DISPOSITIVO PARA INTRODUCIR HILADO AL DISPOSITIVO DE AGARRE DE UNA BOBINADORA AUTOMÁTICA TIPO TORRETA.
Un dispositivo para introducir hilado de avance (3) al dispositivo de agarre (7) de una bobinadora automática tipo torreta,
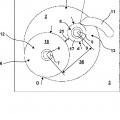
comprendiendo dicho dispositivo una guía de alimentación transversal (5) y un enlace de transferencia (6), caracterizado porque dicha guía de alimentación transversal (5) comprende por lo menos un ala externa (5c) que se dispone sobre el lado del dispositivo de agarre de la ranura (5a) de dicha guía de alimentación transversal (5), y en donde dicho enlace de transferencia (6) tiene un gancho (6a), y adicionalmente en donde dicha guía de alimentación transversal (5) y dicho enlace de transferencia (6) se ubican relativamente una con respecto al otro al ubicar dicha guía de alimentación transversal (5) a lo largo de la caja de leva (4) en un sitio predeterminado, preferiblemente al final de la carrera de alimentación transversal, y al conectar de forma rotatoria dicho enlace de transferencia (6) a una parte adecuada de la bobinadora para permitir el movimiento rotacional de dicho enlace de transferencia (6) en su plano propio, de tal manera que el movimiento del proceso de hilado (3) desde dicha guía de alimentación transversal (5) al dispositivo de agarre (7) y de retorno a dicha guía de alimentación transversal (5) se hace a través del movimiento rotacional del enlace de transferencia (6), de tal manera que dicho hilado de avance (3) siempre permanece asegurado por dicha ala externa (5c) y dicho gancho (6a)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IN2008/000566.
B65H67/04TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65H MANIPULACION DE MATERIALES DELGADOS O FILIFORMES, p. ej. HOJAS, BANDAS, CABLES. › B65H 67/00 Reemplazamiento o sacado de núcleos, receptáculos o paquetes acabados en los puestos de desbobinado, de enrollado o de almacenado. › Disposiciones para retirar los paquetes de cogida completados y reemplazarlos por núcleos, gálibos o receptáculos vacíos en los puestos de enrollado o de almacenado; Transferencia del material entre los elementos de cogida adyacentes llenos y vacíos.
B65H67/048B65H 67/00 […] › con cabezas de enrollamiento dispuestas en un cabestrante rotativo.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Dispositivo para introducir hilado al dispositivo de agarre de una bobinadora automática tipo torreta Campo de la Invención La presente invención se relaciona con bobinadoras automáticas tipo torreta y más particularmente con dispositivos utilizados en la transferencia de hilado de avance continuo al dispositivo de agarre durante la operación de recambio de bobina. Antecedentes de la Invención En la siguiente descripción, el término hilado pretende también incluir los hilos, cintas, cintas de perfil, cintas fibriladas y bandas de película hendida de varias densidades lineales de masa, diámetro, anchura y grosor. El término bobina pretende incluir cualquier tubo metálico o no metálico sobre el cual están enrollados los hilados para formar un paquete adecuado. El término hilado se utiliza también para describir hilado con múltiples hilos o extremos que podría recibir una bobinadora única. Se utilizan las bobinadoras automáticas tipo torreta en la producción o procesos de toma de hilado de avance continuo, por ejemplo, en máquinas de extrusión de hilado o en procesos de rebobinado para hacer una pluralidad de paquetes de hilado de tamaño pequeño provenientes de un paquete de hilado grande. En general, las bobinadoras automáticas tipo torreta se ubican lado a lado en la dirección horizontal y se apilan una encima de la otra en dirección vertical. El número de posiciones de enrollado es de ejemplo tanto en la fila horizontal como en la fila vertical. La operación de transferencia de hilado es importante en la operación de enrollado de hilado automático. Si el hilado no se transfiere en el primer intento, el hilado de avance continuo se desperdicia hasta que se rehila. Peor aún, el hilado de avance continuo, si no se controla adecuadamente en caso de que falle la transferencia sobre la bobina vacía, puede interferir con las otras bobinadoras de hilado sobre la misma máquina y originar que la máquina completa se detenga lo cual da como resultado una gran cantidad de desperdicio, tiempo muerto de máquina y pérdida económica. En la peor situación, algunas partes de la maquinaria se podrían dañar. En las bobinadoras automáticas tipo torreta, un hilado de avance continuo se enrolla generalmente sobre una bobina inicialmente vacía para formar un paquete de hilado adecuado. Cuando se logra el tamaño de paquete predeterminado (longitud/diámetro/tiempo) sobre una bobina instalada sobre los soportes de la bobina, generalmente conocida como