PROCEDIMIENTO PARA EL PROCESAMIENTO DE UN SOPORTE DE REVESTIMIENTO.
Procedimiento para el procesamiento de un soporte de revestimiento (2),
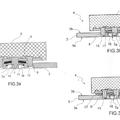
que está provisto para la fabricación de una zapata de freno (10) con un revestimiento de fricción (12) que debe aplicarse sobre el soporte de revestimiento 2), a través del tratamiento de la superficie de al menos una zona de procesamiento (4) de una superficie (2.1) del soporte de revestimiento a través de la incorporación de una estructura en la zona de procesamiento (4) por medio de radiación (5) rica en energía, caracterizado porque en un borde (8) de la zona de procesamiento (4) se introduce una estructura que se diferencia de la zona restante de procesamiento
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10001294.
F16D69/04MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16D ACOPLAMIENTOS PARA LA TRANSMISION DE MOVIMIENTOS DE ROTACION (transmisión para transmitir la rotación F16H, p. ej. transmisiones por fluidos F16H 39/00 - F16H 47/00 ); EMBRAGUES (embragues dinamo-eléctricos H02K 49/00; embragues que utilizan atracción electrostática H02N 13/00 ); FRENOS (sistemas de frenado electrodinámicos para vehículos, en general B60L 7/00; frenos dinamoeléctricos H02K 49/00). › F16D 69/00 Guarniciones de fricción; Su fijación; Empleo para trabajar un conjunto de materiales o de superficies de fricción específicas (órganos de frenado F16D 65/02). › Fijación de las guarniciones.
F16D69/04B
Clasificación PCT:
F16D69/04F16D 69/00 […] › Fijación de las guarniciones.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Procedimiento para el procesamiento de un soporte de revestimiento Campo técnico La invención se refiere a un procedimiento para el procesamiento de un soporte de revestimiento, que está previsto para la fabricación de una zapata de freno con un revestimiento de fricción que se aplica sobre el soporte de revestimiento. La invención se refiere, además, a un procedimiento para la fabricación de una zapata de freno con un soporte de revestimiento procesado de manera correspondiente. El soporte de revestimiento se estructura durante el procesamiento en una zona de procesamiento por medio de radiación rica en energía. Estado de la técnica En el estado de la técnica se conoce una pluralidad de procedimientos para la fabricación de zapatas de freno. Las zapatas de freno presentan un soporte de revestimiento, sobre el que se aplica un revestimiento de fricción que, durante el frenado, se apoya con una contra parte de fricción, por ejemplo un disco de freno y frena al vehículo. El soporte de revestimiento está constituido normalmente de metal y se moldea la mayoría de las veces por estampación. Con mucha frecuencia, los soportes de revestimiento se contaminan o se corroen después de la estampación y antes del procesamiento posterior. Esto conduce a en la fabricación de zapatas de freno con frecuencia a dificultades en la aplicación del revestimiento de fricción, que se adhiere normalmente sobre el soporte de revestimiento. También durante el funcionamiento, las corrosiones o contaminaciones pueden provocar problemas, puesto que empeoran la adherencia del revestimiento de fricción sobre el soporte de revestimiento, con lo que se reducen las fuerzas máximas transmisibles. En este caso, existe el peligro de que los desprendimientos en la zona marginal puedan conducir a una penetración de agua, en el invierno mezclada con sal de dispersión y, por lo tanto, a una oxidación del revestimiento con respecto al soporte de revestimiento. En el peor de los casos, los desprendimientos marginales durante un frenado pueden conducir al desprendimiento completo del revestimiento de fricción desde el soporte de revestimiento, lo que tendría como consecuencia de nuevo un fallo del freno. Se conoce tratar la superficie del soporte de revestimiento para la mejora de la aplicación y de la adhesión del revestimiento de fricción con el objetivo de eliminar dichas contaminaciones y capas de oxidación y, además, incrementar la superficie efectiva entre el soporte de revestimiento y el revestimiento de fricción. Un procedimiento conocido a este respecto prevé chorrear con arena los soportes de revestimiento. También se aplican procedimientos que utilizan otros medios distintos a la arena como material de chorreado. No obstante, el chorreado con arena presenta una serie de inconvenientes, En primer lugar, se sabe que el chorreado con arena puede provocar modificaciones de la geometría y de la textura de los soportes de revestimiento debido a la penetración de energía de la arena en el material de soporte del revestimiento. Debido a la alta energía cinética de la arena / material de chorreado, que se cede, en parte, a los soportes de revestimiento, se compacta la superficie de los soportes de