PROCEDIMIENTO PARA LA FABRICACIÓN MECÁNICA DE UN ESTERA DE REFUERZO Y DISPOSITIVO DE SOLDADURA.
Procedimiento para la fabricación mecánica de una estera de refuerzo,
en el que varias barras transversales distanciadas entre sí, esencialmente paralelas, son alineadas en forma de rejilla con varias barras longitudinales distanciadas entre sí y son soldadas unas con las otras, en el que en un ciclo de soldadura se sueldan varias, especialmente todas las barras longitudinales con la misma barra transversal, caracterizado porque las barras longitudinales (3) son ajustadas en posición antes de cada ciclo de soldadura con relación a la barra transversal (2) respectiva
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09009486.
Solicitante: PROGRESS MASCHINEN & AUTOMATION AG.
Nacionalidad solicitante: Italia.
Dirección: JULIUS-DURST-STRASSE 100 39042 BRIXEN ITALIA.
B21F27/10TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21F TRABAJO MECANICO O TRATAMIENTO DE ALAMBRE METÁLICO (laminado de metales B21B; por estirado, operaciones auxiliares en relación con el trabajo del metal sin desprendimiento sustancial de materia B21C; atado de objetos en paquetes B65B 13/00). › B21F 27/00 Fabricación de enrejados o telas metálicas (telas de mallas anulares B21F 31/00; en la fabricación de bandas B21F 43/00; mediante la utilización de materiales para tejer D03D). › con cruces soldados.
B21F27/12B21F 27/00 […] › Fabricación de tipos o porciones especiales de enrejados por métodos o medios especialmente adaptados a este uso.
B21F27/12B21F 27/00 […] › Fabricación de tipos o porciones especiales de enrejados por métodos o medios especialmente adaptados a este uso.
B23K11/00B […] › B23MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › Soldadura por resistencia; Seccionamiento por calentamiento por resistencia.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
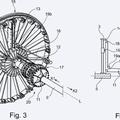
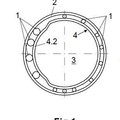
Procedimiento para la fabricación mecánica de una estera de refuerzo y dispositivo de soldadura La invención se refiere a un procedimiento para la fabricación mecánica de una estera de refuerzo, en el que varias barras transversales distanciadas entre sí, esencialmente paralelas, son alineadas en forma de rejilla con varias barras longitudinales distanciadas entre sí y son soldadas unas con las otras, en el que en un ciclo de soldadura se sueldan varias, especialmente todas las barras longitudinales con la misma barra transversal. La invención se refiere también a un dispositivo de soldadura para la realización del procedimiento Hasta ahora era habitual alinear las barras transversales y las barras longitudinales una vez en forma de rejilla, fijarlas en esta posición alineada, lo que se realizaba por medio de instalaciones de guía adecuadas, y soldarlas entre sí. Estos procedimientos son adecuados, en efecto, para la fabricación de esteras de refuerzo reticuladas de manera uniforme, en las que las barras longitudinales y las barras transversales están dispuestas en ángulo recto entre sí. Pero con tales procedimientos apenas se pueden realizar formas especiales. El documento WO 03/047788 A1 muestra un procedimiento para la fabricación mecánica de una estera de refuerzo, en el que varias barras transversales distanciadas entre sí, esencialmente paralelas, son alineadas en forma de rejilla con varias barras longitudinales distanciadas unas de las otras y son soldadas entre sí, siendo soldadas en un ciclo de soldadura varias, especialmente toda las barras longitudinales con la misma barra transversal. El problema de la invención es mejorar un procedimiento nuevo del tipo mencionado al principio con el propósito de que permita también la fabricación de esteras de refuerzo con retículos irregulares o bien esteras de refuerzo no reticuladas. La invención soluciona este problema ajustando en posición las barras longitudinales antes de cada ciclo de soldadura con relación a la barra transversal respectiva, de manera que para la adaptación de los múltiples requerimientos estáticos más diferentes, que se plantean a las esteras de refuerzo a fabricar, de acuerdo con un ejemplo de realización preferido de la invención, puede estar previsto que las barras longitudinales sean ajustadas en posición entre sí con respecto a las barras transversales con diferentes distancias. Por lo tanto, en comparación con los procedimientos conocidos hasta ahora, se indica una etapa adicional del procedimiento, a saber, la etapa del posicionamiento de las barras longitudinales antes del ciclo de soldadura. De acuerdo con otra forma de realización del procedimiento de acuerdo con la invención, en este caso las barras longitudinales