PROCEDIMIENTO Y DISPOSITIVO PARA REALIZAR UNION SOLDADURA ENTRE SUPERFICIES DE DOS PIEZAS TRABAJO PLANAS CON RECORRIDO COMPLETO DE ZONA DE CONTACTO DE PIEZA TRABAJO FRICCION Y REMOCION GIRATORIA EN SUPERFICIE DE LA SEGUNDA PIEZA DE TRABAJO ALEJADA DE LA PRIMERA PIEZA DE TRABAJO.
Procedimiento para realizar una unión de soldadura lineal entre una primera pieza de trabajo (10) y una segunda pieza de trabajo (11),
que comprende los pasos siguientes:
habilitación de una primera pieza de trabajo (10) y una segunda pieza de trabajo (11),
disposición de la segunda pieza de trabajo (11) sobre una superficie de la primera pieza de trabajo (10) y
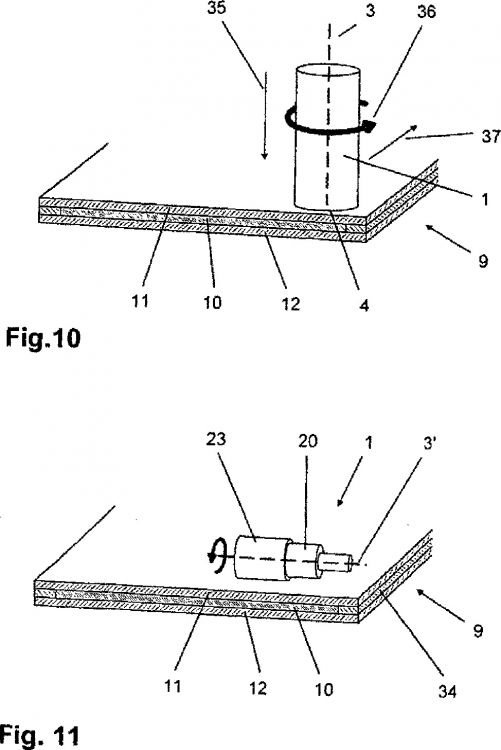
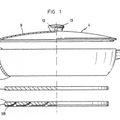
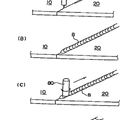
asentamiento de una herramienta de fricción (1) con su superficie de fricción (4) sobre la superficie de la segunda pieza de trabajo (11) que queda alejada de la primera pieza de trabajo (10),
rotación de la herramienta de fricción (1) de modo que se forme una unión de soldadura entre la primera pieza de trabajo (10) y la segunda pieza de trabajo (11), frotando la superficie de fricción (4) contra la superficie de la segunda pieza de trabajo (11) que queda alejada de la primera pieza de trabajo (10), moviéndose la herramienta de fricción (1) durante su rotación a lo largo de la superficie de la segunda pieza de trabajo (11) que queda alejada de la primera pieza de trabajo (10) y girando la herramienta de fricción (1) alrededor de un eje (3) perpendicular a la superficie de la segunda pieza de trabajo (11) que queda alejada de la primera pieza de trabajo (10), caracterizado porque la zona de contacto entre la superficie de fricción (4) y la segunda pieza de trabajo (11) discurre completamente en la superficie de la segunda pieza de trabajo (11) que queda alejada de la primera pieza de trabajo (10), y porque la rotación de la herramienta de fricción (1) por la acción de medios dispuestos en la superficie de fricción (4) produce un transporte de material desde el borde de la herramienta de fricción (1) hacia el eje de rotación (3)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06020028.
Solicitante: GKSS-FORSCHUNGSZENTRUM GEESTHACHT GMBH.
Nacionalidad solicitante: Alemania.
Dirección: MAX-PLANCK-STRASSE 1,21502 GEESTHACHT.
Inventor/es: DOS SANTOS,JORGE F, ROOS,ARNE.
Fecha de Publicación: .
Fecha Solicitud PCT: 25 de Septiembre de 2006.
Fecha Concesión Europea: 2 de Junio de 2010.
Clasificación Internacional de Patentes:
- B23K20/12E
- B23K20/12E6D
- B23K20/12E6F
- B23K20/12E8
Clasificación PCT:
- B23K101/18 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 101/00 Objetos fabricados por soldadura sin fusión, soldadura o corte. › Paneles de chapa.
- B23K103/18 B23K […] › B23K 103/00 Materiales a soldar sin fusión, a soldar o a cortar. › Materiales que contienen distintas sustancias.
