PROCEDIMIENTO Y DISPOSITIVO PARA LA LUBRICACIÓN DE CILINDROS.
Procedimiento para la lubricación de cilindros, en particular para la lubricación del intersticio de laminación en un bastidor de laminación para banda laminada,
en el que a través de al menos un primer conducto de suministro (1) se suministra agua y a través de al menos un segundo conducto de suministro (2) se suministra aceite al menos a un elemento de mezcla (3), en el que en el elemento de mezcla (3) se mezclan el agua y el aceite y en el que la mezcla de agua y aceite es conducida a un elemento de inyección (4), con el que se inyecta la mezcla sobre al menos un cilindro de accionamiento (5, 6) o cilindro de apoyo (12, 13) de un bastidor de laminación (7), caracterizado porque a través de al menos un tercer conducto de suministro (8) se suministra a uno de los otros dos conductos de suministro (1, 2) y/o al elemento de mezcla (3) a intervalos de tiempo definidos o en función de un estado del proceso de laminación un agente de limpieza como agua caliente o vapor de agua
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2008/002691.
Solicitante: SMS SIEMAG AG.
Nacionalidad solicitante: Alemania.
Dirección: EDUARD-SCHLOEMANN-STRASSE 4 40237 DUSSELDORF ALEMANIA.
Inventor/es: SEIDEL, JURGEN.
Fecha de Publicación: .
Fecha Solicitud PCT: 4 de Abril de 2008.
Clasificación Internacional de Patentes:
- B21B27/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04). › B21B 27/00 Cilindros (formas de las superficies de trabajo exigidas por procedimientos especiales B21B 1/00 ); Lubrificación, enfriamiento y calentado de los cilindros en curso de utilización. › exteriormente.
Clasificación PCT:
- B21B27/10 B21B 27/00 […] › exteriormente.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2363186_T3.pdf
Fragmento de la descripción:
La invención se refiere a un procedimiento para la lubricación de cilindros, en particular para la lubricación del intersticio de laminación en un bastidor de laminación para banda laminada, en el que a través de al menos un primer conducto de suministro se alimenta agua y a través de al menos un segundo conducto de suministro se suministra aceite al menos a un elemento de mezcla, en el que en el elemento de mezcla se mezclan el agua y el aceite y en el que la mezcla de agua y aceite es conducida a un elemento de inyección, con el que se inyecta la mezcla sobre al menos un cilindro de un bastidor de laminación. Por otra parte, la invención se refiere a un dispositivo para la lubricación de cilindros, en particular para la realización del procedimiento
En trenes de laminación se instalan con frecuencia sistemas de lubricación del intersticio de laminación. Estos sistemas se emplean con la finalidad de la mejora de la calidad de la superficie del cilindro de trabajo y de la banda y pertenecen al equipamiento normal de un tren de laminación moderno, sobre el que deben fabricarse bandas de alta calidad.
El sistema, en el que se mezclan agua como agente portador y aceite poco ligeramente delante del cilindro y se aplican sobre el cilindro de trabajo o cilindro de apoyo y en último término actúan en el intersticio de laminación, está muy extendido debido a la simplicidad. Los documentos DE 10 2004 006 130 A1, EP 1 399 276 B1, EP 1 399 277 B1, EP 0 367 967 B1 y WO 2007/025682 A1 publican tales soluciones.
Sin embargo, después de un cierto tiempo de empleo, se reduce el efecto de la lubricación o los resultados de la lubricación del intersticio de laminación no son reproducibles. Con frecuencia, también el efecto de la lubricación es irregular sobre la anchura de la banda, lo que conduce a problemas de avance de la banda. L causa de ello es con frecuencia la obstrucción por turnos de las tuberías a través de saponificación entre la mezcladora de aceite y agua y las toberas de pulverización. También se producen obstrucciones de las toberas pequeñas cuando se desprenden partículas desde la pared y flotan delante de la salida de las toberas.
Es necesario un gasto de mantenimiento relativamente grande debido a la limpieza mecánica del sistema o al aclarado temporal de las tuberías entre la mezcladora de aceite y agua y las toberas así como el soplado de liberación de las toberas.
Se conoce a partir del documento JP 7016621 detener temporalmente el suministro de aceite y realizar un aclarado de las toberas con el agua, que se emplea en otro caso también para la formación de la mezcla de aceite y agua.
El documento JP 56139213 prevé que se pueda introducir una solución de limpieza en caso necesario en los conductos de fluido para limpiarlos.
