PRODUCCION DE UN LAMINADO POR INYECCION DE RESINA.
Un método de fabricar un laminado (101) que comprende la generación de una presión negativa entre una parte de molde (103) y una película de vacío (105),
y el suministro de resina a las capas (102) del laminado situadas en el molde desde uno o más pasos de entrada compresibles (104) situados por debajo de la película de vacío, caracterizado porque se forma un exceso de longitud en la película de vacío (103) por encima de los pasos de entrada (104)
Tipo: Resumen de patente/invención. Número de Solicitud: W06000623DK.
Solicitante: LM GLASFIBER A/S.
Nacionalidad solicitante: Dinamarca.
Dirección: ROLLES MOELLEVEJ 1,6640 LUNDERSKOV.
Inventor/es: LILLEHEDEN,LARS,TILSTED.
Fecha de Publicación: .
Fecha Concesión Europea: 16 de Septiembre de 2009.
Clasificación Internacional de Patentes:
- B29C70/44A
- B29C70/54E4
Clasificación PCT:
- B29C70/44 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 70/00 Conformación de materiales compuestos, es decir, materiales plásticos con refuerzos, cargas o partes preformadas, p. ej. inserciones. › mediante presión isostática, p. ej. moldeo por diferencia de presión, moldeo con bomba de vacío, moldeo en autoclave o moldeo con caucho expandible.
- B29C70/54 B29C 70/00 […] › Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
- B29L9/00 B29 […] › B29L SISTEMA DE INDEXACION ASOCIADO A LA SUBCLASE B29C, RELATIVO A OBJETOS PARTICULARES. › Productos estratificados.
Fragmento de la descripción:
Producción de un laminado por inyección de resina.
La invención se refiere a un método de producir un laminado que comprende la generación de una presión negativa entre una parte de molde y una película de vacío. La resina es suministrada a las capas del laminado en el molde desde uno o más pasos de entrada compresibles que están situados por debajo de la película de vacío.
Antecedentes
Un método utilizado para producir laminados es la llamada técnica VARTM (Vacuum Assisted Resin Transfer Molding - moldeo por transferencia de resina asistido por vacío), en la que se utiliza una presión negativa para impregnar las diversas capas del laminado con resina. Las capas se tienden en una parte de molde abierta de un solo lado, por encima de la cual se distribuye una pluralidad de pasos de entrada desde los cuales se infunde o inyecta la resina. La disposición completa se cubre con una película de vacío y se aplica vacío en la cavidad del molde entre la película y la parte de molde. Después de un curado completo o parcial del laminado, la película y opcionalmente los pasos de entrada es/son retirados también, y el laminado puede ser expulsado del molde. El sistema con los pasos de entrada distribuidos por partes grandes de la superficie del laminado permite controlar el suministro de resina, con lo que la resina puede ser distribuida e inyectada de forma óptima con la consiguiente mejor y más rápida impregnación posible del laminado.
Sin embargo, un considerable inconveniente del sistema de pasos de entrada reside en que una cantidad de resina relativamente grande queda en los pasos después del proceso de inyección. Una opción es permitir que los pasos de entrada permanezcan en el laminado final y participen en el mismo; sin embargo, tal capa de contención de resina no contribuirá positivamente a las propiedades estructurales del laminado y da así como resultado un aumento innecesario en el peso del laminado. Como alternativa, los pasos de entrada pueden ser retirados junto con la película de vacío. Se desperdiciará entonces la resina contenida en los pasos, la cual puede estar presente en una cantidad bastante grande. Simultáneamente, pueden plantearse problemas cuando se arranquen los pasos de entrada, ya que algunas porciones de resina pueden permanecer en el laminado en forma de rebabas que han de ser eliminadas seguidamente.
Un método de vaciar los pasos de entrada de resina para evitar así desperdicios se describe en el documento WO 2004/000536, que se refiere a un tipo de perfiles de entrada que tiene partes móviles. El exterior de los perfiles como tal es fijo y no se cambia durante la fabricación del elemento de material compuesto, mientras que el interior consta de dos pasos separados con una sección de pared flexible entre ellos. La resina se desplaza en el un paso que tiene agujeros que conducen hacia abajo hasta las capas de fibras subyacentes, y este paso puede ser cerrado y abierto moviendo la pared móvil mediante una acción de aspirar vacío hacia adentro del paso superior. De este modo, los pasos de entrada pueden ser vaciados completamente de resina y se asegura igualmente que los pasos de resina puedan ser abiertos y cerrados independientemente de la presión de la película de vacío proveniente del exterior. Sin embargo, los perfiles de entrada tienen una geometría compleja cuyos costes de producción son incrementados también por las partes móviles. Asimismo, el método requiere que se mantenga un vacío en el un paso para sostener la inyección, lo que complica el proceso y aumenta su coste.