huso, el hilado de avance continuo se transfiere por el dispositivo de transferencia automática a una bobina vacía instalada sobre otro huso para hacer un nuevo paquete de hilado sin interrumpir la operación de bobinado. Durante la operación de recambio de la bobina, la bobina vacía se ubica en la senda del hilado de avance al rotar la torreta. El hilado de avance continuo se guía luego sobre un dispositivo de agarre de hilado o un dispositivo de enganche al cambiar o desplazar axialmente el huso de la bobina o la unidad de travesía, de tal manera que el hilado se sujeta en el dispositivo de agarre y luego se coloca a través de la bobina vacía. Simultáneamente, el hilado conecta la bobina bajo enrollado y se separa la bobina llena. Aunque la mayoría de estos dispositivos conocidos para transferir el hilado al dispositivo de agarre funcionan satisfactoriamente, algunos de ellos, tal como el descrito en la EP 03725171 involucra mecanismos completos para lograr la transferencia del hilado mediante movimiento de la caja de leva completa que guarda el mecanismo de alimentación transversal . Este tipo de mecanismo involucra el desplazamiento axial de una masa grande que conduce a un dispositivo complejo, costoso. Otros dispositivos tal como el descrito en la US 3 857 522 involucra el uso de guías anulares, que impiden el movimiento lateral del hilado. Por lo tanto, subsiste la necesidad de suministrar un mecanismo más simple, confiable para introducir hilado de avance en un dispositivo de agarre durante la operación de recambio de bobina en una bobinadora automática. Objetos y ventajas de la invención ES 2 366 008 T3 De acuerdo con esto, un objeto de la invención es proporcionar un dispositivo para cambiar el hilado de avance de la guía de hilado e introducir el hilado de avance a un dispositivo de agarre. Un objeto adicional de la presente invención es proporcionar un dispositivo para retornar el hilado de avance, después de que el hilado se ha agarrado en el dispositivo de agarre, a la guía de alimentación transversal. Otro objeto de la presente invención es proporcionar un mecanismo simple para lograr el movimiento del hilado al dispositivo de agarre y retornar el hilado de retorno en la guía de alimentación transversal sin ningún desplazamiento axial del huso o carcasa de alimentación transversal. 2 Aún otro objeto de la presente invención es proporcionar un dispositivo de cambio de hilado y de retorno de hilado que es independiente del dispositivo de agarre de hilado. Resumen de la Invención ES 2 366 008 T3 La presente invención comprende una guía de alimentación transversal de un diseño y construcción novedosos y un enlace de transferencia que transfieren, juntos, el hilado de avance a un dispositivo de agarre y, una vez que este ha sido agarrado, retornarlo a la guía de alimentación transversal. El enlace de transferencia cambia el hilado de avance desde la guía de alimentación transversal mientras que aún ubica el hilado dentro de una zona controlada virtual dentro de la cual el hilado permanece hasta que este es agarrado por el dispositivo de agarre, donde después, durante la carrera de retorno del enlace de transferencia, el hilado de avance se coloca de retorno en la guía de alimentación transversal de tal manera que el hilado se puede enrollar de forma uniforme sobre la bobina. De acuerdo con esto, la presente invención suministra un dispositivo para introducir hilado de avance al dispositivo de agarre de una bobinadora automática tipo torreta, comprendiendo dicho dispositivo una guía de alimentación transversal y un enlace de transferencia, en donde dicha guía de alimentación transversal se caracteriza por al menos un ala externa que se suministra sobre el lado del dispositivo de agarre de la ranura de dicha guía de alimentación transversal, y en donde dicho enlace de transferencia se caracteriza por su gancho, y adicionalmente en donde dicha guía de alimentación transversal y dicho enlace de transferencia se ubican relativamente uno con respecto al otro al ubicar dicha guía de alimentación transversal preferiblemente a lo largo de la caja de leva en un sitio predeterminado, preferiblemente al final de la carrera de alimentación transversal, y al conectar de forma rotatoria dicho enlace de transferencia a una parte adecuada de la bobinadora para permitir el movimiento rotacional de dicho enlace de transferencia en su propio plano, de tal manera que el proceso del movimiento de hilado de dicha guía de alimentación transversal al dispositivo de agarre y de retorno a dicha guía de alimentación transversal se hace a través del movimiento rotacional del enlace de transferencia, de tal manera que dicho hilado de avance siempre permanece asegurado mediante dicha ala externa y dicho gancho Preferiblemente, dicho enlace de transferencia