- B23K20/12 B23K […] › B23K 20/00 Soldadura no eléctrica por percusión u otra forma de presión, con o sin calentamiento, p. ej. revestimiento o chapeado. › siendo producido el calor por fricción; Soldadura por fricción.
- B29C65/02 B […] › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto. › por calor, con o sin presión.
- B29C65/06 B29C 65/00 […] › utilizando fricción, p. ej. soldadura por rotación.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Procedimiento y dispositivo para realizar una unión de soldadura entre las superficies de dos piezas de trabajo planas con recorrido completo de la zona de contacto de la pieza de trabajo de fricción y remoción giratoria en la superficie de la segunda pieza de trabajo alejada de la primera pieza de trabajo.
La presente invención concierne a un procedimiento para realizar una unión de soldadura lineal entre una primera pieza de trabajo y una segunda pieza de trabajo según el preámbulo de la reivindicación 1 (véase, por ejemplo, el documento WO 2004/110692).
La soldadura de piezas de trabajo planas que se aplican una a otra con sus superficies de modo que se forme un llamado empalme paralelo entre las piezas de trabajo que se deben soldar, es decir que estas piezas de trabajo se solapen al menos parcialmente, se ha manifestado frecuentemente como problemática. Debido a la aportación de energía relativamente alta que se presenta en procedimientos de soldadura convencionales, se pueden producir variaciones de la estructura de las piezas planas, especialmente en la zona de la costura de soldadura, influyendo negativamente estas variaciones de la estructura en las propiedades del material. Además, existe el riesgo de que se produzca una dilatación irregular de las piezas de trabajo, condicionada por el calor, de modo que éstas ya no se apliquen de plano una a otra en las zonas situadas por fuera de la costura de soldadura. Estos dos problemas son de importancia especialmente cuando dos piezas de trabajo planas no solo deben unirse una con otra en tramos individuales, sino que son necesarias también costuras de soldadura lineales que se extiendan a lo largo de las superficies aplicadas una a otra.
Para evitar el problema de las altas aportaciones puntiformes de energía a las piezas de trabajo planas se ha desarrollado la llamada soldadura por difusión. En el proceso de la soldadura por difusión se unen una con otra dos piezas de trabajo calentando estas piezas de trabajo al menos en la zona en que se deberá formar una unión y ejerciendo al mismo tiempo una presión sobre las piezas de trabajo en dirección perpendicular a la superficie de unión. Como consecuencia de la presión y de la temperatura elevada se inician procesos de difusión, a consecuencia de los cuales las piezas de trabajo aplicadas una a otra establecen una sólida unión.
Se conocen ya por el documento WO 99/12694 un procedimiento y un dispositivo de soldadura por difusión, en los que las piezas de trabajo a soldar se presionan una contra otra y se calienta la zona de la costura de soldadura por vía inductiva o por medio de otra fuente de calor para inducir la difusión entre las piezas de trabajo. Mientras se presionan las piezas de trabajo una contra otra, éstas pueden ser movidas también una con relación a otra a lo largo del plano de unión, con lo que se presenta rozamiento entre las piezas de trabajo. Se retiran así por efecto del rozamiento los óxidos que se hayan formados en las superficies de unión. No se efectúa una aportación apreciable de energía calorífica por efecto del movimiento relativo.
Sin embargo, en la soldadura por difusión es desventajoso el hecho de que aquí es necesario también calentar las piezas de trabajo a soldar, aun cuando sea en menor medida, lo que, en el caso de aleaciones con bajas de temperatura de transformación, puede seguir conduciendo a que se produzcan variaciones de la estructura en las piezas de trabajo completas y, ligado a esto, una variación de las propiedades del material.
A diferencia de la soldadura por fusión, la soldadura por fricción y remoción ha demostrado ser un procedimiento en el que la energía calorífica aportada en todo el volumen de las piezas de trabajo es relativamente pequeña. Así, se conoce, por el ejemplo por el documento WO 93/10935, el recurso de unir dos piezas de trabajo a lo largo de un empalme a tope moviendo una clavija rotativa a lo largo de la superficie de unión entre las piezas de trabajo, con lo que se produce una plastificación del material de las piezas de trabajo en la zona próxima a la superficie de unión. Después de la solidificación subsiguiente de la zona plastificada se ha formado una unión mediada por material.
