CABEZA DE SOLDADURA.
Un aparato de soldadura (50) que comprende un alojamiento (124);
una sonda rotatoria (50) que incluye un primer miembro rotatorio (60) de sonda que tiene un primer resalte (72) orientado en una primera dirección; un segundo miembro rotatorio (62) de sonda que se puede mover con respecto al primer miembro rotatorio (60) de sonda y que tiene un segundo resalte (74) orientado en una segunda dirección contraria al primer resalte (72) y cuyos resaltes primero y segundo (72,74) están separados para formar un espacio intermedio entre ellos; y un pasador (64) de sonda acoplado al segundo miembro (62) de sonda y que puede rotar con el mismo en el espacio intermedio entre los resaltes primero y segundo(72, 74) caracterizado porque el aparato de soldadura comprende: un primer dispositivo de accionamiento (80) acoplado al primer miembro (60) de sonda y que puede funcionar para proveer una primera fuerza controlable al primer miembro (60) de sonda en la primera dirección; un segundo dispositivo de accionamiento (82) acoplado al pasador (64) de sonda soportado de forma móvil en un canal del primer miembro (60) de sonda para suministrar una segunda fuerza controlable al segundo resalte (74) del segundo miembro (62) de sonda en la segunda dirección por medio del pasador (64) de sonda que puede rotar con respecto al alojamiento (124); un controlador (106) acoplado operativamente a los dispositivos de accionamiento primero y segundo (80, 82) y configurado para controlar a los dispositivos de accionamiento primero y segundo (80, 82) con el fin de proveer la primera fuerza controlable de equilibrio y la segunda fuerza reactiva y controlable de equilibrio a la primera fuerza controlable de equilibrio en las direcciones contrarias primera y segunda
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US1999/015148.
Solicitante: MTS SYSTEMS CORPORATION.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 14000 TECHNOLOGY DRIVE EDEN PRAIRIE, MN 55344-2290 ESTADOS UNIDOS DE AMERICA.
Inventor/es: CAMPBELL,Craig,L, FULLEN,Mark,S, SKINNER,Michael,J.
Fecha de Publicación: .
Fecha Solicitud PCT: 8 de Julio de 1999.
Clasificación Internacional de Patentes:
- B23K20/12E2
- B23K20/12E6B
- B23K20/12E6D
- B23K20/12E6F
- B23K20/12E8
Clasificación PCT:
- B23K20/12 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 20/00 Soldadura no eléctrica por percusión u otra forma de presión, con o sin calentamiento, p. ej. revestimiento o chapeado. › siendo producido el calor por fricción; Soldadura por fricción.
Clasificación antigua:
- B23K20/12 B23K 20/00 […] › siendo producido el calor por fricción; Soldadura por fricción.
- B23Q15/00 B23 […] › B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR. › Control automático o regulación del movimiento de avance, de la velocidad de corte o de la posición tanto de la herramienta como de la pieza.
- B27C5/00 B […] › B27 TRABAJO O CONSERVACION DE LA MADERA O DE MATERIALES SIMILARES; MAQUINAS PARA CLAVAR, GRAPAR O COSER EN GENERAL. › B27C CEPILLADORAS, TALADRADORAS, FRESADORAS, TORNOS O MAQUINAS UNIVERSALES PARA LA MADERA O MATERIALES SIMILARES (máquinas-herramientas en general B23; trabajo de la madera por medio de dispositivos abrasivos, p. ej. por arenado, B24; herramientas para estas operaciones B27G). › Máquinas concebidas para la realización de piezas de formas o perfiles particulares, p. ej. con la ayuda de herramientas rotativas; Equipo de estas máquinas (torneado B27C 7/00; características de las máquinas de copiar B23Q 35/00; entallado, mortajado, confección de lengüetas o de ranura B27F).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Finlandia, Chipre.
PDF original: ES-2364950_T3.pdf
Fragmento de la descripción:
La presente invención se refiere a un aparato de soldadura y a un método de soldadura de una unión entre una primera y una segunda sección de pieza de trabajo según el preámbulo de las reivindicaciones 1 y 17, respectivamente (véase, por ejemplo, el documento EP 0810055), para aplicaciones de soldadura por fricción.