Para reducir la saponificación del sistema de lubricación del intersticio de laminación se plantean adicionalmente también requerimientos especiales a la calidad del agua o bien al análisis del agua, lo que encarece en una medida esencial, sin embargo, el consumo de agua. Para adaptar el aceite a la calidad del agua, se añaden aditivos al aceite. Estos aditivos son diferentes en la composición y en el efecto en las diferentes calidades del agua existentes en todo el mundo. La determinación de la composición del aceite es costosa, o que repercute en último término – junto con los propios aditivos –negativamente sobre los costes del aceite. No obstante, a pesar del gasto, no siempre se consigue una adaptación óptima del aceite al agua utilizada.
Por lo tanto, la invención tiene el cometido de crear un procedimiento y un dispositivo correspondiente, con los que es posible procurar de una manera sencilla y eficiente que se asegure una lubricación continua del intersticio de laminación, que presenta una calidad constante durante el tiempo. Esto debe posibilitarse de una manera sencilla y lo más cuidadosa posible del medio ambiente. Además, de esta manera no debe influirse de forma desfavorable en el proceso.
La solución de este cometido a través de la invención se caracteriza, en lo que se refiere al procedimiento, porque sobre al menos un tercer conducto de suministro se suministra al primero y al segundo conductos de suministro y/o al elemento de mezcla a intervalos de tiempo definidos o en función de un estado del proceso de laminación agua caliente, vapor de agua o un agente de limpieza químico o la combinación de dos agentes.
El suministro de agua calienta o de vapor de agua u otros agentes de limpieza se realiza con preferencia durante el cambio de un cilindro del bastidor de laminación o al final de un programa de laminación antes de una parada más prolongada de las instalaciones.
Además, el procedimiento de limpieza, por ejemplo, con agua caliente se realiza después de un accidente de laminación dentro del tren de laminación para la eliminación de eventuales restos de aceite sobre los cilindros.
El agua caliente suministrada tiene en este caso con preferencia una temperatura de al menos 60 ºC. El agua
caliente o el vapor de agua son suministrados con ventaja durante un periodo de tiempo de 2 a 15 minutos.
Al agua caliente o al vapor de agua se puede añadir también adicionalmente o temporalmente un agente de limpieza, en particular un agente de limpieza químico, que está en condiciones de desprender restos de aceite tenaces.
El suministro de agua caliente o de vapor de agua se realiza con preferencia de forma interrumpida al primero y al segundo conductos de suministro.
Durante el suministro de agua caliente o de vapor de agua se puede emitir una señal de alarma para prevenir el peligro de quemaduras del personal.
La calefacción del agua o la generación de vapor de agua se pueden realizar por medio de un elemento calefactor eléctrico, por medio de calefacción de aceite o de gas o por medio de energía solar (dado el caso, sólo para apoyo). La calefacción se realiza durante el tiempo de laminación y está disponible previa demanda para la limpieza.
El dispositivo de acuerdo con la invención para la lubricación de los cilindros se caracteriza porque está presente al menos un tercer conducto de suministro, que está en conexión de conducción de fluido con uno de sus extremos con al menos uno de los primero o segundo conductos de suministro y/o con el elemento de mezcla y que está en conexión con su otro extremo con una unidad de suministro de agua caliente o de vapor de agua.
La unidad de suministro de agua caliente o de vapor de agua puede presentar al menos un elemento calefactor eléctrico una calefacción de aceite o de gas o una calefacción de energía solar. Con objeto de ahorrar energía, en este caso, la unidad de suministro (depósito) está aislada con ventaja térmicamente.
El al menos tercer conducto de suministro está provisto con preferencia también, al menos parcialmente, con un aislamiento térmico.
Por último, un desarrollo prevé que la unidad de suministro de agua caliente o de vapor de agua se pueda acoplar en comunicación de fluido con el primer conducto de suministro de agua.
En instalaciones que presentan una impulsión de anchura variable y que tienen instaladas válvula a tal fin, se limpian al mismo tiempo las válvulas. Con esta finalidad de abren todas las válvulas y se realiza la limpieza sobre toda la anchura.
Con esta tecnología de limpieza se puede accionar el sistema de lubricación del intersticio de laminación también con una calibrad del agua y/o del aceite menos buenas, lo que es, en suma, de coste más favorable y, por lo tanto más económico. Además, las condiciones para las lubricaciones del intersticio de laminación se mantienen siempre reproducibles.
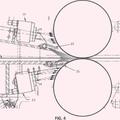
En el dibujo se representa un ejemplo de realización de la invención. La figura única muestra de forma esquemática un dispositivo para la lubricación del intersticio de laminación en un bastidor de laminación para banda laminada, que está equipado con una instalación de limpieza integrada.
