PROCEDIMIENTO PARA LA FABRICACION DE UN CAMPO DE COCCION Y CAMPO DE COCCION.
Procedimiento para la fabricación de un campo de cocción y campo de cocción.
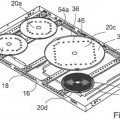
La invención se refiere a un procedimiento para la fabricación de un campo de cocción, en el que en un proceso de ensamblaje al menos un elemento funcional o de diseño (5, 7, 9) es pegado con una placa de campo de cocción (1) mediante un primer material adhesivo (11), resistente al calor. Según la invención, junto al primer material adhesivo (11) es utilizado un segundo material adhesivo (13), de endurecimiento rápido en comparación con el primer material adhesivo (11)
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200801781.
Solicitante: BSH ELECTRODOMESTICOS ESPAÑA S.A..
Nacionalidad solicitante: España.
Provincia: ZARAGOZA.
Inventor/es: SAINZ ABASCAL,LEOPOLDO.
Fecha de Solicitud: 4 de Junio de 2008.
Fecha de Publicación: .
Fecha de Concesión: 6 de Julio de 2011.
Clasificación Internacional de Patentes:
- F24C15/10C
Clasificación PCT:
- F24C15/10 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F24 CALEFACCION; HORNILLAS; VENTILACION. › F24C ESTUFAS U HORNILLAS DE USO DOMESTICO (exclusivamente para combustibles sólidos F24B ); DETALLES DE LAS ESTUFAS U HORNILLAS DE USO DOMESTICO, DE APLICACION GENERAL. › F24C 15/00 Detalles. › Superficies, p. ej. placas calefactoras; Arandelas o anillos (tapas de cubierta o protectores contra salpicaduras F24C 15/12; bandejas de derrame o ranuras F24C 15/14).
Fragmento de la descripción:
Procedimiento para la fabricación de un campo de cocción y campo de cocción.
La invención se refiere a un procedimiento para la fabricación de un campo de cocción según el concepto general de la reivindicación 1, así como a un campo de cocción según la reivindicación 14.
En la fabricación de campos de cocción son pegados elementos funcionales o de diseño fabricados de metal o material plástico de manera sencilla en cuanto a la técnica de producción con la placa de campo de cocción fabricada por ejemplo de material de vitrocerámica. Como es conocido, en tales materiales no porosos se puede utilizar un material adhesivo de silicona que, en caso de buena fuerza adhesiva, puede actuar en doble función también como una masa de selladura.
En un procedimiento genérico para la fabricación de un campo de cocción, en un proceso de adhesión el elemento funcional o de diseño es pegado con la placa de campo de cocción mediante un primer material adhesivo, resistente al calor.
Un procesamiento subsiguiente de la placa de campo de cocción tras el proceso de adhesión puede producirse no antes de que el material adhesivo resistente al calor esté endurecido y, por consiguiente, el elemento funcional o de diseño esté asegurado de manera estacionaria en su posición de instalación. La fase de endurecimiento puede ascender en el caso de un adhesivo de silicona a hasta dos días, a través de lo cual en el proceso de producción se producen en total tiempos de ciclo extensos.
La tarea de la invención consiste en poner a disposición un procedimiento para la fabricación de un campo de cocción, así como un campo de cocción que pueda ser producido en un tiempo de ciclo reducido.
La tarea se resuelve mediante las características de la reivindicación 1 o de la reivindicación 14. En las reivindicaciones secundarias están expuestos perfeccionamientos preferidos de la invención.
Según la parte caracterizadora de la reivindicación 1, junto al primer material adhesivo es utilizado un segundo material adhesivo, de endurecimiento rápido en comparación con el primer material adhesivo. El segundo material adhesivo, de endurecimiento rápido, puede asegurar preferiblemente durante la fase de endurecimiento del primer material adhesivo el elemento funcional o de diseño en su posición de instalación de manera estacionaria. De este modo, después de que el primer material adhesivo, resistente al calor, todavía no endurecido esté aplicado, se puede producir directamente un procesamiento subsiguiente de la placa de campo de cocción. Por lo tanto, se prescinde de un almacenamiento transitorio del campo de cocción que requiera mucho tiempo hasta el final de la fase de endurecimiento del primer material adhesivo, resistente al calor.
El primer material adhesivo resistente al calor puede ser preferiblemente un material adhesivo de silicona. Éste presenta como es conocido una buena solidez permanente en caso de cargas por presión o de tracción, así como una buena capacidad adhesiva en caso de materiales no porosos, como por ejemplo vidrio, metal o material plástico. Otra ventaja del material adhesivo de silicona consiste en su gran elasticidad, de modo que en función doble es utilizable también como masa de selladura entre el elemento funcional y de diseño y la placa de campo de cocción. No obstante, la fase de endurecimiento de un material adhesivo de silicona puede ascender a hasta un orden de magnitud de 48 horas.