son conducidas antes del primer ciclo de soldadura por medio de una instalación de transporte a una instalación de soldadura, antes de que sean ajustadas en posición por medio de un dispositivo de posicionamiento con relación a la primera barra transversal, con la que son soldadas, y sean soldadas, habiéndose revelado que es conveniente para una alineación especialmente sencilla y eficiente de las barras transversales y de las barras longitudinales entre sí que las barras longitudinales estén alojadas móviles libremente entre los ciclos de soldadura individuales. Como ciclo de soldadura se entiende en este caso aquel proceso de trabajo, en el que las barras longitudinales son soldadas con una y la misma barra transversal. Este proceso de soldadura puede ser realizado, por ejemplo, por una cabeza de soldadura desplazable, que suelda de forma sucesiva la primera barra longitudinal, la segunda barra longitudinal, la tercera barra longitudinal, etc. con la barra transversal, o puede ser realizado por medio de cabezas de soldadura que sueldan al mismo tiempo la primer, la segunda, la tercera, etc. barras longitudinales con una barra transversal. Puesto que las barras longitudinales de acuerdo con la invención solamente son alimentadas ya antes del primer ciclo de soldadura al dispositivo de soldadura y las barras longitudinales son alojadas libremente entre los ciclos de soldadura individuales, y son ajustadas en posición antes de cada ciclo de soldadura con relación a la barra transversal respectiva, no es necesario ya fijar las barras longitudinales durante todo el proceso de fabricación para una estera de refuerzo por medio de instalaciones de guía adecuadas. De acuerdo con otro ejemplo de realización de la invención está previsto que las barras longitudinales sean extraídas por medio del dispositivo de posicionamiento directamente desde el dispositivo de transporte y sean ajustadas en posición, a cuyo fin se ha revelado que es conveniente que el dispositivo de posicionamiento presente al menos un elemento de guía móvil vertical para una barra longitudinal. En este caso, se consigue una solución especialmente sencilla cuando las barras transversales se disponen abajo y las barras longitudinales se disponen arriba. En este caso, de acuerdo con otro ejemplo de realización de la invención, la extracción y el ajuste de la posición de las barras longitudinales se pueden realizar a través de la bajada del dispositivo de posicionamiento desde arriba. Con preferencia, las barras longitudinales están alojadas móviles libremente entre los ciclos de soldadura individuales. 2 Desde el punto de vista económico se ha revelado que es conveniente que la soldadura de las barras transversales con las barras longitudinales se realice por medio de una instalación de soldadura, que presenta varias cabezas de soldadura dispuestas móviles, cuya posición mutua es variable horizontal y/o verticalmente, pudiendo realizarse esteras de refuerzo con barras longitudinales, que se extienden inclinadas con respecto a las barras transversales, de manera sencilla cuando la distancia horizontal entre al menos dos cabezas de soldadura se modifica con respecto a la extensión longitudinal de la barra transversal durante dos ciclos de soldadura sucesivos. Además, se consigue una solución sencilla y robusta en cuanto a la construcción cuando de acuerdo con otro ejemplo de realización del procedimiento de acuerdo con la invención, el dispositivo de posicionamiento está conectado con el dispositivo de soldadura y se mueve en común con éste vertical y/u horizontalmente, de manera que se posibilita de una manera sencilla una adaptación especialmente flexible a los más diferentes requerimientos cuando en al menos una cabeza de soldadura del dispositivo de soldadura está dispuesto un elemento de guía del dispositivo de posicionamiento y el elemento de guía se mueve junto con la cabeza de soldadura. Aunque, en principio, también sería concebible alimentar las barras longitudinales directamente desde una máquina enderezadora en dirección a la instalación de soldadura y cortarlas solamente después de la terminación de la estera de refuerzo, de acuerdo con otro ejemplo de realización preferido de la invención, está previsto que las barras transversales y/o longitudinales sean cortadas antes de la alineación en forma de rejilla a una longitud predeterminada. Además, debe indicarse una instalación de soldadura para la conexión de varias barras transversales y longitudinales alineadas entre sí en forma de retículo para formar una estera de refuerzo con varias cabezas de soldadura dispuestas móviles, cuya posición mutua es variable horizontal y/o verticalmente. En