El documento DE 10105976 utiliza pasos de entrada elásticos que, después de una infusión acabada, se colapsan debido a la presión negativa reinante en la cavidad del molde y en una película de vacío muy elástica. Se evita así el problema de desperdicio de resina en los pasos de entrada después de la inyección. Sin embargo, se ha encontrado en la práctica que es extremadamente difícil con las bolsas de entrada compresibles iniciar el proceso inyectando resina, ya que la presión de la película de vacío hace difícil que se abra el paso de entrada. Además, una película de vacío con elasticidad suficiente no está comúnmente disponible en el mercado.
Objeto y descripción de la invención
El objeto de la invención consiste en proporcionar un método de inyectar resina en laminados, mediante el cual se eviten los problemas anteriores de desperdicio de resina. En otras partes del texto aparecerán objetos adicionales.
Así, la presente invención se refiere a un método de fabricar un laminado que comprende la generación de una presión negativa entre una parte de molde y una película de vacío, y el suministro de resina a las capas del laminado colocadas en el molde desde uno o más pasos de entrada compresibles situados por debajo de la película de vacío, en donde una etapa del método comprende formar un exceso de longitud en la película de vacío por encima de los pasos de entrada. Se obtiene así la ventaja de que se asegura que los pasos de entrada sean capaces de expandirse hasta un grado requerido durante el suministro de resina y con independencia de la capacidad de la película de vacío para deformarse elásticamente. Por tanto, no es necesaria una película de vacío elástica para hacer que la inyección de resina prosiga eficientemente. Además, el método implica que la inyección de resina puede iniciarse rápidamente, con lo que se logra, por un lado, que la inyección pueda llevarse a cabo más rápidamente y, por otro, que el proceso de impregnación de todas las áreas del laminado pueda ser controlado y verificado mejor. Asimismo, el uso de los pasos de entrada compresibles significa que se puede minimizar el desperdicio de resina, ya que éstos serán vaciados por la presión de la película de vacío después de la inyección. En vista del hecho de que los pasos son vaciados de resina, se reduce el problema de rebabas de resina remanentes en el laminado acabado. Se reduce así la necesidad de un tratamiento subsiguiente, significando ambas cosas que el tiempo de fabricación es considerablemente más corto y que se disminuyen los costes de producción. Además, el método puede llevarse a cabo con simples bolsas de entrada de un material elástico, por ejemplo una película de plástico que sea barata de fabricar.
Según una realización de la invención, el exceso de longitud por encima de un paso de entrada se forma al ser inflado el paso de entrada antes de que se genere una presión negativa entre la parte de molde fija y la película de vacío. Esto resulta ventajoso al ser un proceso sencillo y fácil que puede llevarse a cabo con el equipo de producción existente sin inversiones que añadan costes.
El método según la invención se refiere también a que el exceso de longitud por encima de un paso de entrada sea formado inflando otro paso situado a lo largo de dicho paso de entrada antes del establecimiento de la presión negativa. Es posible así utilizar dos sistemas separados, por un lado para inflar el un paso y, por otro, para el suministro de resina, el cual puede ser controlado también por separado e independientemente.
Además, la invención se refiere a un método de fabricar un laminado según lo anterior, que comprende, además, el vaciado completo o parcial de al menos un paso de entrada de resina por compresión de ese paso de entrada. Esto puede conseguirse permitiendo que la película de vacío comprima el paso de entrada como consecuencia de la presión y/o inflando otro paso situado a lo largo del paso de entrada. Las ventajas de esto son, como se ha descrito anteriormente, que se minimizan el desperdicio de resina y el riesgo de rebabas de resina en el laminado.
