DISPOSITIVO PARA FABRICAR PRODUCTOS CONTENEDORES MOLDEADOS POR SOPLADO DE MATERIAL PLÁSTICO.
Dispositivo para fabricar productos contenedores (11) moldeados por soplado de material plástico mediante piezas moldeadas (7) individuales que se extienden a lo largo de una línea de producción (5),
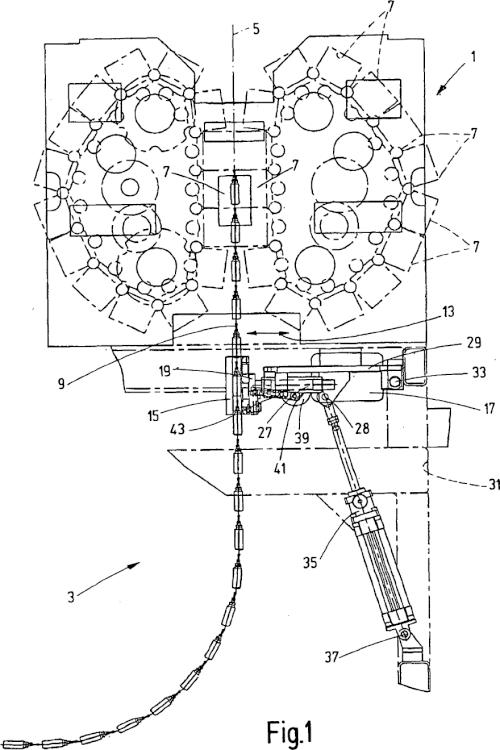
las cuales, a modo de pares, pueden ser desplazadas unas sobre otras o distanciadas unas de otras, para abrir o cerrar un molde de producción en donde son moldeados los productos contenedores (11) que, después del proceso de moldeado, salen en forma de una cadena de contenedores (9) que se desplaza a lo largo de la línea de producción (5), donde se proporciona un dispositivo de desmoldeo (3) que actúa por fuera del molde de producción en la cadena de contenedores (9) que ya ha salido, para facilitar el proceso de desmoldeo, caracterizado porque el dispositivo de desmoldeo (3) presenta un accionamiento mecánico (17) a través del cual la cadena de contenedores (9) puede ser desviada de la línea de producción (5) en un movimiento (5) de ida y vuelta
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2009/000307.
Solicitante: HANSEN, BERND.
Nacionalidad solicitante: Alemania.
Dirección: TALSTRASSE 22-30 74429 SULZBACH-LAUFEN ALEMANIA.
Inventor/es: HANSEN, BERND.
Fecha de Publicación: .
Fecha Solicitud PCT: 20 de Enero de 2009.
Clasificación Internacional de Patentes:
- B29C49/00C2
- B29C49/70 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto. › Desmoldeo o eyección de objetos soplados desde el molde.
Clasificación PCT:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2362263_T3.pdf
Fragmento de la descripción:
45
55
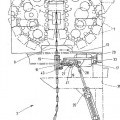
La presente invención hace referencia a un dispositivo para fabricar productos contenedores moldeados por soplado de material plástico mediante piezas moldeadas individuales que se extienden a lo largo de una línea de producción, las cuales, a modo de pares, pueden ser desplazadas unas sobre otras o distanciadas unas de otras, para abrir o cerrar un molde de producción en donde son moldeados los productos contenedores que, después del proceso de moldeado, salen en forma de una cadena de contenedores que se desplaza a lo largo de la línea de producción, donde se proporciona un dispositivo de desmoldeo que actúa por fuera del molde de producción en la cadena de contenedores que ya ha salido, para facilitar así el proceso de desmoldeo.