los dispositivos de soldadura conocidos hasta ahora, el posicionamiento de las barras longitudinales con respecto a las barras transversales se realiza o bien manualmente o por medio de instalaciones de guía adecuadas, que pueden servir al mismo tiempo para el transporte de las barras longitudinales. Tales dispositivos de soldadura son especialmente adecuados para esteras de refuerzo con un retículo regular e incluso se pueden utilizar para la fabricación de esteras de refuerzo, en las que las barras longitudinales están dispuestas en un retículo irregular, es decir, a diferentes distancias entre sí. La invención se ha planteado el problema de indicar un dispositivo de soldadura del tipo mencionado al principio, con el que se pueden soldar las barras longitudinales sin limitación en cualquier lugar discrecional con las barras transversales. De acuerdo con la invención, esto se consigue porque en el dispositivo de soldadura está dispuesto un dispositivo de posicionamiento, que presenta varios elementos de guía móviles horizontal y verticalmente frente a las barras transversales y es móvil junto con el dispositivo de soldadura, de manera que se ha revelado que es favorable que en al menos una cabeza de soldadura de la instalación de soldadura esté dispuesto un dispositivo de posicionamiento. Puesto que el dispositivo de posicionamiento es desplazable ahora junto con el dispositivo de soldadura, se puede prescindir... [Seguir leyendo]
Reivindicaciones:
1.- Procedimiento para la fabricación mecánica de una estera de refuerzo, en el que varias barras transversales distanciadas entre sí, esencialmente paralelas, son alineadas en forma de rejilla con varias barras longitudinales distanciadas entre sí y son soldadas unas con las otras, en el que en un ciclo de soldadura se sueldan varias, especialmente todas las barras longitudinales con la misma barra transversal, caracterizado porque las barras longitudinales (3) son ajustadas en posición antes de cada ciclo de soldadura con relación a la barra transversal (2) respectiva. 2.- Procedimiento de acuerdo con la reivindicación 1, caracterizado porque las barras longitudinales (3) son ajustadas en posición entre sí con relación a las barras transversales (2) a diferentes distancias (L). 3.- Procedimiento de acuerdo con la reivindicación 1 ó 2, caracterizado porque las barras longitudinales (3) son conducidas antes del primer ciclo de soldadura por medio de un dispositivo de transporte (4) a un dispositivo de soldadura (5), antes de que sean ajustadas en posición por medio de un dispositivo de posicionamiento (6) con relación a la primera barra transversal (2), con la que son soldadas, y son soldadas. 4.- Procedimiento de acuerdo con una de las reivindicaciones 1 a 3, caracterizado porque las barras longitudinales (3) son extraídas directamente desde el dispositivo de transporte (4) y son ajustadas en posición por medio del dispositivo de posicionamiento (6). 5.- Procedimiento de acuerdo con una de las reivindicaciones 1 a 4, caracterizado porque la soldadura de las barras transversales (2) con las barras longitudinales (3) se realiza por medio de un dispositivo de soldadura (5), que presenta varias cabezas de soldadura (8) dispuestas móviles, cuya posición mutua es variable horizontal y/o verticalmente. 6.- Procedimiento de acuerdo con la reivindicación 5, caracterizado porque la distancia horizontal entre al menos dos cabezas de soldadura (8) con relación a la extensión longitudinal de la barra transversal (2) se modifica en dos ciclos de soldadura consecutivos. 7.- Procedimiento de acuerdo con la reivindicación 5 ó 6, caracterizado porque el dispositivo de posicionamiento (6) está conectado con el dispositivo de soldadura (5) y se mueve en común con éste vertical y/u horizontalmente. 8.- Procedimiento de acuerdo con la reivindicación 7, caracterizado porque en al menos una cabeza de soldadura (8) del dispositivo de soldadura (5) está dispuesto un elemento de guía (7) del dispositivo de posicionamiento (6) y el elemento de guía (7) se mueve en común con la cabeza de soldadura (8). 9.- Dispositivo de soldadura para la conexión de varias barras trasversales y barras longitudinales alineadas en forma de re4jilla entre sí para formar una estera de refuerzo, con varias cabezas de soldadura dispuestas móviles, cuya posición mutua es variable horizontal y/o verticalmente, caracterizado porque en el dispositivo de soldadura (5) está dispuesto un dispositivo de posicionamiento (6), que presenta varios elementos de guía (7) móviles horizontal y verticalmente con respecto a las barras transversales (2) y es móvil en común con el dispositivo de soldadura (5). 10.