La soldadura por fricción es un proceso de soldadura de partes componentes juntas que usa el calor por fricción generado en una unión de soldadura para formar una región plastificada que solidifica las secciones de pieza de trabajo que se unen. Para generar el calor por fricción a lo largo de una unión de soldadura se usa una cabeza de soldadura. La cabeza de soldadura incluye una sonda de soldadura que se inserta en una unión entre secciones de pieza de trabajo. La sonda incluye un pasador que se inserta en la unión y un resalte que se insta a apretarse contra una superficie superior de la pieza de trabajo. El pasador y el resalte giran para generar calor por fricción con el fin de formar una región plastificada para la operación de soldadura.
Para la operación de soldadura, se soporta una pieza de trabajo mediante una mesa rígida o placa posterior formada típicamente de una placa de acero. La placa posterior rígida estabiliza la fuerza de actuación del resalte superior para mantener la integridad de la pieza de trabajo con el fin de que la pieza de trabajo no se pueda doblar o deformar bajo la carga. Para maximizar la resistencia mecánica de la unión entre las secciones de las piezas de trabajo, la parte soldada debería extenderse por todo el espesor de la pieza de trabajo. Para asegurar que la soldadura se extienda por todo el espesor, se debe generar suficiente calor por fricción entre las superficies superior e inferior de la pieza de trabajo, de tal manera que la región plastificada se extienda entre las superficies superior e inferior de la pieza de trabajo.
Típicamente, el espesor de la pieza de trabajo puede variar a lo largo de la unión. Las variaciones en el espesor de la pieza de trabajo pueden variar la profundidad del pasador en la unión de la pieza de trabajo. Si la profundidad del pasador no se extiende durante un espesor suficiente, la región plastificada no se extiende por todo el espesor de la pieza de trabajo, causando muescas por tensiones en la unión. Para un espesor menor, el pasador se puede extender demasiado cerca de la placa posterior, de tal manera que la pieza de trabajo llegue a unirse a la placa posterior como resultado de la operación de soldadura. Estos y otros problemas se solucionan mediante la presente invención.
Sumario de la invención
La presente invención se refiere a un aparato de soldadura según la reivindicación 1, con una sonda o una profundidad de pasador ajustables para compensar por las variaciones en el espesor de la pieza de trabajo. La presente invención se refiere a un método de soldadura según la reivindicación 17.
Breve descripción de los dibujos
La Figura 1 es una ilustración esquemática de una realización de una cabeza de soldadura de la presente invención.
La Figura 2A es una ilustración de una región plastificada para una sonda de la técnica anterior que incluye un resalte superior y un pasador fijo.
La Figura 2B es una ilustración de una región plastificada para una sonda que incluye unos miembros de sonda superior e inferior.
La Figura 3 es una realimentación esquemática de control para la fuerza de forja Fg1 sobre el miembro de sonda superior y para la fuerza de forja Fg2 sobre el miembro de sonda inferior.
La Figura 4 es una ilustración en corte transversal de una cabeza de soldadura de la presente invención.
La Figura 5 es una ilustración en perspectiva de un accesorio que soporta una cabeza de soldadura de la presente invención.
La Figura 6 es una ilustración esquemática para la realimentación de las fuerzas Fg1 y F92 de los miembros de sonda superior e inferior.
La Figura 7 es una ilustración esquemática de la realimentación del control de posición y de fuerza para los miembros de sonda superior e inferior.
La Figura 8 es una ilustración detallada de una realización de control de operación para los miembros de sonda superior e inferior.
La Figura 9 es una ilustración esquemática de un conjunto de montaje flexible para una cabeza de soldadura para seguir el contorno de las formas o componentes conformados.
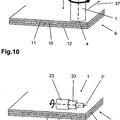
La Figura 10 es una ilustración en perspectiva de un accesorio de montaje flexible que soporta una cabeza de soldadura.
Descripción detallada de realizaciones ilustrativas
La Figura 1 ilustra esquemáticamente una realización de una sonda 50 de soldadura para una aplicación de soldadura por fricción. La sonda 50 de soldadura suelda las secciones de pieza de trabajo 52, 54 en la unión 56. La sonda 50 de soldadura está conectada a un dispositivo 58 de accionamiento de husillo para rotar la sonda 50 para la operación de soldadura. Como se muestra, la sonda 50 incluye un miembro superior 60 de sonda, un miembro inferior 62 de sonda y un pasador de sonda 64. Como se muestra, el miembro inferior 62 de sonda está rígidamente unido al pasador 64 de sonda y se puede mover con él. El miembro inferior 62 de sonda y el pasador 64 de sonda están soportados de forma deslizante, según se ha ilustrado por la flecha 66, con respecto al miembro superior 60 de sonda para ajustar la extensión del pasador 64 con respecto al miembro superior 60 de sonda para uso para piezas de trabajo de diversos espesores y para compensar por las variaciones de espesor en una pieza de trabajo, según se explica más adelante.