Se conoce adicionalmente por el documento WO 01/36144 el recurso de que, para unir dos piezas de trabajo planas que se aplican una a otra a lo largo de sus superficies, se haga que descienda una espiga rotativa primero hasta la primera pieza de trabajo y seguidamente hasta la segunda pieza de trabajo subyacente, siendo recogido el material entonces plastificado e introducido más tarde a presión en el agujero que queda después de la extracción de la espiga. De esta manera, se puede establecer también por medio de la soldadura de fricción y remoción una unión de empalme paralelo entre dos piezas de trabajo planas. Sin embargo, en este procedimiento es desventajoso el hecho de que solo pueden establecerse uniones puntiformes y, además, es necesario que la espiga penetre en ambas piezas de trabajo, con lo que se produce en la zona de unión un entremezclado de los materiales de las piezas de trabajo. Esto es poco deseable especialmente cuando se deben unir una con otra piezas de trabajo de material diferente, debiendo conservarse sustancialmente la separación de los materiales.
El documento US 3 831 262 A revela el recurso de establecer uniones lineales exentas de costura de soldadura por medio de una herramienta de fricción cuyo eje de rotación discurre paralelamente al plano de unión. Dos piezas metálicas a unir una con otra se mantienen aquí en contacto entre ellas a una presión suficientemente alta en la zona en la que deben ser unidas. La unión de las piezas metálicas se produce por medio de un tratamiento de fricción que comprende un movimiento relativo entre una herramienta de fricción y la superficie de una pieza que se debe unir. La herramienta de fricción es aquí un disco rápidamente rotativo que gira alrededor de un eje que discurre paralelamente al plano de la superficie límite entre las piezas metálicas.
En el documento DE 197 31 638 A1 se describe un procedimiento de soldadura por fricción y remoción para realizar uniones puntiformes. En este caso, el perno penetra en el material superior de un compañero de fricción, una segunda pieza de trabajo, de modo que la zona de contacto entre la superficie de fricción y la segunda pieza de trabajo discurra en el interior de la segunda pieza de trabajo.
El documento WO 98/45080 A concierne a un procedimiento y a un dispositivo para soldadura por fricción y remoción, en donde se emplea una espiga rotativa para ensamblar dos piezas de trabajo yuxtapuestas.
En el documento JP 2003 326371 A se revela un procedimiento de soldadura por fricción y remoción en el que una espiga penetra en la zona de ensamble de dos piezas de trabajo yuxtapuestas.
El documento DE 197 46 812 A1 revela un procedimiento para establecer una unión de soldadura lineal en el que un cuerpo de fricción es conducido a lo largo de las capas de dos o más piezas de trabajo superpuestas de modo que dicho cuerpo atraviese las capas. Se produce así, al igual que ocurre también en los documentos WO 98/45080 A y JP 2003 326371 A, un entremezclado de los materiales de las piezas de trabajo.
El documento JP 10 225781 A revela un procedimiento de soldadura por fricción y remoción en el que se introduce una espiga en una costura de ensamble. También aquí se produce un entremezclado de los materiales de las piezas de trabajo.
El problema de una aportación de calor lo más baja posible, ligada a una separación lo más limpia posible de materiales diferentes, se presenta especialmente en la fabricación de los llamados elementos combustibles nucleares en emparedado de Al-U/Mo-Al. Estos elementos combustibles de reactor previstos para su empleo en reactores nucleares comprenden dos chapas de cubierta de aluminio entre las cuales se encuentra una chapa de uranio-molibdeno.
Para garantizar, por un lado, que el material de uranio fisible esté confinado con seguridad y, por otro lado, no se encuentren en el elemento combustible oclusiones de gas que puedan dilatarse al calentarse, es necesario unir las chapas individuales una con otra. Para eliminar con seguridad el problema de las oclusiones de gas es especialmente necesario prever no solo uniones puntiformes, sino uniones que discurran linealmente en forma de meandros por toda la superficie de los elementos combustibles. Para que, además, quede unívocamente fijada la distribución de energía de los neutrones que salen del elemento combustible no se deberá producir un...