revestimiento y se puede doblar de forma indefinida. A través del chorreado con arena y a través de las modificaciones implicadas con ello de la superficie de los soportes de revestimiento se puede incrementar el tamaño, en general, de los soportes de revestimiento. Esto conduce a que deban permitirse tolerancias más elevadas de los soportes de revestimiento. El chorreado con arena deja tras de sí sobre los soportes de revestimiento, también regularmente una capa fina de polvo, que perjudica la fijación de un revestimiento de fricción sobre el soporte de revestimiento y de esta manera puede tener las repercusiones negativas descritas más arriba. Esto se aplica especialmente en el caso de utilización de sistemas adhesivos libres de disolvente y en el caso de adhesivos de capa fina con espesores de capa en el intervalo < 10 m, como por ejemplo adhesivos a base de resina fenólica con alto contenido de disolventes. Por lo tanto, es necesario limpiar adicionalmente los soportes de revestimiento chorreados con arena para la mejora de la fijación de una guarnición de fricción. Además, el chorreado con arena solamente se puede aplicar en una superficie comparativamente grande, de manera que no es posible o sólo de forma inexacta un procesamiento selectivo del soporte de revestimiento, excluyendo la zona de la superficie de unión posterior del revestimiento de fricción. Para la solución de los problemas descritos anteriormente, se publica en el documento DE 199 38 711 C1 realizar antes de la aplicación de una masa de capa inferior de un revestimiento de frenado por medio de rayos láser una pluralidad de cavidades en una placa de soporte y extender al menos una parte del material que sale de las cavidades como deposición esencialmente alrededor de las cavidades. No obstante, a pesar de la utilización de este 2 E10001294 26-10-2011 procedimiento mejorado se conocen casos de revestimientos de fricción que se desprenden en la zona de los bordes. Los resaltes pueden conducir, además, precisamente en el caso de utilización de adhesivos de capa fina durante el montaje, a fisuras de la capa adhesiva y de esta manera empeoran la adhesión de la masa de revestimiento de fricción en el soporte de revestimiento. El documento DE 41 38 933 A1 publica un procedimiento para la fabricación de placas de soporte para revestimientos de freno para vehículos ferroviarios y no ferroviarios así como un revestimiento de freno con una placa de soporte fabricada de acuerdo con el procedimiento. Además, se publica que la placa de soporte es sometida a un tratamiento básico de rugosidad, con lo que se modifican las propiedades de resistencia después del tratamiento básico de rugosidad. Puesto que las placas de soporte serían solicitadas de manera especialmente alta en sus zonas extremas, está previsto mejorar o al menos mantener las propiedades de resistencia de las placas de soporte tratando la placa de soporte en la región de sus zonas altamente cargadas a través de la alimentación de calor inductivo o a través de calentamiento por resistencia, calentamiento con llama o calentamiento con láser durante un tiempo de tratamiento de 3 a 14 segundos a temperaturas entre 800º C y 900 ºC, también por encima de 900 ºC y a continuación refrigerándola a temperatura ambiente. Esto ha provocado un endurecimiento parcial en los lugares respectivos. El documento US 2006/0180414 A1 publica un soporte de revestimiento con estructuras de retención para el revestimiento de fricción, que está dispuesto en series, de manera que cada estructura de retención presenta una proyección y un saliente, de manera que el saliente es generado durante la generación del saliente a través de desplazamiento del material. En una forma de realización puede estar previsto que las series de las estructuras de retención se extiendan esencialmente a lo largo del eje longitudinal de la placa de soporte del revestimiento y, por lo tanto, en la dirección de las fuerzas de cizallamiento. De esta manera se podría asegurar que en las zonas marginales altamente cargadas del revestimiento de fricción esté prevista siempre una proyección. El documento EP 0 626 228 A1 publica un procedimiento para la modificación de la superficie de una pieza de trabajo, siendo una aplicación importante del procedimiento la fijación de revestimientos de frenos sobre lados traseros metálicos del revestimiento de freno. Una idea esencial de la invención a este respecto es revestir la superficie a modificar de manea homogénea con una pluralidad de cavidades y cordones adyacentes entre sí, presentando los cordones un receso. Los cordones y cavidades individuales son inferiores a 1 mm. El documento WO 86/07568 publica un procedimiento para la fabricación de un producto, que presenta una adhesión entre dos superficies. A tal fin, al menos una de las superficies del