Como se muestra, el miembro superior 60 de sonda incluye un resalte superior 72, y el miembro inferior 62 de sonda incluye un resalte inferior 74. Para el funcionamiento, el miembro superior 60 de sonda está soportado de tal manera que el resalte 72 se apoya en una superficie superior 76 de las secciones de pieza de trabajo 52, 54. El pasador 64 se extiende a través de la unión 56, y el resalte 74 del miembro inferior 62 de sonda se apoya en una superficie inferior 78 de las secciones de pieza de trabajo 52, 54.
Un dispositivo superior de accionamiento 80 de forja está acoplado al miembro superior 60 de sonda y un dispositivo inferior de accionamiento 82 de forja está acoplado al miembro inferior 62 de sonda y al pasador 64. Para la operación de soldadura, la sonda 50 rota, y los dispositivos de accionamiento superior e inferior 80, 82 de forja suministran unas fuerzas de forja Fg1, Fg2 a los miembros superior e inferior 60, 62 de sonda, como se ha ilustrado por las flechas Fg1, Fg2, respectivamente.
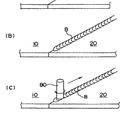
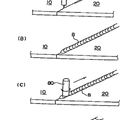
La rotación del pasador 64 y de los miembros superior e inferior 60, 62 de sonda genera calor por fricción para crear una región platificada para soldar las secciones de piezas de trabajo. Para asegurar que la soldadura se extienda por el espesor de la pieza de trabajo, la sonda debería formar una región plastificada que se extienda entre las superficies superior e inferior 76, 78 de la pieza de trabajo. En la Figura 2A, un perfil de región plastificada 92 formado por una sonda de la técnica anterior se estrecha progresivamente desde una región más gruesa 94 en una superficie superior 76 de la pieza de trabajo hasta una región de menor espesor 96 próxima a una superficie inferior 78 de la pieza de trabajo. Si la soldadura no se extiende por todo el espesor de la pieza de trabajo, se forman muescas por tensiones o aberturas de raíz
En contraste con lo anterior, en la Figura 2B, los miembros superior e inferior 60, 62 de sonda forman una región plastificada 98 que incluye unas regiones más gruesas 100, 102 en las superficies superior e inferior 76, 78 y una región central 104 que se estrecha progresivamente. El calor de fricción generado en la pieza de trabajo para formar la región plastificada 98 es función de la fuerza de forja total de los miembros superior e inferior de sonda, o FgT = Fg1 + Fg2. Por tanto, el calor de fricción generado por la sonda se incrementa por el miembro inferior 62 de sonda funcionando en cooperación con el miembro superior 60 de sonda.
Los dispositivos de accionamiento superior e inferior 80, 82 de forja y el dispositivo de accionamiento de husillo 58 están acoplados al controlador 106 según se ilustra esquemáticamente en la Figura 1 para la operación. El controlador hace funcionar a los dispositivos de accionamiento superior... [Seguir leyendo]
Reivindicaciones:
1. Un aparato de soldadura (50) que comprende un alojamiento (124);
una sonda rotatoria (50) que incluye un primer miembro rotatorio (60) de sonda que tiene un primer resalte
(72) orientado en una primera dirección; un segundo miembro rotatorio (62) de sonda que se puede mover con respecto al primer miembro rotatorio (60) de sonda y que tiene un segundo resalte (74) orientado en una segunda dirección contraria al primer resalte (72) y cuyos resaltes primero y segundo (72,74) están separados para formar un espacio intermedio entre ellos; y un pasador (64) de sonda acoplado al segundo miembro (62) de sonda y que puede rotar con el mismo en el espacio intermedio entre los resaltes primero y segundo(72, 74) caracterizado porque el aparato de soldadura comprende:
un primer dispositivo de accionamiento (80) acoplado al primer miembro (60) de sonda y que puede funcionar para proveer una primera fuerza controlable al primer miembro (60) de sonda en la primera dirección;
un segundo dispositivo de accionamiento (82) acoplado al pasador (64) de sonda soportado de forma móvil en un canal del primer miembro (60) de sonda para suministrar una segunda fuerza controlable al segundo resalte
(74) del segundo miembro (62) de sonda en la segunda dirección por medio del pasador (64) de sonda que puede rotar con respecto al alojamiento (124);
un controlador (106) acoplado operativamente a los dispositivos de accionamiento primero y segundo (80, 82) y configurado para controlar a los dispositivos de accionamiento primero y segundo (80, 82) con el fin de proveer la primera fuerza controlable de equilibrio y la segunda fuerza reactiva y controlable de equilibrio a la primera fuerza controlable de equilibrio en las direcciones contrarias primera y segunda.