Reivindicaciones:
1. Procedimiento para realizar una unión de soldadura lineal entre una primera pieza de trabajo (10) y una segunda pieza de trabajo (11), que comprende los pasos siguientes:
habilitación de una primera pieza de trabajo (10) y una segunda pieza de trabajo (11),
disposición de la segunda pieza de trabajo (11) sobre una superficie de la primera pieza de trabajo (10) y
asentamiento de una herramienta de fricción (1) con su superficie de fricción (4) sobre la superficie de la segunda pieza de trabajo (11) que queda alejada de la primera pieza de trabajo (10),
rotación de la herramienta de fricción (1) de modo que se forme una unión de soldadura entre la primera pieza de trabajo (10) y la segunda pieza de trabajo (11), frotando la superficie de fricción (4) contra la superficie de la segunda pieza de trabajo (11) que queda alejada de la primera pieza de trabajo (10), moviéndose la herramienta de fricción (1) durante su rotación a lo largo de la superficie de la segunda pieza de trabajo (11) que queda alejada de la primera pieza de trabajo (10) y girando la herramienta de fricción (1) alrededor de un eje (3) perpendicular a la superficie de la segunda pieza de trabajo (11) que queda alejada de la primera pieza de trabajo (10), caracterizado porque la zona de contacto entre la superficie de fricción (4) y la segunda pieza de trabajo (11) discurre completamente en la superficie de la segunda pieza de trabajo (11) que queda alejada de la primera pieza de trabajo (10), y porque la rotación de la herramienta de fricción (1) por la acción de medios dispuestos en la superficie de fricción (4) produce un transporte de material desde el borde de la herramienta de fricción (1) hacia el eje de rotación (3).
2. Procedimiento según la reivindicación 1, en el que, al girar la herramienta de fricción (1), esta herramienta de fricción (1) es presionada con una presión predeterminada contra la superficie de la segunda pieza de trabajo (11).
3. Procedimiento según la reivindicación 1, en el que la segunda pieza de trabajo (11), visto en la dirección de movimiento de la herramienta de fricción (1), es presionada por delante de ésta en dirección a la segunda pieza de trabajo (10).
4. Procedimiento según cualquiera de las reivindicaciones 1 a 3, en el que se calienta la primera pieza de trabajo (10).
5. Procedimiento según la reivindicación 4, en el que la primera pieza de trabajo (10) se aplica a un elemento de calentamiento con una superficie que está alejada de la segunda pieza de trabajo (11).
6. Procedimiento según la reivindicación 4 ó 5, en el que se calienta la primera pieza de trabajo (10) por vía inductiva.
7. Procedimiento según cualquiera de las reivindicaciones 4 a 6, en el que el calentamiento de la primera pieza de trabajo (10) se limita a la zona de la primera pieza de trabajo (10) que queda enfrente de la herramienta de fricción (1).
8. Procedimiento según cualquiera de las reivindicaciones 1 a 7, en el que se habilita una tercera pieza de trabajo (12), en el que la primera pieza de trabajo (10) se dispone sobre la tercera pieza de trabajo (12) y en el que la segunda pieza de trabajo (11) se dispone sobre la primera pieza de trabajo.
9. Procedimiento según cualquiera de las reivindicaciones 1 a 8, en el que se ejerce una primera tensión de tracción sobre las piezas de trabajo (10, 11, 12) y en el que la primera tensión de tracción discurre paralelamente al plano de la superficie de la segunda pieza de trabajo (11) que se aplica a la herramienta de fricción (1).
10. Procedimiento según la reivindicación 9, en el que se ejerce una segunda tensión de tracción sobre las piezas de trabajo (10, 11, 12), en el que la segunda tensión de tracción discurre paralelamente al plano de la superficie de la segunda pieza de trabajo (11) que se aplica a la herramienta de fricción (1), y en el que al menos una componente de la segunda tensión de tracción discurre perpendicularmente a la primera tensión de tracción.
11. Procedimiento según cualquiera de las reivindicaciones 1 a 10, en el que, antes de disponer la segunda pieza de trabajo (11) sobre la primera pieza de trabajo (10), se irradia al menos parcialmente la superficie de la primera pieza de trabajo (10) que mira hacia la segunda pieza de trabajo (11).
12. Procedimiento según la reivindicación 11, en el que se irradia con un láser la superficie de la primera pieza de trabajo (10) que mira hacia la segunda pieza de trabajo (11).
13. Procedimiento según la reivindicación 11 ó 12, en el que se irradia con un haz de electrones la superficie de la primera pieza de trabajo (10) que mira hacia la segunda pieza de trabajo (11).
14. Procedimiento según cualquiera de las reivindicaciones 1 a 13, en el que se pone bajo vacío la zona comprendida entre las piezas de trabajo (10, 11, 12).
