. Sin embargo, si las fugas de aire al interior de la cavidad llena de resina durante la fase de inyección de resina o durante la fase temprana del procedimiento de curado en el que la resina aún es líquida, el aire puede encerrarse en el material laminado y por consiguiente disminuir la fuerza del álabe. Tal fuga de aire normalmente se produce cuando una membrana estanca al aire que cubre la parte de molde interna tiene pequeños orificios o alteraciones. Para garantizar la integridad de la membrana estanca al aire, de modo que el aire no pueda filtrarse al interior de la cavidad de molde que se mantiene en condiciones de vacío, se han usado membranas que consisten en una serie de capas diferentes. Por tanto, se añade redundancia a la membrana y los defectos en estanqueidad al aire en una de las capas no comprometen la estanqueidad al aire global de la membrana. Sin embargo, el uso de tales membranas de múltiples capas da como resultado un superior consumo de material y un esfuerzo técnico global superior. Por tanto es un objeto de la presente invención proporcionar un método de fabricación de álabes de turbina eólica que comprenden materiales de material compuesto que proporciona características de material constante por todo el álabe a la vez que evita el uso de membranas estancas al aire de múltiples capas. Este objeto se alcanza mediante el método según la reivindicación 1. La reivindicación 1 propone un método de fabricación de álabes de turbina eólica que comprenden materiales de material compuesto, que comprende las etapas de - seleccionar una parte de molde externa, - seleccionar una parte de molde interna, en la que al menos una parte de la superficie de la parte de molde interna comprende una capa compresible que se cubre mediante una membrana estanca al aire, - situar materiales que van a unirse en una cavidad de molde entre la parte de molde externa y la parte de molde interna, - evacuar la cavidad de molde, - unir los materiales, caracterizado porque comprende además la etapa de evacuar la capa compresible antes de situar los materiales que van a unirse. Mediante la evacuación de la capa compresible antes de situar los materiales que van a unirse, se comprime la capa compresible mediante la presión de aire externa a la capa compresible, y por tanto es de tamaño global reducido. Cuando, después haber situado los materiales que van a unirse en la cavidad de molde entre los moldes externos y el molde interno en su estado comprimido, también se evacua el aire de la cavidad de molde, la capa compresible se expande de nuevo y presiona contra los materiales. Puesto que en ese estado tanto la capa compresible como la cavidad de molde están en condiciones de vacío, no hay una diferencia significativa de presión de aire que pueda conducir a una fuga de aire a través de la membrana estanca al aire y por tanto comprometer la fuerza del álabe. Por consiguiente, se evita el uso de una membrana estanca al aire 2 de múltiples capas a la vez que se garantiza la calidad de material de álabe. Por tanto, la presente invención permite fabricar de manera fiable álabes de turbina eólica de una calidad de material definida a la vez que se ahorra esfuerzo técnico y consumo de material. La invención puede realizarse tal como se define en las reivindicaciones que hacen referencia de nuevo a la reivindicación 1. Las realizaciones del método puede comprender la etapa de detectar una fuga en la membrana estanca al aire. Esto permite aumentar además la presión aplicada a los materiales que van a unirse dejando que el aire fluya al interior de la capa compresible después de situar los materiales que van a unirse en la cavidad de molde y a la vez que se evacua la cavidad de molde. Por tanto, no sólo la fuerza de expansión de la capa compresible, sino también la