DISPOSITIVO Y PROCEDIMIENTO PARA LA FABRICACIÓN DE BOLSAS DE PLÁSTICO.
Dispositivo (1) para la conexión de al menos dos componentes, que contienen plástico, de bolsas (2, 2') o piezas de manguera con un procedimiento de sellado y/o de encolado, con preferencia en la fabricación de bolsas (2, 2') a partir de tejido de plástico recubierto, que comprende las siguientes características:
- una instalación de transporte, con la que se pueden transportar las bolsas (2, 2') o piezas de manguera en una dirección de la circulación (z), - una instalación de calefacción (13, 14), con la que se pueden calentar al menos las superficies a unir de los al menos dos componentes hasta por encima de la temperatura de plastificación, y - una instalación de prensado (10, 11, 12) para la compresión de los dos componentes, que se conecta en la dirección de avance de las piezas de manguera en la instalación de calefacción, y con la que se pueden poner en contacto y/o comprimir los al menos dos componentes, mientras sus superficies están todavía plastificadas, caracterizado porque está prevista una instalación de precalentamiento (20), - con la que se puede impulsar al menos uno de los al menos dos componentes de las bolsas (2, 2') o piezas de manguera con un fluido caliente en forma de gas y se puede calentar a una temperatura por encima de la temperatura ambiente, - cuya instalación de precalentamiento está dispuesta en la dirección de avance (z) de las bolsas (2, 2') o de las piezas de manguera delante de la instalación de calefacción (13, 14) y que comprende canales de circulación (22), que son atravesados por la corriente de fluido, de manera que al menos una zona extrema de un canal de circulación (22) respectivo se puede conectar con al menos una pieza de unión (28, 28'), cuya pieza de unión (28, 28') se puede desplazar dentro y a lo largo de los canales de circulación
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2008/050393.
Solicitante: WINDMOLLER & HOLSCHER KG.
Nacionalidad solicitante: Alemania.
Dirección: MUNSTERSTRASSE 50 49525 LENGERICH ALEMANIA.
Inventor/es: HAGER, CHRISTIAN, RUBBEL,Christian.
Fecha de Publicación: .
Fecha Solicitud PCT: 15 de Enero de 2008.
Clasificación Internacional de Patentes:
- B31B1/72
- B31B19/64C
Clasificación PCT:
- B31B1/72
- B31B19/64
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
Fragmento de la descripción:
La invención se refiere a un dispositivo y a un procedimiento para la unión de al menos dos componentes de bolsas o de piezas de manguera de plástico con un procedimiento de sellado y/o de encolado.
Se conocen dispositivos y procedimientos para la fabricación de bolsas de plástico. En este caso, estas 5 piezas de manguera de plástico sirven a menudo como piezas de trabajo de partida, que pueden estar constituidas, por ejemplo, por un tejido de plástico recubierto. Este tejido de plástico se fabrica a menudo a partir de cintas de plástico estiradas, que son tejidas en una tejedora para formar un tejido redondo. Otra posibilidad es la creación de un tejido plano, que se conforma posteriormente por medio de unión de los lados longitudinales en una manguera.
El recubrimiento del tejido de plástico se puede realzar de dos maneras. Así, por ejemplo, las cintas 10 estiradas son recubiertas antes de ser tejidas. No obstante, se ofrece proveer el tejido acabado en conjunto con un recubrimiento por un lado o por los dos lados.