En contraposición a un material adhesivo de silicona de tal tipo, el segundo material adhesivo, de endurecimiento rápido en comparación con el primer material adhesivo, puede ser un material adhesivo fundente, que a temperatura ambiente sea sólido y sea procesable mediante fusión superficial. La masa fundida de material adhesivo caliente puede ser aplicada sobre la pieza que ha de ser pegada e, inmediatamente, ser unida con una segunda pieza. Directamente tras el enfriamiento y solidificación del material adhesivo fundente, la unión es sólida y capaz de funcionar. Tales materiales adhesivos fundentes son denominados a menudo también como "masas de fusión por calor" (hotmelts). La fase de endurecimiento de un material adhesivo fundente de tal tipo está limitada a pocos segundos, dentro de tal espacio de tiempo el material adhesivo fundente situado entre las piezas unidas se enfría de nuevo.
Preferiblemente, en un primer paso de trabajo del proceso de ensamblaje, tanto el primer como el segundo material adhesivo pueden ser aplicados sobre al menos una de las superficies de contacto del elemento funcional o de diseño y de la placa de campo de cocción. En caso de empleo de un material adhesivo fundente como segundo material adhesivo, éste es aplicado sobre la superficie de contacto respectiva a temperaturas de procesamiento elevadas correspondientemente. A continuación, las superficies de contacto del elemento funcional o de diseño y de la placa de campo de cocción son unidas una a la otra, es decir, son presionadas en contacto una con otra dado el caso bajo carga por presión. El segundo material adhesivo de endurecimiento rápido asegura ya tras pocos segundos el elemento funcional o de diseño de manera estacionaria en su posición de instalación, mientras que el primer material adhesivo, de endurecimiento lento, así como resistente al calor, aún se endurece y aún pone a disposición una fuerza adhesiva reducida.
Preferiblemente, los materiales adhesivos primero y segundo son aplicados sobre lugares de adhesión dispuestos uno al lado de otro de la superficie de contacto respectiva del elemento funcional o de diseño, o bien de la placa de campo de cocción. La aplicación de los dos materiales adhesivos sobre la superficie de contacto puede producirse en un paso de trabajo común.
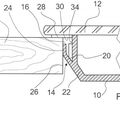
Una mezcla de los materiales adhesivos primero y segundo aplicados puede perjudicar, dado el caso, sus propiedades en lo referente a resistencia al calor, tiempo de endurecimiento o fuerza adhesiva. Por lo tanto, los lugares de adhesión primero y segundo previstos sobre al menos una superficie de contacto para el material adhesivo primero y segundo en cada caso pueden preferiblemente ser separados uno de otro a través de una barrera moldeada o a través de una distancia libre, para evitar en gran medida una mezcla de ambos materiales adhesivos.
La barrera moldeada actúa como un elemento separador, que puede ser un componente separado o está integrado en el elemento funcional o de diseño. En cuanto a la técnica de producción, es preferido si la barrera moldeada es integrada con uniformidad de material y/o en una pieza en la superficie de contacto de en especial el elemento funcional y de diseño. Una barrera moldeada de tal tipo puede realizarse de manera sencilla en especial en la configuración del elemento funcional y de diseño como una pieza curvada de chapa. En este caso, la barrera moldeada puede ser, a modo de ejemplo, un escalonamiento o canto curvado previsto entre los lugares de adhesión. De manera diferente a esto, la barrera moldeada puede ser cualquier irregularidad en la superficie de contacto que impida una mezcla de los dos materiales adhesivos.
En el proceso de ensamblaje, es de importancia que en especial el primer material adhesivo, resistente al calor, tras el proceso de ensamblaje esté dispuesto con un grosor de material predeterminado entre el elemento funcional o de diseño y la placa de campo de cocción. Ante este antecedente, el lugar de adhesión asignado al primer material adhesivo puede estar retraído, por ejemplo mediante el escalonamiento que actúa como barrera moldeada, en una diferencia de altura con respecto al segundo lugar de adhesión, sobre el que es aplicado el segundo material adhesivo, de endurecimiento rápido. Mediante esta diferencia de altura puede ser fijado el grosor de material del segundo material adhesivo.
