MÁQUINA RECTIFICADORA.
Máquina rectificadora con una bancada de máquina (10), con un carro Y (16) trasladable linealmente en la bancada (10) de la máquina según solamente un eje Y,
con un husillo portaherramientas (20) que está montado en el carro Y (16) en forma giratoria alrededor de un eje X perpendicular al eje Y y que es accionable a rotación, con un carro X (26) trasladable linealmente según el eje X en la bancada (10) de la máquina, con un carro Z (32), trasladable linealmente en el carro X (26) según un eje Z perpendicular al eje X y al eje Y, con un mecanismo (36) de sujeción de piezas de trabajo que está dispuesto en el carro Z (32) en forma basculable alrededor de un eje B paralelo al eje Y y que puede ser hecho girar alrededor de su eje A perpendicular al eje B, y con un almacén de herramientas (46) que recibe herramientas (22) con eje paralelo al eje X, caracterizada porque el almacén de herramientas (46) está dispuesto en el carro X (26) en posición distanciada del carro Z (32) según la dirección Y y porque, para realizar un cambio de herramienta, el carro Y (16) puede ser trasladado hasta una posición de cambio en la que el husillo portaherramientas (20) está alineado en el eje X con un alojamiento de herramientas (52) del almacén de herramientas (46)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08013928.
Solicitante: HAAS SCHLEIFMASCHINEN GMBH.
Nacionalidad solicitante: Alemania.
Dirección: IM SANDBRUCH 1 78647 TROSSINGEN ALEMANIA.
Inventor/es: BRAUN,HANS-DIETER.
Fecha de Publicación: .
Fecha Solicitud PCT: 4 de Agosto de 2008.
Clasificación PCT:
- B23Q1/48 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR. › B23Q 1/00 Elementos componentes de la estructura general de un tipo de máquina, y más especialmente los elementos fijos más grandes (B23Q 37/00 tiene prioridad). › con pares de translación y pares de rotación (B23Q 1/46 tiene prioridad).
- B23Q1/62 B23Q 1/00 […] › con ejes perpendiculares, p.ej. carros con movimiento transversal.
- B23Q3/157 B23Q […] › B23Q 3/00 Dispositivos que permiten mantener, soportar o posicionar las piezas o las herramientas, pudiendo normalmente ser desmontados estos dispositivos de la máquina (mesas de trabajo u otras piezas, p. ej. platos, que no incorporan de forma habitual los medios para sujetar la pieza B23Q 1/00; control automático de la posición B23Q 15/00; cabezas portaherramientas rotativas para máquinas de tornear B23B 3/24, B23B 3/26; porta-herramientas sin accionamiento B23B 29/00; características generales de las torretas B23B 29/24; herramientas o útiles de banco para fijar, unir, desenganchar o mantener B25B). › las herramientas rotativas.
- B23Q7/04 B23Q […] › B23Q 7/00 Dispositivos para la manipulación de piezas, especialmente combinados a las máquinas-herramientas o dispuestos en estas máquinas o especialmente concebidos para ser utilizados en relación con estas máquinas, p. ej. para el transporte, la carga, la colocación, la descarga, la selección (incorporados a los husillos de trabajo B23B 13/00, B23B 19/02; para tornos automáticos o semiautomáticos B23B 15/00). › por medio de pinzas.
- B24B3/34 B […] › B24 TRABAJO CON MUELA; PULIDO. › B24B MAQUINAS, DISPOSITIVOS O PROCEDIMIENTOS PARA TRABAJAR CON MUELA O PARA PULIR (por electroerosión B23H; tratamiento por chorro abrasivo B24C; grabado o pulido electrolítico C25F 3/00 ); REAVIVACION O ACONDICIONAMIENTO DE SUPERFICIES ABRASIVAS; ALIMENTACION DE MAQUINAS CON MATERIALES DE RECTIFICAR, PULIR O ALISAR. › B24B 3/00 Afilado de aristas cortantes, p. ej. de las herramientas; Accesorios a este efecto, p. ej. portaherramientas (dispositivos no abrasivos para el afilado de hoces, guadañas o instrumentos similares A01D 3/00; dispositivos de afilado en cuanto partes constitutivas de máquinas dotadas de herramientas de corte, ver las clases correspondientes a tales máquinas, p. ej. A01D 75/08, B26D 7/12). › de las herramientas o piezas incorporadas de los tornos o cepilladoras, p. ej. de las herramientas para tallar engranajes (B24B 3/36 tiene prioridad).