En el estado del arte (solicitud DE 199 26 329 A1) se conocen métodos y dispositivos para fabricar productos contenedores de plástico. Para fabricar el respectivo producto, una manguera de material plástico plastificado es extruído hacia dentro en un dispositivo de moldeo, un extremo de la manguera es cerrado mediante soldadura y a través de la producción de un gradiente de presión neumático que actúa en la manguera, éste es ensanchado y es aplicado para la formación del contenedor en las paredes que conforman el dispositivo de moldeo, compuesto de dos piezas moldeadas individuales situadas de forma opuesta. Durante la ejecución del método bottelpack® conocido en este ámbito técnico, el respectivo contenedor plástico es llenado de forma estéril dentro del dispositivo de moldeo mediante un elemento de llenado y, después de retirado el elemento de llenado, seguidamente es cerrado de forma hermética, formando una geometría capital predeterminada, donde para la formación del contenedor plástico propiamente dicho, donde posteriormente es almacenado el fluido, dos piezas moldeadas individuales en forma de mandíbulas de moldeo, mediante medios de accionamiento hidráulicos o servoeléctricos, pueden desplazarse una sobre otra para mantener una posición de cierre, pudiendo desplazarse en un movimiento antagónico en una de sus posiciones de apertura. Para alcanzar aquí un elevada tasa de producción en cuanto a productos contenedores, en la solicitud DE 103 23 335 A1 se describe una disposición de estaciones múltiples, donde a través de la subdivisión en diferentes etapas de moldeo en diferentes estaciones dispuestas unas detrás de otras en forma de un arco circular ficticio, se crea una disposición a modo de un carrusel, la cual posibilita frecuencias de ritmo muy elevadas para el producto plástico a ser expulsado, saliendo a lo largo de una línea de producción como cadena de contenedores.
Como material plástico se utiliza por lo general polietileno que es un material que puede ser procesado satisfactoriamente en dispositivos de fabricación semejantes, motivo por el cual se lo prefiere. Sin embargo, la utilización de polietileno como material para contenedores ocasiona problemas cuando el producto con el cual se llenará el respectivo producto contenedor consiste en fluidos que deben ser esterilizados en autoclave a 121ºC. En particular, esto puede suceder, a modo de ejemplo, en caso de fármacos sensibles en alto grado. En casos semejantes, de acuerdo al estado del arte, a modo de ejemplo, se indica que se cubra a través de una barrera estéril la abertura de llenado de la manguera del contenedor, al menos desde su formación hasta el llenado del respectivo contenedor, en un ambiente esterilizado, donde pueden obtenerse buenos resultados cuando, tal como se muestra en la solicitud DE 10 2004 004 755 A1, mediante la barrera mencionada se pasa un medio estéril mediante el empleo de un dispositivo de transporte de medios en la dirección de la abertura de llenado del contenedor, para mejorar así la esterilización. Otra medida adicional para elevar la esterilidad consiste simplemente en proporcionar elevadas temperaturas de procesamiento, por ejemplo durante la fabricación de la manguera para el producto contenedor o durante la inyección del producto de llenado. Un procedimiento semejante, sin embargo, se contradice en relación a la sensibilidad a la temperatura del polietileno proporcionado como material plástico.
Gracias a la elevada temperatura de procesamiento del material de polipropileno y a la temperatura elevada de esterilización en autoclave de 121ºC, la cual es posible debido a ello, las condiciones para la esterilización pueden garantizarse de forma sencilla y favorable en cuanto a costes. Sin embargo, en el caso de utilizar polipropilenos se presentan dificultades de procesamiento considerables.
Debido a las temperaturas de salida elevadas en alto grado que se producen en caso de un material de polipropileno, y a causa de la naturaleza de la superficie más rígida, resultante de ello, en comparación con contenedores de polietileno, se originan dificultades al separar las respectivas secciones del molde del molde de producción. Para afrontar estas dificultades, en el documento DE 21 65 816 C3, para un dispositivo para fabricar contenedores de material de polipropileno, conformados de modo tal que cuelgan unos con otros, se sugiere un dispositivo de desmoldeo, donde un dispositivo de transporte es enganchado a una cadena de contenedores que ya han salido, donde dicho dispositivo de transporte proporciona a la cadena de contenedores una velocidad de retirada menor que la velocidad de movimiento del molde de producción. A través de una contracción elástica de los contenedores así generada debe ser facilitada de este modo su separación de las secciones del molde. En particular en el caso de las elevadas frecuencias de ritmo pretendidas, no se garantiza de este modo un desmoldeo más fiable y seguro.