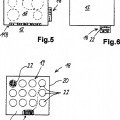
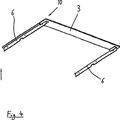
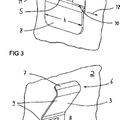
En una forma de realización especial, el elemento funcional o de diseño puede ser un listón de marco que pueda ser pegado como protección de cantos sobre los bordes laterales de la placa de campo de cocción. En especial en este caso, el primer material adhesivo puede estar introducido con forma de tira, por ejemplo como una tira de selladura, entre el elemento funcional y de diseño y la placa de campo de cocción. Por otro lado, el segundo material adhesivo, de endurecimiento rápido, puede ser aplicado con empleo de material reducido en puntos de adhesión separados unos de otros. Éstos pueden extenderse a lo largo del primer material adhesivo aplicado con forma de tira. En este caso, el primer material adhesivo, resistente...
Reivindicaciones:
1. Procedimiento para la fabricación de un campo de cocción, en el que en un proceso de ensamblaje al menos un elemento funcional o de diseño (5, 7, 9) es pegado con una placa de campo de cocción (1) mediante un primer material adhesivo (11), resistente al calor, caracterizado porque junto al primer material adhesivo (11) es utilizado un segundo material adhesivo (13), de endurecimiento rápido en comparación con el primer material adhesivo (11).
2. Procedimiento según la reivindicación 1, caracterizado porque el segundo material adhesivo (13), de endurecimiento rápido, al menos durante una fase de endurecimiento del primer material adhesivo (11) asegura el elemento funcional o de diseño (5, 7, 9) de manera estacionaria en su posición de instalación.
3. Procedimiento según la reivindicación 1 ó 2, caracterizado porque el primer material adhesivo (11), resistente al calor, es un material adhesivo de silicona.
4. Procedimiento según la reivindicación 1, 2 ó 3, caracterizado porque el segundo material de adhesivo (13), de endurecimiento rápido, es un material adhesivo fundente.
5. Procedimiento según una de las reivindicaciones enunciadas anteriormente, caracterizado porque, en un primer paso de trabajo, tanto el primer como el segundo material adhesivo (11, 13) son aplicados sobre al menos una de las superficies de contacto (23) del elemento funcional o de diseño (5, 7, 9) y de la placa de campo de cocción (1), y, en un segundo paso de trabajo, las superficies de contacto (23) son presionadas en contacto una con otra.
6. Procedimiento según una de las reivindicaciones enunciadas anteriormente, caracterizado porque los materiales adhesivos primero y segundo (11, 13) son colocados sobre lugares de adhesión (27, 29) dispuestos uno al lado del otro de la superficie de contacto (23) respectiva del elemento funcional o de diseño (5, 7, 9) o de la placa de campo de cocción (1).
7. Procedimiento según una de las reivindicaciones enunciadas anteriormente, caracterizado porque el primer lugar de adhesión (27) previsto para el primer material adhesivo (11) y el segundo lugar de adhesión (29) previsto para el segundo material adhesión (13) son separados uno de otro a través de una barrera moldeada (25) o a través de una distancia libre (a).
8. Procedimiento según la reivindicación 7, caracterizado porque la barrera moldeada (25) es integrada con uniformidad de material y/o en una pieza en la superficie de contacto (23) de en especial el elemento funcional y de diseño (5, 7, 9).
9. Procedimiento según la reivindicación 7 u 8, caracterizado porque la barrera moldeada (25) es un escalonamiento, canto curvado, o similares, previsto entre los lugares de adhesión (27, 29).
10. Procedimiento según una de las reivindicaciones enunciadas anteriormente, caracterizado porque el lugar de adhesión (27) asignado al primer material adhesivo (11) es retraído, por ejemplo mediante el escalonamiento (25), en una diferencia de altura (Δh) con respecto al lugar de adhesión (29) asignado al segundo material adhesivo (13), tal diferencia de altura (Δh) fija esencialmente un grosor de material del segundo material adhesivo (13).
11. Procedimiento según una de las reivindicaciones enunciadas anteriormente, caracterizado porque el primer material adhesivo (13) es introducido con forma de tira, en especial como tira de selladura, entre el elemento funcional o de diseño configurado en especial como listón de marco (7) y la placa de campo de cocción (1).
12. Procedimiento según la reivindicación 11, caracterizado porque el segundo material adhesivo (13) es aplicado de manera discontinua en puntos de adhesión separados unos de otros, que se extienden a lo largo del primer material adhesivo (11) aplicado con forma de tira.
13. Procedimiento según una de las reivindicaciones enunciadas anteriormente, caracterizado porque entre un borde exterior (33) del elemento funcional y de diseño (5, 7, 9) y el segundo material adhesivo (13), de endurecimiento rápido, retraído con respecto al borde exterior (33), es dispuesto el primer material adhesivo (11), resistente al calor.
14. Campo de cocción con una placa de campo de cocción (1), en la que está pegado al menos un elemento funcional y de diseño (5, 7, 9) según el procedimiento según una de las reivindicaciones enunciadas anteriormente.