- B24B41/06 B24B […] › B24B 41/00 Elementos constitutivos de maquinas o dispositivos abrasivos tales como bastidores, bancos, cabezales, carros. › Soportes de piezas, p. ej. lunetas regulables (B24B 37/27 tiene prioridad).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2365273_T3.pdf
Fragmento de la descripción:
La invención concierne a una máquina rectificadora.
En máquinas rectificadoras automáticamente controladas es necesario posicionar la pieza de trabajo a mecanizar y la herramienta de mecanización rectificadora una con respecto a otra en los tres ejes X, Y y Z del espacio. Asimismo, son necesarios ejes de rotación para alinear la pieza de trabajo y la herramienta una respecto de otra en ángulo de giro y en ángulo de inclinación del eje de conformación con las superficies que se deben mecanizar. En centros de mecanización es conocido a este respecto (documentos DE 102 49 473 A1, EP 1 747 845 A1) el recurso de emplear también ejes principales lineales para cargar piezas de trabajo desde un equipo de transporte según el llamado principio pickup (recogida y reparto) o para cambiar herramientas provenientes de un almacén. Los ejes programables para la mecanización y el cambio de piezas de trabajo o de herramientas están distribuidos así sobre el mecanismo de sujeción de piezas de trabajo y el husillo portaherramientas.
Se conoce por el documento US 4 809 422 A una máquina herramienta que está concebida como un centro de mecanización y presenta un concepto de máquina con las características del preámbulo de la reivindicación 1. El husillo portaherramientas está dispuesto con eje horizontal y es trasladable en un eje vertical lineal. El mecanismo de sujeción de piezas de trabajo es trasladable en dos ejes horizontales perpendiculares uno a otro, es basculable alrededor de un eje vertical y es giratorio alrededor de su eje. En el bastidor estacionario de la máquina está dispuesto un almacén de herramientas que recibe las herramientas en una disposición tal que el eje de las herramientas discurre en el almacén en dirección paralela al eje del husillo portaherramientas. Para realizar un cambio de herramienta se desplaza el husillo portaherramientas en su eje de traslación lineal hacia el almacén de herramientas. Es necesario un cambiador de herramientas adicional para cambiar las herramientas entre el almacén de herramientas y el husillo portaherramientas. Asimismo, se puede aplicar un almacén de herramientas a la bancada de la máquina. Por medio de un complicado mecanismo de manipulación se pueden cambiar piezas de trabajo entre el mecanismo de sujeción de piezas de trabajo y el almacén de piezas de trabajo.
La invención se basa en el problema de proporcionar una máquina rectificadora que, junto con una constitución compacta economizadora de espacio y un control sencillo, haga posible un cambio de herramientas sin medios auxiliares controlables adicionales.
Este problema se resuelve según la invención por medio de una máquina rectificadora con las características de la reivindicación 1.
En las reivindicaciones subordinadas se indican realizaciones ventajosas de la invención.
Según la invenció, el husillo portaherramientas se puede trasladar solamente en el eje lineal Y, permaneciendo el eje del husillo portaherramientas alineado en el eje X. Los ejes principales lineales X y Z, así como los ejes de rotación A y B están tendidos en el mecanismo de sujeción de piezas de trabajo. De manera sencilla, el movimiento del husillo portaherramientas en el eje Y puede utilizarse para trasladar el husillo portaherramientas a un almacén de herramientas para realizar un cambio de herramienta y/o trasladarlo también a un husillo de repasado para repasar una muela abrasiva sujeta en el husillo portaherramientas. La mecanización de rectificado, el repasado y el almacén de herramientas pueden disponerse aquí en forma muy compacta y con ahorro de espacio, resultando, no obstante, una delimitación espacial de estas zonas, de modo que tales zonas no se superponen y queda garantizada una medida máxima de seguridad contra colisiones. Además, el movimiento del mecanismo de sujeción de piezas de trabajo pueden emplearse para cambiar piezas de trabajo según el principio de recogida y reparto desde un almacén de piezas de trabajo. El movimiento del mecanismo de sujeción de piezas de trabajo en dos ejes lineales y dos ejes de rotación conduce aquí a una alta flexibilidad en la configuración de los almacenes de piezas de trabajo y en la disposición de las piezas de trabajo en el almacén.
El husillo portaherramientas está montado, con su eje orientado en la dirección X, en un carro portaherramientas Y que se puede trasladar en la bancada de la máquina según el eje Y. Un carro X trasladable linealmente en la bancada de la máquina según el eje X lleva un carro Z trasladable linealmente según el eje Z, el cual lleva el mecanismo de sujeción de piezas de trabajo. El mecanismo de sujeción de piezas de trabajo está montado aquí, de manera giratoria alrededor de su eje como eje A, en un aparato divisor que está dispuesto en el carro Z en forma giratoria alrededor de un eje redondo como eje B, de modo que el eje A del mecanismo de sujeción de piezas de trabajo puede ser basculado en su posición espacial.