En la figura se representa un dispositivo, con el que se lubrica un intersticio de laminación con una mezcla de agua y aceite. Se representa de forma esquemática un bastidor de laminación 7, en el que colaboran dos cilindros de trabajo 5 y 6 y forman un intersticio de laminación, de manera que los cilindros de trabajo 5, 6 son apoyados por cilindros de apoyo 12 y 13. Además, se representa de forma... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la lubricación de cilindros, en particular para la lubricación del intersticio de laminación en un bastidor de laminación para banda laminada, en el que a través de al menos un primer conducto de suministro (1) se suministra agua y a través de al menos un segundo conducto de suministro (2) se suministra aceite al menos a un elemento de mezcla (3), en el que en el elemento de mezcla (3) se mezclan el agua y el aceite y en el que la mezcla de agua y aceite es conducida a un elemento de inyección (4), con el que se inyecta la mezcla sobre al menos un cilindro de accionamiento (5, 6) o cilindro de apoyo (12, 13) de un bastidor de laminación (7), caracterizado porque a través de al menos un tercer conducto de suministro (8) se suministra a uno de los otros dos conductos de suministro (1, 2) y/o al elemento de mezcla (3) a intervalos de tiempo definidos o en función de un estado del proceso de laminación un agente de limpieza como agua caliente o vapor de agua.
2. Procedimiento de acuerdo con la reivindicación 1, caracterizado porque el suministro de agua caliente o de vapor de agua se realiza durante el cambio de un cilindro (5, 6) del bastidor de laminación (7).
3. Procedimiento de acuerdo con la reivindicación 1 ó 2, caracterizado porque el agua caliente es suministrada con una temperatura de al menos 60 ºC.
4. Procedimiento de acuerdo con una de las reivindicaciones 1 a 3, caracterizado porque el agua caliente o el vapor de agua es suministrado durante un periodo de tiempo de 2 a 15 minutos.
5. Procedimiento de acuerdo con una de las reivindicaciones 1 a 4, caracterizado porque al agua caliente o al vapor de agua se añade un agente de limpieza.
6. Procedimiento de acuerdo con una de las reivindicaciones 1 a 5, caracterizado porque el suministro de agua caliente o de vapor de agua se realiza, en el caso de suministro interrumpido, en el primero y en el segundo conducto de suministro (1, 2).
7. Procedimiento de acuerdo con una de las reivindicaciones 1 a 6, caracterizado porque durante el suministro de agua caliente o de vapor de agua se emite una señal de alarma.
8. Procedimiento de acuerdo con una de las reivindicaciones 1 a 7, caracterizado porque la calefacción del agua o la generación del vapor de agua se realiza por medio de un elemento calefactor eléctrico.
9. Procedimiento de acuerdo con una de las reivindicaciones 1 a 7, caracterizado porque la calefacción del agua o la generación del vapor de agua se realiza por medio de una calefacción de aceite o de gas.
10. Procedimiento de acuerdo con una de las reivindicaciones 1 a 7, caracterizado porque la calefacción del agua o la generación del vapor de agua se realiza por medio de energía solar.
11. Procedimiento de acuerdo con una de las reivindicaciones 1 a 10, caracterizado porque desde la unidad de control (16) se inicia de forma automática regularmente la limpieza del sistema de lubricación de los cilindros, se establece el bastidor de laminación a limpiar de un tren de laminación de varios bastidores así como se supervisa y se memoriza la duración de la limpieza.
12. Procedimiento de acuerdo con una de las reivindicaciones 1 a 11, caracterizado porque la limpieza del sistema de lubricación de los cilindros se activa al comienzo de cada n cambio de cilindros, después de un accidente del cilindro dentro del tren de laminación o al final de un programa de laminación antes de una parada de las instalaciones o manualmente a través del operario.
13. Procedimiento de acuerdo con una de las reivindicaciones 1 a 12, caracterizado porque un único depósito de agua caliente previsto para todos los bastidores d eliminación abastece de forma alterna por turnos a los bastidores de laminación individuales.
14. Procedimiento de acuerdo con una de las reivindicaciones 1 a 13, caracterizado porque el procedimiento de limpieza se desarrolla en las siguientes etapas principales del procedimiento:
- desactivación de las bombas de aceite; -desconexión del suministro de agua fría del sistema de lubricación; -determinación del bastidor de laminación a limpiar y del tiempo de limpieza; -activación del suministro de agua caliente, vapor o bien de un agente de limpieza para la anchura de inyección completa; -después de la expiración del tiempo de limpieza, desactivación del suministro de agua caliente; -activación del suministro de agua fría del sistema de lubricación; -se conectan de nuevo las bombas de aceite preparada para el funcionamiento.