2. El aparato de soldadura de la reivindicación 1, en el que el segundo dispositivo de accionamiento (82) es un dispositivo de accionamiento por fluido (82) que comprende un conmutador de fluido para proveer una interfaz de fluido entre una fuente de fluido y el dispositivo de accionamiento por fluido (82) acoplado al pasador (64) de sonda que puede rotar con respecto al alojamiento (124).
3. El aparato de soldadura (50) de la reivindicación 1, que incluye un sensor de desplazamiento (150) acoplado al pasador (64) de sonda para medir el espacio intermedio entre los resaltes primero y segundo (72,74).
4. El aparato de soldadura (50) de la reivindicación 2, que incluye un conjunto de sensor de presión acoplado a una cámara 130) de dispositivo de accionamiento por fluido del dispositivo de accionamiento por fluido (82) para medir la presión de activación para controlar la operación del segundo miembro (62) de sonda.
5. El aparato de soldadura (50) de la reivindicación 1, que incluye unos canales (146) de refrigeración en la sonda rotatoria (50) y una interfaz de fluido desde una fuente (144) de fluido refrigerante a los canales (146) de refrigeración de la sonda rotatoria (50) para la descarga de fluido de refrigeración a la sonda rotatoria (50) para la operación de soldadura.
6. El aparato de soldadura (50) de la reivindicación 1, que incluye una primera realimentación de fuerza (120) acoplada al controlador (106)
y el primer dispositivo de accionamiento (80); y
una segunda realimentación de fuerza (118) acoplada al controlador (106) y al segundo dispositivo de accionamiento (82) y cuyo controlador (106) controla a los dispositivos de accionamiento primero y segundo (80, 82) basándose en las realimentaciones de fuerza primera y segunda (118, 120).
7. El aparato de soldadura (50) de la reivindicación 6, en el que el controlador (106) controla una dimensión del espacio intermedio entre los resaltes primero y segundo (72, 74) basándose en las realimentaciones de fuerza primera y segunda (118, 120) para los dispositivos de accionamiento primero y segundo (80, 82) para proveer la separación prevista entre los resaltes primero y segundo (72, 74) basándose en un espesor de la pieza de trabajo.
8. El aparato de soldadura (50) de la reivindicación 6, en el que al menos una de las realimentaciones primera y segunda de fuerza (118, 120) se mide por un transductor de fuerza (188).
9. El aparato de soldadura (50) de la reivindicación 6, en el que al menos una de las realimentaciones primera y segunda de fuerza (118, 120) se mide por la presión de accionamiento de los dispositivos de accionamiento primero y segundo (80, 82)
10. El aparato de soldadura (50) de la reivindicación 1, que incluye una realimentación de posición acoplada a los miembros primero y segundo (60, 62) de sonda, y el controlador (106) está configurado para controlar una dimensión del espacio intermedio entre los resaltes primero y segundo (72, 74) basándose en la realimentación de posición para los miembros primero y segundo (60, 62) de sonda.
11. El aparato de soldadura (50) de la reivindicación 1, que incluye una realimentación de fuerza (118, 20) acoplada
a los dispositivos de accionamiento primero y segundo (80, 82) y al controlador (106) para realimentación de posición y control de fuerza (198, 200) acoplada a los miembros primero y segundo (60, 62) de sonda para el control de posición, y el controlador (106) está configurado para controlar una dimensión del espacio intermedio entre los resaltes primero y segundo (72, 74) basándose en la realimentación de fuerza (118, 120) y en la realimentación de posición (198, 200) basada en un espesor de pieza de trabajo.
12. El aparato de soldadura (50) de la reivindicación 11, en el que el controlador (106) está configurado para conmutar el modo entre el control de posición y de fuerza.
13. El aparato de soldadura (50) de la reivindicación 1, en el que el controlador (106) recibe comandos positivos para al menos uno de entre z, z1 ó z2 en donde z es una distancia de separación entre los miembros primero y segundo (60,62) de sonda; z1 es una posición del primer miembro (60) de sonda y z2 es una posición del segundo miembro (62) de sonda para controlar una dimensión del espacio intermedio entre los resaltes primero y segundo (72, 74).