15. Campo de cocción según la reivindicación 14, caracterizado porque la placa de campo de cocción (1) está realizada como placa de vitrocerámica o como placa de vidrio templado.
16. Campo de cocción según la reivindicación 14 ó 15, caracterizado porque como elemento funcional o de diseño (5) está prevista una ménsula de sujeción para la fijación de la placa de campo de cocción a una base de campo de cocción.
Patentes similares o relacionadas:
 CAMPO DE COCCION CON UN MARCO DE MONTAJE Y UN SOPORTE METALICO, del 14 de Junio de 2011, de BSH ELECTRODOMESTICOS ESPAÑA S.A.: Campo de cocción con un marco de montaje y un soporte metálico. La invención parte de un campo de cocción con al menos un elemento de calentamiento (12a - 12d) fijado sobre […]
CAMPO DE COCCION CON UN MARCO DE MONTAJE Y UN SOPORTE METALICO, del 14 de Junio de 2011, de BSH ELECTRODOMESTICOS ESPAÑA S.A.: Campo de cocción con un marco de montaje y un soporte metálico. La invención parte de un campo de cocción con al menos un elemento de calentamiento (12a - 12d) fijado sobre […]
 ENCIMERA DE COCCIÓN CON DISPOSITIVO DE MANDO, del 15 de Abril de 2011, de E.G.O. ELEKTRO-GERATEBAU GMBH: Encimera de cocción con una placa de cocción , un dispositivo de mando dispuesto dentro de esta y un dispositivo de […]
ENCIMERA DE COCCIÓN CON DISPOSITIVO DE MANDO, del 15 de Abril de 2011, de E.G.O. ELEKTRO-GERATEBAU GMBH: Encimera de cocción con una placa de cocción , un dispositivo de mando dispuesto dentro de esta y un dispositivo de […]
 ENCIMERA DE COCINA CON UN ALOJAMIENTO Y UNA UNIDAD, del 21 de Enero de 2011, de ELECTROLUX HOME PRODUCTS CORPORATION N.V.: Encimera de cocina con un alojamiento y una unidad , a) donde la unidad está compuesta por una placa de cocción o asado a la plancha para una cocina y un campo de control […]
ENCIMERA DE COCINA CON UN ALOJAMIENTO Y UNA UNIDAD, del 21 de Enero de 2011, de ELECTROLUX HOME PRODUCTS CORPORATION N.V.: Encimera de cocina con un alojamiento y una unidad , a) donde la unidad está compuesta por una placa de cocción o asado a la plancha para una cocina y un campo de control […]
 DISPOSITIVO CON UNA CARCASA DE CAMPO DE COCCION, del 4 de Enero de 2011, de BSH ELECTRODOMESTICOS ESPAÑA S.A.: Dispositivo con una carcasa de campo de cocción para el alojamiento de al menos un elemento de calentamiento comprendiendo al menos un elemento de resorte para la […]
DISPOSITIVO CON UNA CARCASA DE CAMPO DE COCCION, del 4 de Enero de 2011, de BSH ELECTRODOMESTICOS ESPAÑA S.A.: Dispositivo con una carcasa de campo de cocción para el alojamiento de al menos un elemento de calentamiento comprendiendo al menos un elemento de resorte para la […]
 ELEMENTO DE FIJACION PARA FIJAR UN COMPONENTE A UN ELEMENTO DE SOPORTE, del 16 de Marzo de 2010, de ELECTROLUX HOME PRODUCTS CORPORATION N.V.: Combinación de un elemento de fijación y un elemento de soporte, comprendiendo un elemento de fijación para la fijación de un componente, particularmente una encimera […]
ELEMENTO DE FIJACION PARA FIJAR UN COMPONENTE A UN ELEMENTO DE SOPORTE, del 16 de Marzo de 2010, de ELECTROLUX HOME PRODUCTS CORPORATION N.V.: Combinación de un elemento de fijación y un elemento de soporte, comprendiendo un elemento de fijación para la fijación de un componente, particularmente una encimera […]
Placa de cocción y sistema de refrigeración de la placa de cocción, del 15 de Julio de 2020, de Groupe Brandt: Placa de cocción que comprende un plano de cocción (Pc), al menos un elemento de calentamiento que se extiende en un plano de calentamiento (P) situado debajo […]
Sistema de cocción, del 19 de Junio de 2020, de BSH ELECTRODOMESTICOS ESPAÑA S.A.: La presente invención hace referencia a un sistema de cocción (10a-b), en particular, a un sistema de cocción por inducción, con al menos […]
Aparato de cocción con una placa superior, del 15 de Junio de 2020, de BSH ELECTRODOMESTICOS ESPAÑA S.A.: La invención describe un aparato de cocción que comprende una placa superior , una pared inferior y al menos cuatro paredes laterales […]