15. Dispositivo para la lubricación de cilindros, en particular para la lubricación del intersticio de laminación en un bastidor de laminación para banda laminada, que presenta al menos un primer conducto de suministro (1) de agua y al menos un segundo conducto de suministro (2) de aceite, en el que ambos conductos de suministro (1, 2) conducen al menos hacia un elemento de mezcla (3), en el que se pueden mezclar agua y aceite y en el que el elemento de mezcla (3) está en comunicación de fluido con un elemento de inyección (4), con el que se puede inyectar la mezcla de agua y aceite sobre al menos un cilindro (5, 6) o sobre el cilindro de apoyo (12, 12) del bastidor de laminación (7), en particular para la realización del procedimiento de acuerdo con una de las reivindicaciones 1 a 10, caracterizado porque esta presente al menos un tercer conducto de suministro (8), que está en conexión de circulación de fluido con uno de sus extremos con al menos uno de los primero o segundo conductos de suministro (1, 2) y/o con el elemento de mezcla (3) y que está en conexión con su otro extremo con una unidad de suministro
(9) de agua caliente o de vapor de agua.
16. Dispositivo de acuerdo con la reivindicación 15, caracterizado porque la unidad de suministro (9) de agua caliente o de vapor de agua presenta al menos un elemento calefactor eléctrico (10).
17. Dispositivo de acuerdo con la reivindicación 15, caracterizado porque la unidad de suministro (9) de agua caliente o de vapor de agua presenta al menos una calefacción de aceite o de gas.
18. Dispositivo de acuerdo con la reivindicación 15, caracterizado porque la unidad de suministro (9) de agua caliente o de vapor de agua presenta al menos una calefacción solar.
19. Dispositivo de acuerdo con una de las reivindicaciones 15 a 18, caracterizado porque la unidad de suministro (9) así como el tercer conducto de suministro (8) está provisto, al menos parcialmente, con un aislamiento térmico (11).
20. Dispositivo de acuerdo con una de las reivindicaciones 15 a 19, caracterizado porque la unidad de suministro
(9) de agua caliente o de vapor de agua se puede acoplar en comunicación de fluido con el primer conducto de suministro (1) de agua.
Patentes similares o relacionadas:
Aparato y método de enfriamiento de rodillo de trabajo, del 13 de Noviembre de 2019, de Primetals Technologies Austria GmbH: Aparato de enfriamiento de rodillos de trabajo para un laminador, que comprende: al menos un calzo que está configurado para soportar […]
Sello para su uso en aplicaciones criogénicas, del 9 de Octubre de 2019, de Primetals Technologies Austria GmbH: Dispositivo de sellado que comprende un sello flexible, una fuente de gas, una entrada de gas al sello y una salida de gas desde el sello, caracterizado […]
Deflector de banda y disposición de laminación, del 6 de Noviembre de 2018, de SMS group GmbH: Deflector de banda para la deflexión sin contacto de un medio de laminación de la superficie de una banda metálica durante el laminado de la […]
Método y aparato para aislar el frio en un equipamiento criogénico, del 29 de Octubre de 2018, de LINDE AKTIENGESELLSCHAFT: Aparato para pulverizar fluido criogénico a una pieza de trabajo que comprende - una tubería de alimentación de fluido criogénico, […]
Procedimiento de suministro de lubricantes en laminado en frío, del 25 de Octubre de 2017, de Arcelormittal: Un procedimiento de suministro de aceite lubricante en laminado en frío para lubricar laminado en laminado en tándem en frío de una lámina de metal a través de una pluralidad […]
 Métodos de fabricación y aparato para la lubricación específica en la laminación de metal en caliente, del 20 de Enero de 2016, de NOVELIS, INC.: Aparato de laminación de metal, comprendiendo dicho aparato:
al menos una caja de laminación que tiene un par de rodillos entre los que se lamina […]
Métodos de fabricación y aparato para la lubricación específica en la laminación de metal en caliente, del 20 de Enero de 2016, de NOVELIS, INC.: Aparato de laminación de metal, comprendiendo dicho aparato:
al menos una caja de laminación que tiene un par de rodillos entre los que se lamina […]
Colector de boquillas, del 25 de Marzo de 2015, de LINDE AKTIENGESELLSCHAFT: Aparato para pulverizar un refrigerante sobre una pieza de trabajo que comprende: un conducto de alimentación de refrigerante , al […]
Control de temperatura de laminador, del 29 de Octubre de 2014, de SIEMENS PLC: Aparato para laminar una lámina o banda de metal que comprende: un par de rodillos de trabajo dispuestos para recibir la banda en una región de contacto […]