se conecta de manera rotatoria a una parte adecuada de la bobinadora, preferiblemente en el extremo de una caja de leva o una caja de alimentación transversal de tal manera que dicho enlace de transferencia, durante su movimiento rotacional hacia dicho dispositivo de agarre, recoge dicho hilado de avance desde dicha guía de alimentación transversal. Preferiblemente, dicha guía de alimentación transversal se caracteriza adicionalmente porque dichas alas de dicha guía de alimentación transversal se ubican de tal manera que el ángulo de inclusión de dichas alas está en un rango tal que dicho enlace de transferencia, durante la fase de retorno de hilado, coloca fácilmente el hilado de retorno sobre el ala de dicha guía de alimentación transversal, preferiblemente sobre dicha ala externa. Más, preferiblemente, dicha guía de alimentación transversal se caracteriza adicionalmente porque dicho ángulo de inclusión está en el rango entre 10° a 270°, más preferiblemente entre 60° a 170°, aún más preferiblemente entre 120° a 160°, y porque cuando dicho ángulo de inclusión excede 180°, cada una de dichas alas se suministra con un brazo de restricción. En una característica preferida, dicho enlace de transferencia se caracteriza adicionalmente porque el perfil de dicha forma de gancho comprende una parte de transferencia y una parte de retorno, de tal manera que dicho hilado de avance permanece asegurado dentro de dicha forma de gancho en todo el proceso de transferir dicho hilado de avance a dicho dispositivo de agarre y retornar en dicha guía de... [Seguir leyendo]
Reivindicaciones:
1. Un dispositivo para introducir hilado de avance (3) al dispositivo de agarre (7) de una bobinadora automática tipo torreta, comprendiendo dicho dispositivo una guía de alimentación transversal (5) y un enlace de transferencia (6), caracterizado porque dicha guía de alimentación transversal (5) comprende por lo menos un ala externa (5c) que se dispone sobre el lado del dispositivo de agarre de la ranura (5a) de dicha guía de alimentación transversal (5), y en donde dicho enlace de transferencia (6) tiene un gancho (6a), y adicionalmente en donde dicha guía de alimentación transversal (5) y dicho enlace de transferencia (6) se ubican relativamente una con respecto al otro al ubicar dicha guía de alimentación transversal (5) a lo largo de la caja de leva (4) en un sitio predeterminado, preferiblemente al final de la carrera de alimentación transversal, y al conectar de forma rotatoria dicho enlace de transferencia (6) a una parte adecuada de la bobinadora para permitir el movimiento rotacional de dicho enlace de transferencia (6) en su plano propio, de tal manera que el movimiento del proceso de hilado (3) desde dicha guía de alimentación transversal (5) al dispositivo de agarre (7) y de retorno a dicha guía de alimentación transversal (5) se hace a través del movimiento rotacional del enlace de transferencia (6), de tal manera que dicho hilado de avance (3) siempre permanece asegurado por dicha ala externa (5c) y dicho gancho (6a). 2. Un dispositivo como se reivindica en la reivindicación 1, en donde dicho enlace de transferencia (6) se conecta de manera rotatoria a una parte adecuada de la bobinadora, preferiblemente en el extremo de una caja de leva (4) o una caja de alimentación transversal de tal manera que dicho enlace de transferencia (6), durante su movimiento rotacional hacia dicho dispositivo de agarre (7), recoge dicho hilado de avance (3) de dicha guía de alimentación transversal (5). 3. Un dispositivo como se reivindica en una cualquiera de las reivindicaciones 1 y 2, en donde dicha guía de alimentación transversal (5) se caracteriza adicionalmente porque dichas alas (5c y 5f) de dicha guía de alimentación transversal (5) se ubican de tal manera que el ángulo de inclusión (5d) de dichas alas está en un rango tal que dicho enlace de transferencia (6), durante la fase de retorno de hilado, coloca fácilmente el hilado de retorno sobre el ala de dicha guía de alimentación transversal (5), preferiblemente sobre dicha ala externa (5c). 4. Un dispositivo como se reivindica en una cualquiera de las reivindicaciones 1 a 3 en donde dicha guía de alimentación transversal (5) se caracteriza adicionalmente porque dicho ángulo de inclusión (5d) está en el rango entre 10° a 270°, más preferiblemente entre 60° a 170°, aún más preferiblemente entre 120° a 160°, y porque cuando dicho ángulo de inclusión (5d) excede de 180°, cada una de dichas alas se suministra con un brazo de restricción (5h). 5. Un dispositivo como se reivindica en una cualquiera de las reivindicaciones 1 a 4 en donde dicho enlace de transferencia (6) se caracteriza adicionalmente porque el perfil de dicha forma de gancho (6a) comprende una parte de transferencia (6b) y una parte de retorno (6d), de tal manera que dicho hilado de avance (3) permanece asegurado dentro de dicha forma de gancho (6a) en todo el proceso de transferir dicho hilado de avance (3) a dicho dispositivo de agarre (7) y de retorno a dicha guía de alimentación transversal (5). 