El almacén de herramientas está dispuesto en el carro X. En este caso, el almacén de herramientas presenta al menos un alojamiento de herramientas que está dispuesto de modo que solamente por traslación del carro Y el husillo portaherramientas puede ser orientado de manera que quede axialmente alineado con el alojamiento de herramientas. Por traslación del almacén de herramientas según el eje X la herramienta puede ser entonces extraída del husillo portaherramientas o insertada en éste. Por tanto, para realizar el cambio de herramienta no son necesarios ejes auxiliares controlables adicionales. Si el almacén de herramientas presenta varios alojamientos de herramientas, éstos pueden ser llevados entonces a la posición de cambio por un simple movimiento del almacén de herramientas en el carro X.
El almacén de piezas de trabajo puede disponerse en la bancada de la máquina de modo que el mecanismo de sujeción de piezas de trabajo pueda acoplarse directamente con las piezas de trabajo dispuestas en el almacén de piezas de trabajo. A este fin, se bascula el mecanismo de sujeción de piezas de trabajo por medio del eje B de modo que éste quede orientado hacia el almacén de piezas de trabajo de conformidad con la disposición de las piezas de trabajo. Trasladando el mecanismo de sujeción de piezas de trabajo por medio del carro Z y eventualmente del carro X se puede realizar entonces el cambio de las piezas de trabajo entre el mecanismo de sujeción de piezas de trabajo y el almacén de piezas de trabajo.
Un husillo de repasado está montado en el carro Z para realizar un repasado de las muelas abrasivas sujetas en el husillo portaherramientas. El eje del husillo de repasado está orientado aquí paralelamente a la dirección del husillo portaherramientas en la dirección X. El husillo portaherramientas con la herramienta rectificadora sujeta es movido según el eje Y hacia la posición Y del husillo de repasado. En esta posición de repasado se efectúa el repasado de la herramienta rectificadora por movimiento del husillo de repasado según los ejes X y Z. Por tanto, no es tampoco necesario un eje auxiliar adicional para el repasado de las herramientas rectificadoras.
En lo que sigue se explica la invención con más detalle ayudándose de un ejemplo de realización representado en el dibujo. Muestran:
La figura 1, una vista de la máquina rectificadora desde la izquierda y por delante en la posición de rectificado,
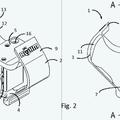
La figura 2, una vista de la máquina rectificadora desde la derecha y por delante en la posición de rectificado,
La figura 3, una vista de la máquina rectificadora desde la izquierda y por delante en la posición de repasado,
La figura 4, una vista de la máquina rectificadora desde la izquierda y por delante en la posición de cambio de herramienta,
Las figuras 5 y 6, en vista fragmentaria, la extracción de una placa de corte desde un almacén de piezas de trabajo,
La figura 7, la extracción de una broca desde un almacén de piezas de trabajo y
La figura 8, la extracción de un portapiezas de trabajo desde un almacén de piezas de trabajo.
La máquina rectificadora mostrada como ejemplo de realización en el dibujo presenta una bancada de máquina horizontal 10 en cuyo extremo trasero alejado del lado delantero del usuario está conformado un bastidor de máquina vertical 12 de forma de pórtico. Se ha suprimido en el dibujo una cabina de confinamiento de la máquina rectificadora a fin de hacer visible la constitución interior de dicha máquina rectificadora.
Reivindicaciones:
1. Máquina rectificadora con una bancada de máquina (10), con un carro Y (16) trasladable linealmente en la bancada (10) de la máquina según solamente un eje Y, con un husillo portaherramientas (20) que está montado en el carro Y (16) en forma giratoria alrededor de un eje X perpendicular al eje Y y que es accionable a rotación, con un carro X (26) trasladable linealmente según el eje X en la bancada (10) de la máquina, con un carro Z (32), trasladable linealmente en el carro X (26) según un eje Z perpendicular al eje X y al eje Y, con un mecanismo (36) de sujeción de piezas de trabajo que está dispuesto en el carro Z (32) en forma basculable alrededor de un eje B paralelo al eje Y y que puede ser hecho girar alrededor de su eje A perpendicular al eje B, y con un almacén de herramientas (46) que recibe herramientas (22) con eje paralelo al eje X, caracterizada porque el almacén de herramientas (46) está dispuesto en el carro X (26) en posición distanciada del carro Z (32) según la dirección Y y porque, para realizar un cambio de herramienta, el carro Y (16) puede ser trasladado hasta una posición de cambio en la que el husillo portaherramientas (20) está alineado en el eje X con un alojamiento de herramientas (52) del almacén de herramientas (46).