Patentes similares o relacionadas:
 METODO PARA LA FABRICACION DE UN UTIL DE COCCION Y UTIL DE COCCION RESULTANTE DEL MISMO, del 1 de Diciembre de 2007, de COMERCIAL VALIRA S.A.: Método para la fabricación de un útil de cocción, que consiste en que, en una primera operación, se lleva a cabo la conformación del cuerpo del útil, que […]
METODO PARA LA FABRICACION DE UN UTIL DE COCCION Y UTIL DE COCCION RESULTANTE DEL MISMO, del 1 de Diciembre de 2007, de COMERCIAL VALIRA S.A.: Método para la fabricación de un útil de cocción, que consiste en que, en una primera operación, se lleva a cabo la conformación del cuerpo del útil, que […]
CABEZA DE SOLDADURA, del 19 de Septiembre de 2011, de MTS SYSTEMS CORPORATION: Un aparato de soldadura que comprende un alojamiento ; una sonda rotatoria que incluye un primer miembro rotatorio de sonda […]
PROCEDIMIENTO Y DISPOSITIVO PARA LA SOLDADURA POR FRICCIÓN AGITACIÓN DE AL MENOS DOS COMPONENTES DE DIFERENTES TIPOS DE MATERIALES CON UN PIN DESPLAZABLE Y CORRIENTE ELÉCTRICA QUE FLUYE A TRAVÉS DE LOS COMPONENTES, del 13 de Julio de 2011, de HYDRO ALUMINIUM DEUTSCHLAND GMBH: Procedimiento para la unión de al menos dos componentes de diferentes tipos de materiales, en particular componentes metálicos de diferentes tipos […]
 UTILES DE CARRETE FIJO CON MULTIPLES RESALTOS PARA LA SOLDADURA POR FRICCION-ROTACION SIMULTANEA DE MULTIPLES PAREDES PARALELAS ENTRE PIEZAS, del 9 de Abril de 2010, de ALCOA INC.: Un útil de soldadura por fricción-rotación para realizar, simultáneamente, una pluralidad de soldaduras paralelas, comprendiendo dicho útil (60, 70, […]
UTILES DE CARRETE FIJO CON MULTIPLES RESALTOS PARA LA SOLDADURA POR FRICCION-ROTACION SIMULTANEA DE MULTIPLES PAREDES PARALELAS ENTRE PIEZAS, del 9 de Abril de 2010, de ALCOA INC.: Un útil de soldadura por fricción-rotación para realizar, simultáneamente, una pluralidad de soldaduras paralelas, comprendiendo dicho útil (60, 70, […]
 METODO DE SOLDADURA POR FRICCION-ROTACION, Y METODO PARA FABRICAR CARROCERIAS, del 17 de Septiembre de 2010, de HITACHI, LTD.: Un método de soldadura por fricción-agitación que comprende:
empalmar dos componentes uno con otro en una línea de junta;
realizar una primera soldadura de las […]
METODO DE SOLDADURA POR FRICCION-ROTACION, Y METODO PARA FABRICAR CARROCERIAS, del 17 de Septiembre de 2010, de HITACHI, LTD.: Un método de soldadura por fricción-agitación que comprende:
empalmar dos componentes uno con otro en una línea de junta;
realizar una primera soldadura de las […]
 METODO DE SOLDADURA POR FRICCION-AGITACION Y METODO PARA FABRICAR UNA CARROCERIA, del 21 de Mayo de 2010, de HITACHI, LTD.: Un método para fabricar una carrocería de vagón que comprende:
montar las estructuras laterales a ambos extremos de un bastidor , respectivamente; y
unir […]
METODO DE SOLDADURA POR FRICCION-AGITACION Y METODO PARA FABRICAR UNA CARROCERIA, del 21 de Mayo de 2010, de HITACHI, LTD.: Un método para fabricar una carrocería de vagón que comprende:
montar las estructuras laterales a ambos extremos de un bastidor , respectivamente; y
unir […]
Inserción hidrosoluble para unir tuberías, método de fabricación de una inserción hidrosoluble y método para unir tuberías, del 29 de Julio de 2020, de Imi Tami Institute For Research And Development Ltd: Inserción hidrosoluble para uso para unir tuberías hechas de un material que comprende una sal seleccionada del grupo que consiste en KCl, NaCl, y sus mezclas […]
Tubo de distribución para sistema de riego y fertilización y método para la fabricación del mismo, del 1 de Julio de 2020, de Responsive Drip Irrigation, LLC: Tubo de distribución , comprendiendo: un sustrato ; y un soporte acoplado al sustrato , el tubo de distribución estando configurado […]