La estructura del tejido a partir d cintas de plástico estiradas y de un recubrimiento presta a este material propiedades especiales, Las cintas de plástico estiradas son muy resistentes a la rotura y conducen, en una pieza de trabajo fabricada a partir de ellas, a una resistencia alta, que existe en virtud de la operación de tejido en todas 15 las direcciones de carga posibles. No obstante, para poder unir entre sí diferentes componentes de tales piezas de trabajo, se prepara el recubrimiento, que se adhiere fuertemente a las cintas de plástico. A través de procesos químicos o térmicos, estos recubrimientos se sueldan entre sí, cuando deben unirse dos componentes de tales piezas de plástico o bolsas. El ensayo de unir las cintas de plástico directamente con tales procesos, conduce con frecuencia a un perjuicio de la resistencia. Esto se aplica sobre todo cuando actúa calor sobre las cintas de plástico. 20
Durante la fabricación de bolsas a partir de un tejido de plástico recubierto, se pueden unir entre sí componentes, por ejemplo pliegues interiores o bien solapas del fondo posterior. El proceso de fabricación se desarrolla de la siguiente manera: en primer lugar se extiende y se alisa al menos un extremo de una pieza de manguera separada desde una manguera, de manera que se obtienen un rectángulo de fondo abierto y pliegues interiores angulares laterales de forma triangular. A continuación se puede insertar un recorte de válvula o una pieza 25 de manguera de válvula en el fondo abierto. A continuación se cierra el fondo, plegando hacia dentro los cantos longitudinales del rectángulo del fondo, que no están adyacentes a los pliegues interiores angulares y se unen entre sí así como, en caso necesario, con los pliegues interiores angulares y/o con la pieza de trabajo que forma la válvula. Por último, se puede fijar todavía sobre el fondo, para prestarle una resistencia todavía más elevada, una llamada hoja de cubierta del fondo. 30
La publicación DE 198 18 720 A1 propone utilizar aire caliente con temperatura definida para conectar componentes de tejido de plástico recubierto. A través del aire caliente se plastifica o bien se desprende inicialmente el recubrimiento. El calor es conducido en este caso sobre las superficies a unir entre sí de los componentes respectivos, evitando un calentamiento demasiado fuerte del tejido propiamente dicho. A continuación se ponen las superficies en contacto entre sí y se prensan los componentes entre sí. Este prensado se realiza a través de medios 35 de prensado como por ejemplos dos rodillos, que forman un intersticio entre los rodillos, a través del cual se conducen los componentes, mientras los recubrimientos superficiales están todavía plastificados. Después del enfriamiento, se unen fijamente entre sí las dos superficies y, por lo tanto, los componentes de las piezas de manguera o de las bolsas. Este procedimiento, en el que se unen las superficies prefundidas, se designa como procedimiento de sellado. Entre las superficies a unir se puede introducir un adhesivo, por ejemplo plástico licuado 40 por medio de calor.
Sin embargo, en el dispositivo conocido es un inconveniente que durante el calentamiento del recubrimiento de la pieza de trabajo respectiva, el tiempo de circulación debe sincronizarse con la alimentación de energía o bien de calor proporcionados por la corriente de aire caliente. Esto significa que la pieza de trabajo solamente se puede mover a través del dispositivo tan rápidamente como se pueda plastificar también el recubrimiento. De esta manera, 45 se ponen limitaciones al rendimiento, es decir, al número de las bolsas fabricadas por unidad de tiempo, de un dispositivo.
Por lo tanto, el cometido de la presente invención es modificar un dispositivo conocido de tal forma que sea posible un rendimiento más elevado con respecto a la fabricación de la bolsa.
El cometido se soluciona a través de un dispositivo con los rasgos característicos de la reivindicación 1 y por 50 medio de un procedimiento con los rasgos característicos de la reivindicación 11.
De acuerdo con ello, está prevista una instalación de precalentamiento, con la que se puede impulsar al menos uno de los componentes a unir de piezas de manguera con un fluido en forma de gas caliente y se puede llevar a una temperatura, que está por encima de la temperatura ambiente. La instalación de precalentamiento está dispuesta delante de la instalación de calentamiento en la dirección de la circulación de las piezas de manguera o 55 bien de las bolsas.
Durante este proceso de precalentamiento, los componentes de las piezas de manguera no deberían llevarse, a ser posible, a una temperatura por encima de la temperatura de plastificación. No obstante, esto no siempre se puede evitar o incluso puede ser deseable. El fluido en forma de gas, que se utiliza para el precalentamiento de los componentes, presenta una temperatura, que es esencialmente más alta que la temperatura de plastificación, por ejemplo 400 ºC. A tal temperatura, la temperatura a la que se calientan en último 5 término los componentes, depende también del tiempo de residencia de los componentes respectivos en la zona de actuación del dispositivo de precalentamiento.