presión de aire dentro de la capa compresible, proporciona presión a los materiales. Esto es particularmente útil en tales realizaciones en las que se evacua la capa compresible de nuevo con la condición de que una fuga esté presente, de modo que los efectos de la presente invención pueden alcanzarse específicamente cuando se produce en realidad una fuga, a la vez que se obtienen los beneficios de la presión adicional cuando no hay fuga de aire. En las realizaciones, la detección de una fuga puede realizarse basándose en la detección de una presión de aire dentro de la cavidad de molde, y/o puede realizarse basándose en la detección de una presión de aire dentro de la capa compresible. Alternativamente, pueden medirse las tasas de flujo de entrada/flujo de salida de aire, por ejemplo, midiendo la cantidad de aire que fluye hacia el interior de la capa compresible y/o midiendo la cantidad de aire que fluye al exterior de la cavidad de molde. En las realizaciones, la capa compresible puede evacuarse de nuevo después de que se han unido los materiales. Esto facilita la extracción del núcleo de molde interno a partir del álabe de turbina eólica fabricado. La presente invención se explica además haciendo referencia al ejemplo detallado y una serie de figuras, tal como se describe a continuación: la figura 1 muestra una sección transversal esquemática de un aparato para llevar a cabo una realización del método; la figura 2 muestra un diagrama de flujo esquemático de una primera parte de una realización del método, y la figura 3 muestra un diagrama de flujo esquemático de una segunda parte de la realización del método (continuando la figura 2). La figura 1 muestra una sección transversal esquemática de un molde para llevar a cabo el método tal como se propone en el presente documento. En esta realización, se proporciona el molde interno como dos piezas separadas. El primer molde interno comprende un núcleo 1A interno rígido que se cubre mediante una capa de material 3A compresible. El primer molde interno comprende además una membrana 4A estanca al aire que se ubica encima de la superficie externa de la capa 3A compresible. Asimismo, el segundo molde interno comprende un núcleo 1B interno rígido que se cubre mediante una capa de material 3B compresible. El segundo molde interno también comprende además una membrana 4B estanca al aire que se ubica encima de la superficie externa de la capa 3B compresible. Entre el primer y el segundo molde interno, se ubica una banda 2 de cizalla. En la cavidad de molde entre la membrana 4A, 4B estanca al aire y la superficie 6 interna del molde externo (es decir, del molde 7 externo superior así como el molde 8 externo inferior) se ubican materiales 5 que van a unirse (materiales de material compuesto, materiales de apilamiento). Tales materiales de apilamiento pueden comprender materiales de fibra de vidrio, materiales de fibra carbono, madera de balsa, y espuma de PVC. Tanto en el molde 7 externo superior como en el molde 8 externo inferior, puede ubicarse un sistema 9 de regulación de temperatura, que comprende sensores de temperatura y elementos de calentamiento. Las membranas 4A y 4B estancas al aire pueden implementarse como bolsas de vacío individual... [Seguir leyendo]
Reivindicaciones:
1. Método de fabricación de álabes de turbina eólica que comprenden materiales de material compuesto, que comprende las etapas de - seleccionar una parte de molde externa, - seleccionar una parte de molde interna, en la que al menos una parte de la superficie de la parte de molde interna comprende una capa compresible que se cubre mediante una membrana estanca al aire, - situar los materiales que van a unirse en una cavidad de molde entre la parte de molde externa y la parte de molde interna, - evacuar la cavidad de molde, - unir los materiales, caracterizado porque comprende además la etapa de evacuar la capa compresible antes de situar los materiales que van a unirse. 2. Método según la reivindicación 1, caracterizado porque comprende la etapa de detectar una fuga en la membrana estanca al aire. 3. Método según la reivindicación 2, caracterizado porque la detección de una fuga se realiza basándose en la detección de una presión de aire dentro de la cavidad de molde. 4. Método según las reivindicaciones 2 ó 3, caracterizado porque la detección de una fuga se realiza basándose en la detección de una presión de aire dentro de la capa compresible y/o la medición de la cantidad de aire que fluye al interior de la capa compresible y/o la medición de la cantidad de aire que fluye al exterior de la cavidad de molde. 5. Método según una cualquiera de las reivindicaciones 2 a 4, caracterizado porque se evacua la capa compresible con la condición de que una fuga esté presente. 6. Método según una cualquiera de las reivindicaciones 1 a 5, caracterizado porque se permite que el aire fluya al interior de la capa compresible a la vez que se evacua la capa compresible. 7. Método según una cualquiera de las reivindicaciones 1 a 6, caracterizado porque se evacua la capa compresible después de que se han unido los materiales. 8. Método según una cualquiera de las reivindicaciones 1 a 7, caracterizado porque se selecciona la parte de molde interna para comprender una parte de núcleo rígida con un recubrimiento compresible que se cubre mediante una bolsa de vacío. 9. Método según la reivindicación 8, caracterizado porque se determinan las dimensiones de la bolsa de vacío para encajar en la parte de núcleo rígida con su recubrimiento compresible en un estado no comprimido. 10. Método según una cualquiera de las reivindicaciones 1 a 9, caracterizado porque se selecciona la parte de molde interna de manera que la fuerza de expansión de la capa compresible proporciona suficiente presión para la unión. 11. Método según una cualquiera de las reivindicaciones 1 a 10, caracterizado porque se selecciona la parte de molde interna de manera que rebasa el espacio hueco proporcionado por la parte de molde externa cuando la capa compresible no está comprimida. 6 7 8
Patentes similares o relacionadas:
DISPOSITIVO DE IMPREGNACIÓN CIRCUNFERENCIAL CONTROLADO, del 16 de Diciembre de 2011, de EUROCOPTER DEUTSCHLAND GMBH: Dispositivo de moldeo por impregnación de al menos una capa de refuerzo que constituye una pieza que va a moldearse o al menos una capa de refuerzo que cubre una pieza, […]
MÉTODO, APARATO Y SISTEMA PARA DETECTAR FUGAS EN UN PROCESO DE VARTM, del 7 de Julio de 2011, de LM GLASFIBER A/S: Un método para producir una estructura compuesta que comprende material reforzado con fibras mediante moldeo de transferencia de resina asistida […]
PROCEDIMIENTO PARA FABRICAR UN MATERIAL COMPUESTO, del 25 de Mayo de 2011, de SIEMENS AKTIENGESELLSCHAFT: Procedimiento para fabricar un material compuesto que comprende las etapas de: - colocar al menos una estera de fibra sobre la superficie interna de un […]
RECUBRIMIENTO EN MOLDE MEDIANTE UN PROCEDIMIENTO DE INFUSION DE MULTIPLES ETAPAS, del 25 de Agosto de 2010, de COOK COMPOSITES & POLYMERS COMPANY: Método de fabricación de un artículo compuesto recubierto, comprendiendo el método las etapas de proporcionar una abrazadera que comprende […]
METODO Y APARATO PARA PROPORCIONAR UN POLIMERO PARA USARSE EN UNA INFUSION A VACIO, del 20 de Agosto de 2010, de LM GLASFIBER A/S: Método para producir un miembro de pala de material compuesto de fibra por medio de una infusión en vacío, donde el material de fibra es […]