Breve descripción de los dibujos
En lo que sigue se describe la invención con referencia a las figuras, en las que:
La figura 1 muestra la fabricación de un laminado por un procedimiento VARTM;
La figura 2 es una vista en sección de un paso de entrada y una película de vacío tendida sobre un laminado antes del moldeo;
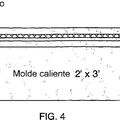
Las figuras 3 y 4 muestran un paso de entrada inflado antes de la aplicación de vacío y durante ésta;
La figura 5 muestra la tela de vacío con un exceso de longitud antes del comienzo de la inyección de resina;
La figura 6 muestra la misma sección durante la inyección de resina;
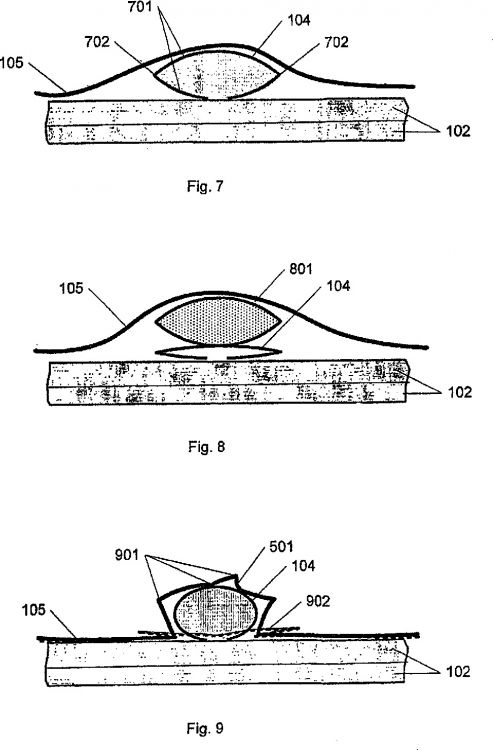
La figura 7 muestra otra realización del paso de entrada;
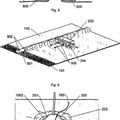
La figura 8 muestra un paso de aire situado a lo largo de un paso de entrada por debajo de la película de vacío; y
La figura 9 muestra...
Reivindicaciones:
1. Un método de fabricar un laminado (101) que comprende la generación de una presión negativa entre una parte de molde (103) y una película de vacío (105), y el suministro de resina a las capas (102) del laminado situadas en el molde desde uno o más pasos de entrada compresibles (104) situados por debajo de la película de vacío, caracterizado porque se forma un exceso de longitud en la película de vacío (103) por encima de los pasos de entrada (104).
2. Un método de fabricar un laminado según la reivindicación 1, caracterizado porque se forma el exceso de longitud por encima de un paso de entrada inflando este paso de entrada antes de que se genere una presión negativa entre la parte de molde y la película de vacío.
3. Un método de fabricar un laminado según una o más de las reivindicaciones 1 y 2, caracterizado porque se forma el exceso de longitud por encima del paso de entrada por inflado de otro paso situado a lo largo de dicho paso de entrada, antes de que se genere una presión negativa entre la parte de molde y la película de vacío.
4. Un método de fabricar un laminado según una o más de las reivindicaciones 1 a 3, caracterizado porque comprende, además, el vaciado completo o parcial de resina de al menos un paso de entrada por compresión de este paso de entrada.
5. Un método de fabricar un laminado según la reivindicación 4, caracterizado porque al menos un paso de entrada es vaciado completa o parcialmente de resina permitiendo que la película de vacío comprima dicho paso de entrada debido a la presión negativa.
6. Un método de fabricar un laminado según una o más de las reivindicaciones 4 y 5, caracterizado porque al menos un paso de entrada es vaciado completa o parcialmente de resina inflando otro paso situado a lo largo de dicho paso de entrada.