Por lo tanto, con la presente invención es posible también conducir a los componentes a unir ya energía térmica antes de que se inicie el proceso de unión propiamente dicho. La instalación de calefacción no tiene que conducir a los componentes a continuación ya tanto calor como en un dispositivo sin instalación de 10 precalentamiento. Por lo tanto, los componentes a unir pueden circular más rápidamente a través de la instalación de calefacción, lo que eleva la producción de un dispositivo de acuerdo con la invención con respecto a un dispositivote acuerdo con el estado de la técnica. La invención ofrece otras ventajas en una de sus configuraciones, como se explica a continuación.
En una configuración ventajosa del dispositivo, en la instalación de precalentamiento están previstos canales 15 de circulación, que son atravesados por una corriente de fluido atemperado, estando el fluido en forma de gas. Se entiende que el fluido se puede aplicar lo más estrechamente posible a las superficies a unir, para obtener la mejor transmisión de calor posible.
En el caso de utilización de un fluido en forma de gas, es especialmente ventajoso conducir este fluido directamente sobre los componentes de la pieza de manguera. A tal fin, los canales de circulación pueden presentar 20 orificios, con los que se puede conducir el fluido sobre los componentes. En este caso, la transmisión de calor alcanzada es especialmente grande.
En una configuración ventajosa, los canales de circulación comprenden escotaduras, que están realizadas en al menos una superficie, dirigida hacia los componentes a atemperar, de la instalación de precalentamiento, que está dirigida hacia los componentes a atemperar. Esto se puede realizar de una manera especialmente sencilla 25 cuando la instalación de precalentamiento comprende una pieza metálica, por ejemplo una placa de aluminio en forma de paralelepípedo, que está dirigida con su plano exterior máximo hacia la pieza de manguera o hacia la bolsa.
En este caso, es ventajoso que las escotaduras estén configuradas de forma arqueada. Esto significa que la sección transversal puede estar, por ejemplo, en forma semicircular. Independientemente de la forma de la sección 30 transversal, esta escotadura está abierta sobre...
Reivindicaciones:
1. Dispositivo (1) para la conexión de al menos dos componentes, que contienen plástico, de bolsas (2, 2') o piezas de manguera con un procedimiento de sellado y/o de encolado, con preferencia en la fabricación de bolsas (2, 2') a partir de tejido de plástico recubierto, que comprende las siguientes características:
- una instalación de transporte, con la que se pueden transportar las bolsas (2, 2') o piezas de manguera en una dirección de la circulación (z), 5
- una instalación de calefacción (13, 14), con la que se pueden calentar al menos las superficies a unir de los al menos dos componentes hasta por encima de la temperatura de plastificación, y
- una instalación de prensado (10, 11, 12) para la compresión de los dos componentes, que se conecta en la dirección de avance de las piezas de manguera en la instalación de calefacción, y con la que se pueden poner en contacto y/o comprimir los al menos dos componentes, mientras sus superficies están todavía 10 plastificadas, caracterizado porque está prevista una instalación de precalentamiento (20),
- con la que se puede impulsar al menos uno de los al menos dos componentes de las bolsas (2, 2') o piezas de manguera con un fluido caliente en forma de gas y se puede calentar a una temperatura por encima de la temperatura ambiente,
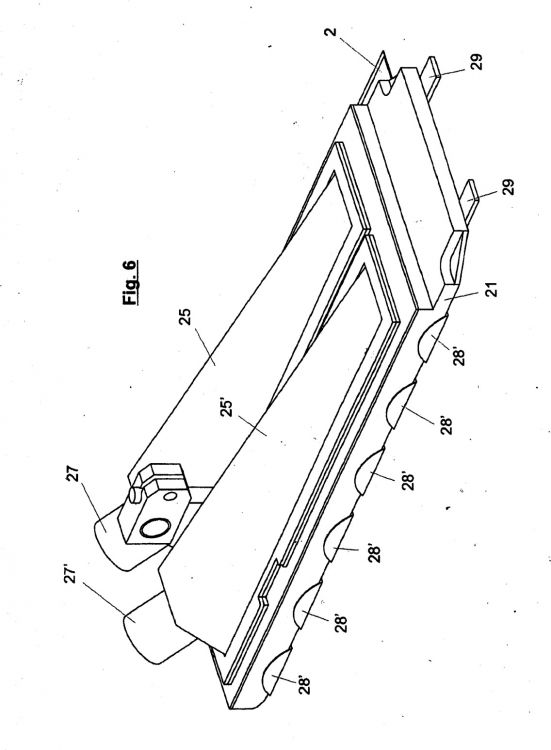
- cuya instalación de precalentamiento está dispuesta en la dirección de avance (z) de las bolsas (2, 2') o de 15 las piezas de manguera delante de la instalación de calefacción (13, 14) y que comprende canales de circulación (22), que son atravesados por la corriente de fluido, de manera que al menos una zona extrema de un canal de circulación (22) respectivo se puede conectar con al menos una pieza de unión (28, 28'), cuya pieza de unión (28, 28') se puede desplazar dentro y a lo largo de los canales de circulación.