Por la publicación DATABASE WPI Week 199220 Thomson Scientific, London, GB; AN 1992-13217 XPO02528327 &; JP 04 101826 A (TOKYO GLASS SEIKI K) del 3 de abril de 1992 (1992-04-03) y por la solicitud DE 21 65 816 A1,
45
se conoce respectivamente un dispositivo conforme al género para fabricar productos contenedores moldeados por soplado de material plástico mediante piezas moldeadas individuales que se extienden a lo largo de una línea de producción, las cuales, a modo de pares, pueden ser desplazadas unas sobre otras o distanciadas unas de otras, para abrir o cerrar un molde de producción en donde son moldeados los productos contenedores que, después del proceso de moldeado, salen en forma de una cadena de contenedores que se desplaza a lo largo de la línea de producción, donde se proporciona un dispositivo de desmoldeo que actúa por fuera del molde de producción en la cadena de contenedores que ya ha salido, facilitando con ello el proceso de desmoldeo. En cuanto a la desmoldeabilidad sin fricción de los productos contenedores de la respectiva pared del molde, estas propuestas conocidas no solucionan aún dicho problema.
En vistas a esta problemática, es objeto de la presente invención el proporcionar un dispositivo que posibilite una fabricación sencilla, económica y segura de los productos contenedores de material de polipropileno.
Conforme a la invención, este objeto se alcanzará a través de un dispositivo que presenta las características de la reivindicación 1 en su totalidad.
De acuerdo a la parte significativa de la reivindicación 1, conforme a la invención, el dispositivo de desmoldeo presenta un accionamiento mecánico a través del cual la cadena de contenedores puede ser desviada de la línea de producción en un movimiento de ida y vuelta. Por tanto, para la cadena de contenedores, en el área de salida, se produce un movimiento oscilante o vibratorio, a través del cual se asegura la separación de las paredes del molde, también en el caso de las frecuencias de ritmo elevadas, requeridas para un funcionamiento rentable.
De forma preferente, la disposición se escoge de modo tal que la cadena de contenedores, a través del accionamiento mecánico del dispositivo de desmoldeo, puede ser desviada al menos esencialmente en la dirección de los movimientos de cierre y de apertura de las piezas moldeadas individuales. Debido a ello, la cadena de contenedores es desplazada en un movimiento oscilante que se extiende de forma transversal con respecto al dispositivo de transporte.
Con respecto a ello, de forma preferente, la disposición es escogida de modo tal que el dispositivo de desmoldeo presenta un sistema de arrastre que se encuentra acoplado a modo de un mecanismo de transmisión al accionamiento mecánico y que presenta superficies de contacto en las cuales es conducida la cadena de contenedores que se desplaza... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo para fabricar productos contenedores (11) moldeados por soplado de material plástico mediante piezas moldeadas (7) individuales que se extienden a lo largo de una línea de producción (5), las cuales, a modo de pares, pueden ser desplazadas unas sobre otras o distanciadas unas de otras, para abrir o cerrar un molde de producción en donde son moldeados los productos contenedores (11) que, después del proceso de moldeado, salen en forma de una cadena de contenedores (9) que se desplaza a lo largo de la línea de producción (5), donde se proporciona un dispositivo de desmoldeo (3) que actúa por fuera del molde de producción en la cadena de contenedores (9) que ya ha salido, para facilitar el proceso de desmoldeo, caracterizado porque el dispositivo de desmoldeo (3) presenta un accionamiento mecánico (17) a través del cual la cadena de contenedores (9) puede ser desviada de la línea de producción (5) en un movimiento (5) de ida y vuelta.
2. Dispositivo conforme a la reivindicación 1, caracterizado porque la cadena de contenedores (9), a través del accionamiento mecánico (17) del dispositivo de desmoldeo (3), puede ser desviada al menos esencialmente en la dirección de los movimientos de cierre y de apertura de las piezas moldeadas (7) individuales.