14. El aparato de soldadura (50) de la reivindicación 11, en el que el controlador (106) incluye datos (204) de perfil y el controlador (106) está configurado para controlar una posición de los miembros primero y segundo (60, 62) de sonda basándose en los datos (204) de perfil y en la realimentación de posición (198, 200).
15. El aparato de soldadura (50) de la reivindicación 14, en el que los datos (204) de perfil incluyen una imagen guardada en memoria de un perfil de una pieza de trabajo.
16. El aparato de soldadura (50) de la reivindicación 1, en el que el pasador (64) de sonda está unido rígidamente al segundo miembro (62) de sonda y soportado deslizablemente en el canal para soportar móvilmente al segundo miembro rotatorio (62) de sonda con respecto al primer miembro (60) de sonda para ajustar el espacio intermedio entre los resaltes primero y segundo (72, 74) de los miembros primero y segundo (60, 62) de sonda.
17. Un método de soldadura (50) de una unión entre unas secciones primera y segunda (52, 54 ) de pieza de trabajo por medio de la rotación de una sonda (50) que incluye un primer miembro (60) de sonda que tiene un primer resalte (72) orientado en una primera dirección y un segundo miembro (62) de sonda que tiene un segundo resalte
(74) orientado en una segunda dirección contraria a la del primer resalte (72), en donde el primer miembro (60) de sonda y el segundo miembro (62) de sonda están ubicados en la unión entre las secciones (52, 54) de pieza de trabajo de tal manera que el primer resalte (72) se apoya en las primeras superficies de las secciones primera y segunda (52, 54) de pieza de trabajo y el segundo resalte (74) se apoya en las segundas superficies de las secciones primera y segunda (52, 54) de pieza de trabajo opuestas a las primeras superficies de las secciones (52, 54) de pieza de trabajo, caracterizado porque el método comprende:
rotar la sonda mientras se suministra una primera fuerza controlable de equilibrio al primer miembro (60) de sonda;
rotar la sonda mientras se suministra una segunda fuerza controlable de equilibrio al segundo miembro (62) de sonda través de un pasador (64) de sonda que se puede mover dentro de un canal del primer miembro (60) de sonda, en el que la segunda fuerza controlable de equilibrio es reactiva con respecto a la primera fuerza controlable de equilibrio para proveer fuerzas auto-reactivas para la operación de soldadura;
proveer una primera realimentación ( 118, 198) de fuerza o de posición para el primer miembro (60) de sonda y una segunda realimentación (120, 200) de fuerza o de posición para el segundo miembro (62) de sonda; y
ajustar las fuerzas controlables de equilibrio primera y segunda en los miembros primero y segundo (60, 62) de sonda basándose en las realimentaciones primera y segunda (118, 120; 198, 200) de fuerza o de posición.
18. El método de la reivindicación 17, que comprende además la etapa de:
ajustar una distancia de separación entre los miembros primero y segundo (60, 62) de sonda con respecto a un espesor de las secciones (52,54) de pieza de trabajo.
Patentes similares o relacionadas:
PROCEDIMIENTO Y DISPOSITIVO PARA LA SOLDADURA POR FRICCIÓN AGITACIÓN DE AL MENOS DOS COMPONENTES DE DIFERENTES TIPOS DE MATERIALES CON UN PIN DESPLAZABLE Y CORRIENTE ELÉCTRICA QUE FLUYE A TRAVÉS DE LOS COMPONENTES, del 13 de Julio de 2011, de HYDRO ALUMINIUM DEUTSCHLAND GMBH: Procedimiento para la unión de al menos dos componentes de diferentes tipos de materiales, en particular componentes metálicos de diferentes tipos […]