2. Dispositivo de acuerdo con una de las reivindicaciones anteriores, caracterizado porque por medio de la 20 instalación de precalentamiento (20) se puede conducir un fluido caliente en forma de gas directamente sobre uno de los al menos dos componentes de una bolsa (2, 2') o de una pieza de manguera.
3. Dispositivo de acuerdo con una de las reivindicaciones anteriores, caracterizado porque los canales de circulación (22) comprenden escotaduras realizadas en una superficie dirigida hacia los componentes a calentar de las piezas de manguera. 25
4. Dispositivo de acuerdo con una de las reivindicaciones anteriores, caracterizado porque las escotaduras está configuradas de forma arqueada y están abiertas en dirección a los componentes a unir de las piezas de manguera.
5. Dispositivo de acuerdo con una de las reivindicaciones anteriores, caracterizado porque los canales de circulación (22) se extienden transversalmente a la dirección de transporte (z) de las bolsas (2, 2') o de las piezas de 30 manguera.
6. Dispositivo de acuerdo con una de las reivindicaciones anteriores, caracterizado porque sobre superficies exteriores del dispositivo de precalentamiento, que están alejadas de los componentes de las bolsas (2, 2') o piezas de manguera, están dispuestos al menos un primer cuerpo hueco (25) y al menos un segundo cuerpo hueco (25'), cuyas cavidades (26, 26') se comunica al menos con un canal de circulación (22). 35
7. Dispositivo de acuerdo con la reivindicación anterior, caracterizado porque la instalación de precalentamiento comprende conductos, por ejemplo agujeros de paso, cuyos primeros extremos desembocan en los canales de circulación y cuyos segundos extremos desembocan en una de las cavidades de los cuerpos huecos.
8. Dispositivo de acuerdo con la reivindicación anterior, caracterizado porque cada cuerpo hueco (25, 25') dispone de racores de conexión (27, 27'), a través de los cuales se puede introducir o se puede aspirar un fluido en 40 la cavidad respectiva.
9. Dispositivo de acuerdo con la reivindicación anterior, caracterizado porque un primer cuerpo hueco (25) está conectado con un dispositivo para el calentamiento de fluido, que introduce el fluido caliente con sobrepresión en la cavidad (26) correspondiente, y un segundo cuerpo hueco (25') se puede conectar con una instalación de generación de presión negativa, que aspira el fluido, de manera que el primero y el segundo cuerpos huecos están 45 conectados entre sí a través de al menos un canal de circulación (22) y conductos (por ejemplo taladros (24)), de manera que el fluido circula en una dirección predeterminada de la circulación.
10. Dispositivo de acuerdo con la reivindicación anterior, caracterizado porque cuando los componentes a calentar están constituidos por una primera parte del componente (16) y una segunda parte del componente (17), de manera que la primera parte del componente (16) solapa con contacto la segunda parte del componente (17), la 50 dirección de la circulación (x) se extiende desde la primera parte del componente (16) en la dirección de la segunda parte del componente.