3. Dispositivo conforme a la reivindicación 2, caracterizado porque el dispositivo de desmoldeo (3) presenta un sistema de arrastre (15) que se encuentra acoplado a modo de un mecanismo de transmisión al accionamiento mecánico (17) y que presenta superficies de contacto en las cuales es conducida la cadena de contenedores (9) que se desplaza a lo largo de la línea de producción (5) y mediante las cuales pueden ser transmitidas fuerzas de desviación a la cadena de contenedores (9).
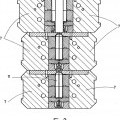
4. Dispositivo conforme a la reivindicación 3, caracterizado porque el sistema de arrastre (15) presenta un canal de paso (21), cuyas secciones de la pared (19, 23, 25) forman un borde para la cadena de contenedores (9) que se desplaza, así como las superficies de contacto para la transmisión de las fuerzas de desviación hacia la cadena de contenedores (9).
5. Dispositivo conforme a la reivindicación 4, caracterizado porque en el canal de paso (21) se encuentran presentes secciones de la pared (23, 25) que pueden ser llevadas a una posición de cierre, correspondiente al borde cerrado de la cadena de contenedores (9), y a una posición de apertura, donde el sistema de arrastre (15) puede ser enganchado a y desenganchado de la cadena de contenedores (9).
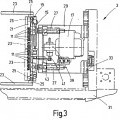
6. Dispositivo conforme a la reivindicación 4 ó 5, caracterizado porque el sistema de arrastre (15) presenta un bastidor soporte (19) que se encuentra conectado a modo de un mecanismo de transmisión al motor (17) que sirve como accionamiento mecánico, donde dicho bastidor forma las secciones de la pared fijas del canal de paso (21) en donde se encuentran montadas, de forma que pueden pivotar entre la posición abierta y la posición cerrada, las secciones de la pared (23, 25) del canal de paso (21), las cuales posibilitan la apertura y el cierre del borde.
7. Dispositivo conforme a la reivindicación 6, caracterizado porque el bastidor soporte (19) es desplazable siendo guiado en las correderas guía (27) que se extienden transversalmente con respecto a la línea de producción (5) y se encuentra acoplado al motor (17) mediante un dispositivo excéntrico (41) que convierte el movimiento de rotación en un movimiento de desplazamiento de ida y vuelta.
8. Dispositivo conforme a la reivindicación 6 ó 7, caracterizado porque para formar un canal de paso (21) para una cadena de contenedores (9) con una gran superficie, en la cual una pluralidad de contenedores (11) individuales, situados unos junto a otros por los lados, se encuentran combinados para formar un tren de cadena de contenedores, la longitud del bastidor soporte (19) es igual o mayor que el ancho del tren de cadena de contenedores, y porque las secciones de la pared (23, 25) móviles se encuentran articuladas en las áreas del extremo del bastidor soporte (19) que se encuentran situadas a los lados del tren de cadena de contenedores.
9. Dispositivo conforme a la reivindicación 8, caracterizado porque las secciones de la pared (23, 25) móviles presentan lados del bastidor angulados que, en un extremo respectivamente presentan un lado corto (25) que forma el punto de articulación en el bastidor soporte (19), cuya longitud define la amplitud del canal de paso (21) medida en la dirección del movimiento de ida y vuelta, y un lado más largo (23) del bastidor que se cierra a modo de un ángulo recto, el cual, en la posición cerrada, forma superficies de contacto en el lado ancho de la cadena de contenedores
(9) orientado hacia el mismo.
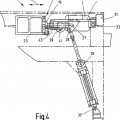
10. Dispositivo conforme a una de las reivindicaciones 1 a 9, caracterizado porque el dispositivo de desmoldeo (3) se encuentra montado en un armazón del dispositivo (31), de modo tal que puede ser regulado entre una posición de reposo situada a distancia de la línea de producción (5) y una posición de trabajo que facilita el proceso de desmoldeo en la cadena de contenedores (9).