6. Un dispositivo como se reivindica en una cualquiera de las reivindicaciones 1 a 5 en donde dicho enlace de transferencia (6) se caracteriza adicionalmente porque el borde de restricción (6c) que forma una parte de dicha parte de transferencia (6b), es de una forma que permite una operación libre de oscilaciones al transferir dicho hilado (3) a dicho dispositivo de agarre (7), preferiblemente una forma que forma una muesca y un borde de restricción convexo (6c), y porque el borde de retorno que forma una parte de dicha parte de retorno (6d), es de una forma que permite una operación libre de oscilaciones en el retorno del hilado a dicha guía de alimentación transversal (5), preferiblemente una muesca y un borde convexo. 7. Un dispositivo como se reivindica en una cualquiera de las reivindicaciones 1 a 6 en donde todos los bordes de dicha guía de alimentación transversal (5) y dicho enlace de transferencia (6) que se ponen en contacto con dicho hilado de avance (3) son lisos y romos. 8. Un dispositivo como se reivindica en una cualquiera de las reivindicaciones 1 a 7, en donde un brazo de restricción (5h) se suministra sobre el ala, preferiblemente en su punta, en el caso en que dicho ángulo de inclusión (5d) sea igual o mayor a 180º. 9. Un dispositivo como se reivindica en una cualquiera de las reivindicaciones 1 a 8, en donde la longitud de las dos alas (5c y 5f) no es igual. 10. Un dispositivo como se reivindica en una cualquiera de las reivindicaciones 1 a 9, en donde los ángulos laterales (5i) de las dos dichas alas (5c y 5f) no son iguales. 7 ES 2 366 008 T3 8 ES 2 366 008 T3 9 ES 2 366 008 T3 ES 2 366 008 T3 11 ES 2 366 008 T3 12 ES 2 366 008 T3 13 ES 2 366 008 T3 14
Patentes similares o relacionadas:
Máquina textil de varias posiciones, especialmente máquinas de torsión o de hilado de doble hilo, del 26 de Febrero de 2020, de Saurer Technologies GmbH & Co. KG: Máquina textil de varias posiciones, que comprende una o varias unidades de husillos dobles , en donde la unidad de husillos dobles presenta un bastidor, que soporta […]
Procedimiento y dispositivo para enrollar una cuerda de material, del 7 de Agosto de 2019, de OERLIKON TEXTILE GMBH & CO. KG: Procedimiento para enrollar una cuerda de material a partir de un o varias cintas sintéticas, en el cual la cuerda de material al final […]
Mecanismo de bobinado para el bobinado de un material a bobinar y procedimiento para el funcionamiento de un mecanismo de bobinado de un material a bobinar, del 10 de Diciembre de 2018, de Dietze & Schell Maschinenfabrik GmbH & Co. Kg: Mecanismo de bobinado para el bobinado de un material a bobinar , con un mandril de bobinado previsto para portar un soporte de […]
Dispositivo de cambio de bobinas, del 10 de Enero de 2018, de MASCHINENFABRIK NIEHOFF GMBH & CO. KG: Dispositivo de cambio de bobinas para suministrar bobinas a un dispositivo de procesamiento de bobinas y/o retirarlas de dicho dispositivo de procesamiento, que enrolla […]
Bobinadora, del 27 de Mayo de 2015, de GEORG SAHM GMBH & CO. KG (100.0%): Bobinadora con dos husillos para dos bobinas dispuestas sobre los mismos, estando las bobinas dispuestas sobre los […]
Dispositivo y procedimiento de preparación de mandriles, dispositivo de recogida de los mandriles bobinados y dispositivo y procedimiento de manutención de los mandriles, del 9 de Mayo de 2012, de Armor: Dispositivo de preparación de un conjunto de mandriles (1') destinados a ser enfilados sobre una barra , separados unos de los otros, que comprende por lo […]
DISPOSITIVO PARA DEPOSITAR UNA CINTA DE CARDA EN RECIPIENTES DE DIVERSOS TAMAÑOS., del 16 de Octubre de 2005, de MARZOLI S.P.A.: Dispositivo automático para recoger y envasar la cinta de carda en recipientes (4, 4), encontrándose dicha cinta transferida desde un conjunto de carda a un conjunto […]
DISPOSITIVO PARA SUJETAR EL EXTREMO LIBRE Y DESCARGAR UN ROLLO DE UN ELEMENTO OBLONGO., del 1 de Febrero de 2004, de NEXTROM HOLDING S.A.: El dispositivo de cierre está destinado a mantener el extremo libre de un elemento longitudinal sobre una antorcha unida a un puesto de confección de […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Bobinadora, del 27 de Mayo de 2015, de GEORG SAHM GMBH & CO. KG (100.0%): Bobinadora con dos husillos para dos bobinas dispuestas sobre los mismos, estando las bobinas dispuestas sobre los […]
Bobinadora, del 27 de Mayo de 2015, de GEORG SAHM GMBH & CO. KG (100.0%): Bobinadora con dos husillos para dos bobinas dispuestas sobre los mismos, estando las bobinas dispuestas sobre los […]