2. Máquina rectificadora según la reivindicación 1, caracterizada porque el eje Y discurre horizontalmente desde el 15 lado delantero del usuario de la máquina rectificadora hacia atrás.
3. Máquina rectificadora según la reivindicación 1, caracterizada porque el almacén de herramientas (46) presenta al menos un soporte de herramientas (52) que se encuentra en la dirección Z a la misma altura que el husillo portaherramientas (20), porque el husillo portaherramientas (20) con una herramienta (22) sujeta en el husillo portaherramientas (20) puede ser retraído, según el eje Y, hacia dentro del soporte de herramientas (52) y extendido hacia fuera del soporte de herramientas (52), y porque una herramienta (22) alojada en el soporte de herramientas
(52) puede ser extraída del husillo portaherramientas (20) e insertada en este husillo portaherramientas (20) por traslación del almacén de herramientas (46) según el eje X.
4. Máquina rectificadora según la reivindicación 3, caracterizada porque el almacén de herramientas (46) presenta
varios soportes de herramienta (52) que pueden ser llevados discrecionalmente a la posición de cambio, en la que 25 éstos se encuentran a la misma altura que el husillo portaherramientas (20).
5. Máquina rectificadora según la reivindicación 4, caracterizada porque el almacén de herramientas (46) presenta una rueda almacén (50) que está montada en el carro X (26) en forma giratoria alrededor de un árbol (48) paralelo al eje X y que presenta los soportes de herramientas (52) en el perímetro de la misma.
6. Máquina rectificadora según cualquiera de las reivindicaciones anteriores, caracterizada porque en la bancada
(10) de la máquina se puede instalar un almacén de piezas de trabajo (56, 66) y porque, para realizar un cambio de pieza de trabajo, el mecanismo (36) de sujeción de piezas de trabajo es alineado con respecto al almacén de piezas de trabajo (56, 66) por giro alrededor del eje B y puede ser movido con respecto al almacén de piezas de trabajo (56, 66) por medio del carro Z (32) y eventualmente del carro X 26.
7. Máquina rectificadora según la reivindicación 6, caracterizada porque el almacén de piezas de trabajo (66) recibe piezas de trabajo (54) con eje paralelo al eje Z y el mecanismo (36) de sujeción de piezas de trabajo está orientado en la dirección Z para realizar el cambio de herramientas.
8. Máquina rectificadora según la reivindicación 7, caracterizada porque el almacén de piezas de trabajo presenta una rueda almacén (66) que es giratoria alrededor de un eje paralelo al eje Z y que recibe las piezas de trabajo (54) con eje paralelo al eje Z, y porque una respectiva pieza de trabajo (54) a cambiar puede ser llevada por giro de la rueda almacén (66) a una posición de cambio alineada con el mecanismo (36) de sujeción de piezas de trabajo.
9. Máquina rectificadora según la reivindicación 8, caracterizada porque la rueda almacén (66) presenta en su perímetro unos soportes de piezas de trabajo (68) para piezas de trabajo (54) o portapiezas de trabajo (70) y porque el mecanismo (36) de sujeción de piezas de trabajo puede, por traslación del carro X (26), introducir las piezas de trabajo (54) o los portapiezas de trabajo (70) en los soportes de piezas de trabajo (68) y puede también sacarlos de
45 éstos.
10. Máquina rectificadora según la reivindicación 6, caracterizada porque el almacén de piezas de trabajo (56) recibe piezas de trabajo (54) en una disposición en matriz, porque el almacén de piezas de trabajo (56) es trasladable según el eje Y y porque el mecanismo (36) de sujeción de piezas de trabajo puede ser posicionado en un respectivo lugar seleccionado del almacén por traslación del mecanismo (36) de sujeción de piezas de trabajo según el eje X y traslación del almacén de piezas de trabajo (56) según el eje Y.
11. Máquina rectificadora según la reivindicación 10, caracterizada porque el almacén (56) de piezas de trabajo puede acoplarse con el carro Y (16) para trasladarse según el eje Y.