11. Procedimiento para la conexión de al menos dos componentes, que contienen plástico, de bolsas o piezas de manguera por medio de sellado y/o de encolado, con preferencia en la fabricación de bolsas a partir de tejido de plástico recubierto,
- en el que las bolsas o las piezas de manguera son transportadas con una instalación de transporte en una dirección de avance, 5
- en el que al menos las superficies a sellar de los al menos dos componentes son calentadas por medio de una instalación de calefacción hasta por encima de la temperatura de plastificación, y
- en el que los dos componentes son comprimidos después del calentamiento, mientras sus superficies están todavía plastificadas,
caracterizado porque al menos uno de los al menos dos componentes de las piezas de manguera es precalentado 10 por medio de un fluido caliente en forma de gas a una temperatura por encima de la temperatura ambiente, de manera que el precalentamiento se realiza antes de que las bolsas o las piezas de manguera lleguen a la instalación de calefacción, siendo conducido el fluido a través de canales de circulación, siendo cerrada al menos una zona extrema de un canal de circulación (22) con al menos una pieza de cierre (28, 28'), cuya pieza de cierre (28, 28') es llevada a una posición deseada a través de desplazamiento dentro y a lo largo de los canales de circulación. 15
12. Procedimiento de acuerdo con la reivindicación anterior, caracterizado porque al menos uno de los al menos dos componentes de las piezas de manguera es calentado por medio del fluido caliente en forma de gas a una temperatura por debajo de la temperatura de plastificación.
Siguen cinco páginas de dibujos.
Patentes similares o relacionadas:
Método para proteger el borde no recortado de un cartón o un papel, del 1 de Julio de 2015, de STORA ENSO OYJ: Un método para proteger el borde no recortado de cartón o papel en el que dos bordes no recortados adyacentes de cartón o papel están protegidos y unidos a tope […]
 MAQUINA PLEGADORA, del 16 de Octubre de 2007, de BAHMULLER MASCHINENBAU UND PRAZISIONSWERKZEUG GMBH: Máquina plegadora para producir tubos flexibles para cajas plegables a partir de recortes para cajas plegables, que tienen unas solapas laterales […]
MAQUINA PLEGADORA, del 16 de Octubre de 2007, de BAHMULLER MASCHINENBAU UND PRAZISIONSWERKZEUG GMBH: Máquina plegadora para producir tubos flexibles para cajas plegables a partir de recortes para cajas plegables, que tienen unas solapas laterales […]
Un proceso de fabricación de bolsas, del 6 de Enero de 2016, de ROLL-O-MATIC A/S: Un proceso de fabricación de bolsas a partir de una película tubular , comprendiendo dicho proceso las etapas de: - proporcionar fuelles laterales […]
 Máquina y procedimiento de embolsado de productos alimenticios alargados y bolsa de embolsado correspondiente, del 29 de Enero de 2014, de DUNE: Máquina de embolsado de productos alimenticios alargados (P), en especial de panes (P), comprendiendoesta máquina:
- un bastidor ,
- […]
Máquina y procedimiento de embolsado de productos alimenticios alargados y bolsa de embolsado correspondiente, del 29 de Enero de 2014, de DUNE: Máquina de embolsado de productos alimenticios alargados (P), en especial de panes (P), comprendiendoesta máquina:
- un bastidor ,
- […]
 Dispositivo y método para producir preformas de recipiente, del 16 de Diciembre de 2013, de ECOLEAN AB: Método para producir preformas de recipiente a partir de una banda de material uniendo partes de paredopuestas de la banda de material, que comprende
desviar […]
Dispositivo y método para producir preformas de recipiente, del 16 de Diciembre de 2013, de ECOLEAN AB: Método para producir preformas de recipiente a partir de una banda de material uniendo partes de paredopuestas de la banda de material, que comprende
desviar […]
Dispositivo para producir preformas de recipiente, del 1 de Marzo de 2013, de Ecolean Research & Development A/S: Dispositivo para producir preformas de recipiente a partir de una banda de material continua, quecomprende un soporte de herramienta giratorio que […]
Máquina compacta para la producción de envases flexibles a partir de película termosoldable en bobina, del 20 de Marzo de 2012, de Ravizza, Roberto: 1. Máquina compacta para la producción de envases flexibles (C) a partir de una película (F) de material termosoldable en bobina (B), caracterizada […]
RECIPIENTE DE EMBALAJE, del 18 de Noviembre de 2011, de BISCHOF + KLEIN GMBH & CO. KG: Recipiente de embalaje, hecho de una lámina de material plástico de varias capas la que puede ser sellada en por lo menos una capa situada […]