- Dispositivo de soldadura de acuerdo con la reivindicación 9, caracterizado porque en al menos una cabeza de soldadura (8) del dispositivo de soldadura (5) está dispuesto un elemento de guía (7) del dispositivo de posicionamiento (6). 11.- Dispositivo de soldadura de acuerdo con la reivindicación 10, caracterizado porque en cada cabeza de soldadura (8) del dispositivo de soldadura (5) está dispuesto un elemento de guía (7) del dispositivo de posicionamiento (6). 12.- Instalación (9) para la fabricación de una estera de refuerzo reticulada (1) con un dispositivo de soldadura (5) de acuerdo con una de las reivindicaciones 9 a 11. 13.- Uso de una instalación (9) de acuerdo con la reivindicación 12 en un procedimiento de acuerdo con una de las reivindicaciones 1 a 8. 6 7 8 9 11
Patentes similares o relacionadas:
Separador para refuerzos de hormigón, del 17 de Julio de 2019, de Intersig NV: Método de producción de separadores para refuerzos de hormigón y estructuras de hormigón, que comprende:
(a) proporcionar al menos cuatro barras longitudinales […]
Procedimiento y aparato para fabricar jaulas de refuerzo de hormigón y producto obtenido de esta manera, del 3 de Diciembre de 2018, de SCHNELL S.P.A.: Procedimiento para preensamblar refuerzos para hormigón armado consistente en una pluralidad de estribos transversales apropiados para ser fijados […]
Dispositivo para la fabricación de armaduras, del 21 de Noviembre de 2018, de MBK MASCHINENBAU GMBH: Dispositivo para la fabricación de armaduras, en particular de jaulas de armadura para tubos de hormigón con manguito en forma de campana, con […]
Método y sistema para separadores plegables, del 5 de Octubre de 2018, de ANAGNOSTOPOULOS, ANTONIOS: Un sistema para producir separadores a partir de mallas, alambres, varillas o un material de sección transversal prismática, caracterizado por:
[…]
Productos, sistema, y método para la colocación de cubiertas en el extremo de alambres de mallas de separación, del 22 de Febrero de 2017, de ANAGNOSTOPOULOS, ANTONIOS: Sistema para la colocación de cubiertas en extremos de alambres de mallas (1a) de separación,
caracterizado por:
una prensa […]
Conjunto compuesto por al menos dos elementos de pared, del 9 de Noviembre de 2016, de Eberlein, Martin: Conjunto compuesto por un primer y por al menos un segundo elemento de pared , en el que los elementos de pared se unen entre sí de forma móvil o se disponen […]
Dispositivo para la fabricación de jaulas de armadura para segmentos de torres de centrales eólicas, del 12 de Octubre de 2016, de Wobben Properties GmbH: Un dispositivo para fabricar jaulas de armadura para segmentos de torre de instalaciones de energía eólica, en el que una jaula de armadura tiene, […]
Armadura asimétrica para pilotes de contención y máquina para su fabricación, del 3 de Junio de 2015, de I-TEK ASSEMBLING STEEL, S.E: Armadura asimétrica que resiste los esfuerzos a que se ven sometidas dichas armaduras antes de colocarse en su disposición definitiva para ser envueltas de hormigón […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Dispositivo para la fabricación de armaduras, del 21 de Noviembre de 2018, de MBK MASCHINENBAU GMBH: Dispositivo para la fabricación de armaduras, en particular de jaulas de armadura para tubos de hormigón con manguito en forma de campana, con […]
Dispositivo para la fabricación de armaduras, del 21 de Noviembre de 2018, de MBK MASCHINENBAU GMBH: Dispositivo para la fabricación de armaduras, en particular de jaulas de armadura para tubos de hormigón con manguito en forma de campana, con […]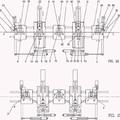 Método y sistema para separadores plegables, del 5 de Octubre de 2018, de ANAGNOSTOPOULOS, ANTONIOS: Un sistema para producir separadores a partir de mallas, alambres, varillas o un material de sección transversal prismática, caracterizado por:
[…]
Método y sistema para separadores plegables, del 5 de Octubre de 2018, de ANAGNOSTOPOULOS, ANTONIOS: Un sistema para producir separadores a partir de mallas, alambres, varillas o un material de sección transversal prismática, caracterizado por:
[…] Armadura asimétrica para pilotes de contención y máquina para su fabricación, del 3 de Junio de 2015, de I-TEK ASSEMBLING STEEL, S.E: Armadura asimétrica que resiste los esfuerzos a que se ven sometidas dichas armaduras antes de colocarse en su disposición definitiva para ser envueltas de hormigón […]
Armadura asimétrica para pilotes de contención y máquina para su fabricación, del 3 de Junio de 2015, de I-TEK ASSEMBLING STEEL, S.E: Armadura asimétrica que resiste los esfuerzos a que se ven sometidas dichas armaduras antes de colocarse en su disposición definitiva para ser envueltas de hormigón […]