12. Máquina rectificadora según la reivindicación 10 u 11, caracterizada porque las piezas de trabajo (54) son placas de corte que están alojadas en posición oblicua dentro del almacén de piezas de trabajo (56, 60), y porque,
para realizar el cambio de piezas de trabajo, el mecanismo (36) de sujeción de piezas de trabajo es orientado alrededor de su eje B en una dirección perpendicular al plano de las placas de corte.
13. Máquina rectificadora según cualquiera de las reivindicaciones anteriores, caracterizada porque en el carro Z
(32) está dispuesto a distancia del mecanismo (36) de sujeción de piezas de trabajo un husillo de repasado (40) que es accionable a rotación alrededor de su eje situado en la dirección X, y porque, para repasar una herramienta rectificadora (22) sujeta en el husillo portaherramientas (20), se traslada el carro Y (16) hasta una posición de repasado y en esta posición de repasado se realiza el repasado por movimiento del husillo de repasado (40) según el eje X por medio del carro X (26) y según el eje Z por medio del carro Z (32).
14. Máquina rectificadora según la reivindicación 13, caracterizada porque el husillo de rectificado está dispuesto en 10 el carro Z según la dirección Z por encima y a distancia del mecanismo de sujeción de piezas de trabajo.
15. Máquina rectificadora según cualquiera de las reivindicaciones 1, 2, 6 y 13, caracterizada porque el mecanismo
(36) de sujeción de piezas de trabajo, el husillo de repasado (40) y el almacén de herramientas (56, 66) están dispuestos a distancia uno de otro según la dirección Y.
16. Máquina rectificadora según cualquiera de las reivindicaciones anteriores, caracterizada porque la bancada (10) de la máquina está dispuesta horizontalmente, porque el carro Y (16) y el carro X (26) son trasladables horizontalmente sobre la bancada (10) de la máquina y porque el carro Z (32) es trasladable verticalmente desde arriba hacia el husillo portaherramientas (20).
Patentes similares o relacionadas:
Máquina de mecanizado con dispositivo de carga de piezas de trabajo, del 10 de Junio de 2020, de GEBR. HELLER MASCHINENFABRIK GMBH: Máquina de mecanizado : con un grupo de husillos posicionables giratoriamente o accionables de forma giratoria alrededor de ejes (26, 27, […]
Máquina herramienta, en particular máquina fresadora de husillos múltiples, del 6 de Mayo de 2020, de DECKEL MAHO PFRONTEN GMBH: Máquina herramienta con: - un bastidor de máquina ; - una instalación de fijación de la pieza de trabajo para el empotramiento de una […]
Procedimiento para la preparación de piezas de trabajo y máquina herramienta para la realización del procedimiento, del 22 de Enero de 2020, de STAMA MASCHINENFABRIK GMBH: Procedimiento para la mecanización de piezas de trabajo en una máquina herramienta con un husillo de trabajo desplazable con relación a un dispositivo […]
Dispositivo de procesamiento con una mesa de piezas de trabajo, del 6 de Noviembre de 2019, de HOMAG GmbH: Dispositivo de procesamiento , en particular para el procesamiento de piezas de trabajo de madera, de materiales de trabajo derivados de la madera, de […]
Dispositivo de mecanizado para piezas de trabajo y procedimiento para el mismo, del 4 de Septiembre de 2019, de HOMAG GmbH: Dispositivo de mecanizado para piezas de trabajo, en particular de madera, plástico o similar, con una primera mesa de piezas de trabajo que puede […]
Procedimiento para mecanizar piezas de trabajo en una máquina herramienta así como máquina herramienta para ello, del 21 de Agosto de 2019, de Ezu-Metallwaren GmbH & Co. KG: Procedimiento para el mecanizado, preferiblemente con arranque de virutas, de piezas de trabajo en una máquina herramienta con un husillo […]
 Pinza y procedimiento para fabricar una pinza, del 30 de Mayo de 2019, de ROHM GMBH: Pinza con dos flancos laterales , que están unidos entre sí directa o indirectamente en un extremo y entre ellos se extiende un espacio que incluye un medio […]
Pinza y procedimiento para fabricar una pinza, del 30 de Mayo de 2019, de ROHM GMBH: Pinza con dos flancos laterales , que están unidos entre sí directa o indirectamente en un extremo y entre ellos se extiende un espacio que incluye un medio […]
BRIDA DE SUJECIÓN NEUMÁTICA PARA UTILLAJES, del 17 de Mayo de 2019, de SARABIA TRILLA, Miquel: 1. Brida de sujeción neumática mejorada para sujetar mediante un pisador con una cierta presión/esfuerzo a una chapa o similar, siendo susceptible la brida de sujeción […]