11. Dispositivo conforme a una de las reivindicaciones 7 a 10, caracterizado porque las correderas guía (27) y el motor (17) se encuentran montados en un soporte del dispositivo (29) que se encuentra montado de forma giratoria
alrededor de un eje (33) en el armazón del dispositivo (31), donde dicho eje se extiende de forma perpendicular con respecto a la dirección de la línea de producción (5) y de forma paralela con respecto al plano guía de las correderas guía (27).
12. Dispositivo conforme a la reivindicación 11, caracterizado porque, como accionamiento pivotante para transferir 5 el dispositivo de desmoldeo (3) entre una posición de reposo y una posición de trabajo, se proporciona un accionamiento lineal (35) que, respectivamente, se encuentra unido de forma articulada al soporte del dispositivo
(29) a una distancia de su eje pivotante (33), así como a un punto articulado (37) que, en el armazón del dispositivo (31), se encuentra situado de forma distanciada con respecto al eje pivotante (33) del soporte del dispositivo (29).
Patentes similares o relacionadas:
Método y dispositivo de fabricación de un recipiente con un asa integral, del 5 de Junio de 2019, de DT Inventions: Un método para formar un recipiente con un asa integral , que comprende: calentar una preforma que tiene un asa integral […]
Dispositivo para la producción de productos de recipiente a partir de materiales de plástico, del 3 de Junio de 2019, de Kocher-Plastik Maschinenbau GmbH: Dispositivo para la producción de productos de recipiente a partir de materiales de plástico, en particular por medio de la realización de un procedimiento […]
Método para moldear un recipiente utilizando una máquina de moldeo por inyección, estirado y soplado, del 8 de Mayo de 2019, de A.K. TECHNICAL LABORATORY, INC.,: Método para moldear un recipiente utilizando una máquina de moldeo por inyección, estirado y soplado , incluyendo la máquina de moldeo por inyección, […]
Bases de compensación a presión para envases poliméricos, del 17 de Abril de 2019, de GRAHAM PACKAGING PET TECHNOLOGIES, INC.: Un envase de plástico que comprende: • una pared lateral que define una cámara y que tiene un primer extremo y un segundo extremo y una […]
Recipiente de plástico moldeado por soplado y estirado y procedimiento de moldeo por soplado y estirado, del 18 de Septiembre de 2018, de ALPLA WERKE ALWIN LEHNER GMBH & CO. KG: Recipiente de plástico moldeado por soplado y estirado con un cuerpo de recipiente , que está cerrado con un fondo de recipiente, y con un cuello […]
Unidad de moldeo por soplado y máquina de moldeo por soplado que utiliza la misma, del 11 de Abril de 2018, de NISSEI ASB MACHINE CO., LTD.: Una unidad de moldeo por soplado que comprende: un molde por soplado que incluye un primer y un segundo molde dividido de cavidad de […]
 Procedimiento de fabricación de recipientes, que comprenden una operación retardada de cajeado, del 26 de Octubre de 2016, de SIDEL PARTICIPATIONS: Procedimiento de fabricación de un recipiente a partir de una preforma de material plástico, dentro de un molde provisto de una pared que define una cavidad […]
Procedimiento de fabricación de recipientes, que comprenden una operación retardada de cajeado, del 26 de Octubre de 2016, de SIDEL PARTICIPATIONS: Procedimiento de fabricación de un recipiente a partir de una preforma de material plástico, dentro de un molde provisto de una pared que define una cavidad […]
 Herramienta de moldeo para soplado de varias partes, procedimiento para la fabricación de un cuerpo hueco y máquina de extrusión y soplado, del 25 de Abril de 2012, de ALPLA WERKE ALWIN LEHNER GMBH & CO. KG: Herramienta de moldeo por soplado de varias piezas para fabricar un cuerpo hueco de moldeo por soplado, enparticular, una preforma o un tubo flexible […]
Herramienta de moldeo para soplado de varias partes, procedimiento para la fabricación de un cuerpo hueco y máquina de extrusión y soplado, del 25 de Abril de 2012, de ALPLA WERKE ALWIN LEHNER GMBH & CO. KG: Herramienta de moldeo por soplado de varias piezas para fabricar un cuerpo hueco de moldeo por soplado, enparticular, una preforma o un tubo flexible […]