TEJIDO DE FIBRA DE CARBONO, MOLDEADO DE PLASTICO REFORZADO CON FIBRA OBTENIDO UTILIZANDO EL TEJIDO Y METODO DE PRODUCCION DEL MOLDEADO, del 26 de Mayo de 2010, de TORAY INDUSTRIES, INC.: SE DESCRIBE UNA TELA DE FIBRA DE CARBONO TEJIDA, CARACTERIZADA PORQUE SE DISPONEN MUCHOS HILADOS DE FIBRA DE CARBONO, QUE COMPRENDEN RESPECTIVAMENTE DE ENTRE 40.000 […]
PRODUCCION DE UN LAMINADO POR INYECCION DE RESINA, del 1 de Marzo de 2010, de LM GLASFIBER A/S: Un método de fabricar un laminado que comprende la generación de una presión negativa entre una parte de molde y una película de vacío , […]
UN PROCEDIMIENTO DE REALIZACIÓN DE PANELES RIGIDIZADOS DE MATERIALES COMPUESTOS, del 9 de Junio de 2011, de EUROPEAN AERONAUTIC DEFENCE AND SPACE COMPANY EADS FRANCE: Un procedimiento de realización de un panel rigidizado en material compuesto, incluyendo dicho panel rigidizado una piel y al menos un rigidizador (3a, […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 PROCEDIMIENTO PARA FABRICAR UN MATERIAL COMPUESTO, del 25 de Mayo de 2011, de SIEMENS AKTIENGESELLSCHAFT: Procedimiento para fabricar un material compuesto que comprende las etapas de: - colocar al menos una estera de fibra sobre la superficie interna de un […]
PROCEDIMIENTO PARA FABRICAR UN MATERIAL COMPUESTO, del 25 de Mayo de 2011, de SIEMENS AKTIENGESELLSCHAFT: Procedimiento para fabricar un material compuesto que comprende las etapas de: - colocar al menos una estera de fibra sobre la superficie interna de un […]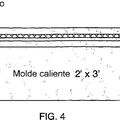 RECUBRIMIENTO EN MOLDE MEDIANTE UN PROCEDIMIENTO DE INFUSION DE MULTIPLES ETAPAS, del 25 de Agosto de 2010, de COOK COMPOSITES & POLYMERS COMPANY: Método de fabricación de un artículo compuesto recubierto, comprendiendo el método las etapas de proporcionar una abrazadera que comprende […]
RECUBRIMIENTO EN MOLDE MEDIANTE UN PROCEDIMIENTO DE INFUSION DE MULTIPLES ETAPAS, del 25 de Agosto de 2010, de COOK COMPOSITES & POLYMERS COMPANY: Método de fabricación de un artículo compuesto recubierto, comprendiendo el método las etapas de proporcionar una abrazadera que comprende […]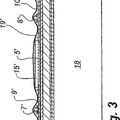 METODO Y APARATO PARA PROPORCIONAR UN POLIMERO PARA USARSE EN UNA INFUSION A VACIO, del 20 de Agosto de 2010, de LM GLASFIBER A/S: Método para producir un miembro de pala de material compuesto de fibra por medio de una infusión en vacío, donde el material de fibra es […]
METODO Y APARATO PARA PROPORCIONAR UN POLIMERO PARA USARSE EN UNA INFUSION A VACIO, del 20 de Agosto de 2010, de LM GLASFIBER A/S: Método para producir un miembro de pala de material compuesto de fibra por medio de una infusión en vacío, donde el material de fibra es […]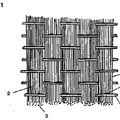 TEJIDO DE FIBRA DE CARBONO, MOLDEADO DE PLASTICO REFORZADO CON FIBRA OBTENIDO UTILIZANDO EL TEJIDO Y METODO DE PRODUCCION DEL MOLDEADO, del 26 de Mayo de 2010, de TORAY INDUSTRIES, INC.: SE DESCRIBE UNA TELA DE FIBRA DE CARBONO TEJIDA, CARACTERIZADA PORQUE SE DISPONEN MUCHOS HILADOS DE FIBRA DE CARBONO, QUE COMPRENDEN RESPECTIVAMENTE DE ENTRE 40.000 […]
TEJIDO DE FIBRA DE CARBONO, MOLDEADO DE PLASTICO REFORZADO CON FIBRA OBTENIDO UTILIZANDO EL TEJIDO Y METODO DE PRODUCCION DEL MOLDEADO, del 26 de Mayo de 2010, de TORAY INDUSTRIES, INC.: SE DESCRIBE UNA TELA DE FIBRA DE CARBONO TEJIDA, CARACTERIZADA PORQUE SE DISPONEN MUCHOS HILADOS DE FIBRA DE CARBONO, QUE COMPRENDEN RESPECTIVAMENTE DE ENTRE 40.000 […]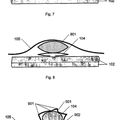 PRODUCCION DE UN LAMINADO POR INYECCION DE RESINA, del 1 de Marzo de 2010, de LM GLASFIBER A/S: Un método de fabricar un laminado que comprende la generación de una presión negativa entre una parte de molde y una película de vacío , […]
PRODUCCION DE UN LAMINADO POR INYECCION DE RESINA, del 1 de Marzo de 2010, de LM GLASFIBER A/S: Un método de fabricar un laminado que comprende la generación de una presión negativa entre una parte de molde y una película de vacío , […]