 PROCEDIMIENTO Y DISPOSITIVO PARA REALIZAR UNION SOLDADURA ENTRE SUPERFICIES DE DOS PIEZAS TRABAJO PLANAS CON RECORRIDO COMPLETO DE ZONA DE CONTACTO DE PIEZA TRABAJO FRICCION Y REMOCION GIRATORIA EN SUPERFICIE DE LA SEGUNDA PIEZA DE TRABAJO ALEJADA DE LA PRIMERA PIEZA DE TRABAJO, del 19 de Octubre de 2010, de GKSS-FORSCHUNGSZENTRUM GEESTHACHT GMBH: Procedimiento para realizar una unión de soldadura lineal entre una primera pieza de trabajo y una segunda pieza de trabajo , que comprende los pasos […]
PROCEDIMIENTO Y DISPOSITIVO PARA REALIZAR UNION SOLDADURA ENTRE SUPERFICIES DE DOS PIEZAS TRABAJO PLANAS CON RECORRIDO COMPLETO DE ZONA DE CONTACTO DE PIEZA TRABAJO FRICCION Y REMOCION GIRATORIA EN SUPERFICIE DE LA SEGUNDA PIEZA DE TRABAJO ALEJADA DE LA PRIMERA PIEZA DE TRABAJO, del 19 de Octubre de 2010, de GKSS-FORSCHUNGSZENTRUM GEESTHACHT GMBH: Procedimiento para realizar una unión de soldadura lineal entre una primera pieza de trabajo y una segunda pieza de trabajo , que comprende los pasos […]
 UTILES DE CARRETE FIJO CON MULTIPLES RESALTOS PARA LA SOLDADURA POR FRICCION-ROTACION SIMULTANEA DE MULTIPLES PAREDES PARALELAS ENTRE PIEZAS, del 9 de Abril de 2010, de ALCOA INC.: Un útil de soldadura por fricción-rotación para realizar, simultáneamente, una pluralidad de soldaduras paralelas, comprendiendo dicho útil (60, 70, […]
UTILES DE CARRETE FIJO CON MULTIPLES RESALTOS PARA LA SOLDADURA POR FRICCION-ROTACION SIMULTANEA DE MULTIPLES PAREDES PARALELAS ENTRE PIEZAS, del 9 de Abril de 2010, de ALCOA INC.: Un útil de soldadura por fricción-rotación para realizar, simultáneamente, una pluralidad de soldaduras paralelas, comprendiendo dicho útil (60, 70, […]
 METODO DE SOLDADURA POR FRICCION-ROTACION, Y METODO PARA FABRICAR CARROCERIAS, del 17 de Septiembre de 2010, de HITACHI, LTD.: Un método de soldadura por fricción-agitación que comprende:
empalmar dos componentes uno con otro en una línea de junta;
realizar una primera soldadura de las […]
METODO DE SOLDADURA POR FRICCION-ROTACION, Y METODO PARA FABRICAR CARROCERIAS, del 17 de Septiembre de 2010, de HITACHI, LTD.: Un método de soldadura por fricción-agitación que comprende:
empalmar dos componentes uno con otro en una línea de junta;
realizar una primera soldadura de las […]
 METODO DE SOLDADURA POR FRICCION-AGITACION Y METODO PARA FABRICAR UNA CARROCERIA, del 21 de Mayo de 2010, de HITACHI, LTD.: Un método para fabricar una carrocería de vagón que comprende:
montar las estructuras laterales a ambos extremos de un bastidor , respectivamente; y
unir […]
METODO DE SOLDADURA POR FRICCION-AGITACION Y METODO PARA FABRICAR UNA CARROCERIA, del 21 de Mayo de 2010, de HITACHI, LTD.: Un método para fabricar una carrocería de vagón que comprende:
montar las estructuras laterales a ambos extremos de un bastidor , respectivamente; y
unir […]
 HUSILLO DE SOLDADURA DE FRICCIóN CON EJE DE HUSILLO QUE SE PUEDE DESPLAZAR AXIALMENTE, del 6 de Abril de 2011, de MTS SYSTEMS CORPORATION: Un conjunto de husillo para soldadura por fricción que comprende: un soporte que tiene un taladro central; un árbol del husillo adaptado para sujetar a […]
HUSILLO DE SOLDADURA DE FRICCIóN CON EJE DE HUSILLO QUE SE PUEDE DESPLAZAR AXIALMENTE, del 6 de Abril de 2011, de MTS SYSTEMS CORPORATION: Un conjunto de husillo para soldadura por fricción que comprende: un soporte que tiene un taladro central; un árbol del husillo adaptado para sujetar a […]
Procedimiento para la producción de una unión de soldadura por fricción para la unión de, como mínimo, dos componentes de tipo placa, del 8 de Julio de 2020, de EJOT GMBH & CO. KG: Procedimiento para la producción de una unión de soldadura por fricción para la unión de, como mínimo, dos componentes de tipo placa, […]
Cabezal de soldadura por fricción agitación con unos órganos de acoplamiento y por lo menos un elemento elástico, del 8 de Abril de 2020, de Ecole Normale Superieure De Rennes: Cabezal de soldadura por fricción agitación, destinado a ser fijado sobre una máquina para realizar una soldadura por fricción agitación […]