Patentes similares o relacionadas:
DISPOSITIVO DE IMPREGNACIÓN CIRCUNFERENCIAL CONTROLADO, del 16 de Diciembre de 2011, de EUROCOPTER DEUTSCHLAND GMBH: Dispositivo de moldeo por impregnación de al menos una capa de refuerzo que constituye una pieza que va a moldearse o al menos una capa de refuerzo que cubre una pieza, […]
MÉTODO DE FABRICACIÓN DE ÁLABES DE TURBINA EÓLICA QUE COMPRENDEN MATERIALES DE MATERIAL COMPUESTO, del 18 de Noviembre de 2011, de SIEMENS AKTIENGESELLSCHAFT: Método de fabricación de álabes de turbina eólica que comprenden materiales de material compuesto, que comprende las etapas de - seleccionar una […]
MÉTODO, APARATO Y SISTEMA PARA DETECTAR FUGAS EN UN PROCESO DE VARTM, del 7 de Julio de 2011, de LM GLASFIBER A/S: Un método para producir una estructura compuesta que comprende material reforzado con fibras mediante moldeo de transferencia de resina asistida […]
 PROCEDIMIENTO PARA FABRICAR UN MATERIAL COMPUESTO, del 25 de Mayo de 2011, de SIEMENS AKTIENGESELLSCHAFT: Procedimiento para fabricar un material compuesto que comprende las etapas de: - colocar al menos una estera de fibra sobre la superficie interna de un […]
PROCEDIMIENTO PARA FABRICAR UN MATERIAL COMPUESTO, del 25 de Mayo de 2011, de SIEMENS AKTIENGESELLSCHAFT: Procedimiento para fabricar un material compuesto que comprende las etapas de: - colocar al menos una estera de fibra sobre la superficie interna de un […]
 RECUBRIMIENTO EN MOLDE MEDIANTE UN PROCEDIMIENTO DE INFUSION DE MULTIPLES ETAPAS, del 25 de Agosto de 2010, de COOK COMPOSITES & POLYMERS COMPANY: Método de fabricación de un artículo compuesto recubierto, comprendiendo el método las etapas de proporcionar una abrazadera que comprende […]
RECUBRIMIENTO EN MOLDE MEDIANTE UN PROCEDIMIENTO DE INFUSION DE MULTIPLES ETAPAS, del 25 de Agosto de 2010, de COOK COMPOSITES & POLYMERS COMPANY: Método de fabricación de un artículo compuesto recubierto, comprendiendo el método las etapas de proporcionar una abrazadera que comprende […]
 METODO Y APARATO PARA PROPORCIONAR UN POLIMERO PARA USARSE EN UNA INFUSION A VACIO, del 20 de Agosto de 2010, de LM GLASFIBER A/S: Método para producir un miembro de pala de material compuesto de fibra por medio de una infusión en vacío, donde el material de fibra es […]
METODO Y APARATO PARA PROPORCIONAR UN POLIMERO PARA USARSE EN UNA INFUSION A VACIO, del 20 de Agosto de 2010, de LM GLASFIBER A/S: Método para producir un miembro de pala de material compuesto de fibra por medio de una infusión en vacío, donde el material de fibra es […]
 TEJIDO DE FIBRA DE CARBONO, MOLDEADO DE PLASTICO REFORZADO CON FIBRA OBTENIDO UTILIZANDO EL TEJIDO Y METODO DE PRODUCCION DEL MOLDEADO, del 26 de Mayo de 2010, de TORAY INDUSTRIES, INC.: SE DESCRIBE UNA TELA DE FIBRA DE CARBONO TEJIDA, CARACTERIZADA PORQUE SE DISPONEN MUCHOS HILADOS DE FIBRA DE CARBONO, QUE COMPRENDEN RESPECTIVAMENTE DE ENTRE 40.000 […]
TEJIDO DE FIBRA DE CARBONO, MOLDEADO DE PLASTICO REFORZADO CON FIBRA OBTENIDO UTILIZANDO EL TEJIDO Y METODO DE PRODUCCION DEL MOLDEADO, del 26 de Mayo de 2010, de TORAY INDUSTRIES, INC.: SE DESCRIBE UNA TELA DE FIBRA DE CARBONO TEJIDA, CARACTERIZADA PORQUE SE DISPONEN MUCHOS HILADOS DE FIBRA DE CARBONO, QUE COMPRENDEN RESPECTIVAMENTE DE ENTRE 40.000 […]
 PASOS DE INYECCION MOVILES DURANTE LA FABRICACION DE LAMINADOS, del 22 de Febrero de 2010, de LM GLASFIBER A/S: Una unidad de succión móvil para formar un área de inyección de resina durante la fabricación de laminados , cuya unidad está destinada a disponerse encima […]
PASOS DE INYECCION MOVILES DURANTE LA FABRICACION DE LAMINADOS, del 22 de Febrero de 2010, de LM GLASFIBER A/S: Una unidad de succión móvil para formar un área de inyección de resina durante la fabricación de laminados , cuya unidad está destinada a disponerse encima […]