producto es introducida en la trayectoria de un chorro de energía de una densidad determinada de la energía durante un periodo de tiempo determinado para modificar esta superficie. A continuación se pone la superficie modificada en contacto con un adhesivo. En particular, está previsto que el chorro de energía sea generado por un láser o un láser impulsado. Cometido Por lo tanto, el cometido de la invención es indicar un procedimiento para el procesamiento de un soporte de revestimiento así como un procedimiento para la fabricación de una zapata de freno, que eliminan los inconvenientes del estado de la técnica y hacen posible tratar de forma selectiva un soporte de revestimiento de tal manera que se consigue una base adhesiva óptima para la fijación del revestimiento de fricción. Para la prevención... [Seguir leyendo]
Reivindicaciones:
1.- Procedimiento para el procesamiento de un soporte de revestimiento (2), que está provisto para la fabricación de una zapata de freno (10) con un revestimiento de fricción (12) que debe aplicarse sobre el soporte de revestimiento 2), a través del tratamiento de la superficie de al menos una zona de procesamiento (4) de una superficie (2.1) del soporte de revestimiento a través de la incorporación de una estructura en la zona de procesamiento (4) por medio de radiación (5) rica en energía, caracterizado porque en un borde (8) de la zona de procesamiento (4) se introduce una estructura que se diferencia de la zona restante de procesamiento. 2.- Procedimiento de acuerdo con la reivindicación 1, caracterizado porque el soporte de revestimiento (2) es estructurado sobre al menos un lado (2.1) en la zona de procesamiento (4) que estará dirigido hacia el revestimiento de fricción (12) en una zapata de freno (10) acabada. 3.- Procedimiento de acuerdo con la reivindicación 1 ó 2, caracterizado porque la zona de procesamiento es una zona de fijación (4) con un revestimiento de fricción (12). 4.- Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque la zona de procesamiento (4) es rugosa. 5.- Procedimiento de acuerdo con la reivindicación 4, caracterizado porque el borde (8) es más rugoso que la zona restante de procesamiento. 6.- Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque las estructuras son generadas esencialmente, en particular totalmente sin resaltes. 7.- Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque las estructuras son trazas (6) esencialmente paralelas. 8.- Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque como radiación rica en energía se utiliza radiación láser (5), con preferencia radiación láser de un láser de diodos (7). 9.- Procedimiento de acuerdo con la reivindicación 8, caracterizado porque la longitud de onda del láser (7) está entre 805 nm y 950 nm. 10.- Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque la radiación rica en energía (5) es impulsada, con preferencia con frecuencias de impulsos desde aproximadamente 10 kHz hasta aproximadamente 30 kHz, con preferencia 20 kHz. 11.- Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque a través del tratamiento de la superficie se generan valores medios de rugosidad de Ra 1 a 10, con preferencia 6 a 7. 12.- Procedimiento para la fabricación de una zapata de freno en el que se fija un revestimiento de fricción (12) sobre un soporte de revestimiento (2), en el que el soporte de revestimiento (2) es pre-tratado de acuerdo con una de las reivindicaciones 1 a 10 en la zona de fijación (4). 13.- Procedimiento de acuerdo con la reivindicación 12, caracterizado porque se aplica un revestimiento de fricción (12) sobre la zona procesada (4) por medio de un adhesivo (16). 14.- Procedimiento de acuerdo con la reivindicación 13, caracterizado porque el adhesivo (16) se aplica solamente por sectores sobre la zona de fijación (4) y/o sobre el revestimiento de fricción (12). 15.- Procedimiento de acuerdo con la reivindicación 12, caracterizado porque se aplica un revestimiento de fricción (12) sobre la zona procesada (4) sin la utilización de un adhesivo. 8 E10001294 26-10-2011 9 E10001294 26-10-2011
Patentes similares o relacionadas:
Soporte metálico para un elemento de frenado y pastilla de freno asociada, del 1 de Julio de 2020, de ITT Italia S.r.l: Un soporte metálico para la obtención de elementos de frenado para vehículos, en particular pastillas de freno, que comprende una primera […]
PASTILLA DE FRENO DE TIPO FLOTANTE, del 4 de Junio de 2020, de BEIJING TIANYISHANGJIA NEW MATERIAL CORP., LTD: Esta pastilla de freno de tipo flotante incluye un panel trasero , dos unidades de fricción primarias y una unidad de límite establecidas […]
Placa posterior para una pastilla de freno de un conjunto de freno de disco y método de fabricación de la misma, del 6 de Mayo de 2020, de Util Industries S.p.A: Placa posterior para una pastilla de freno de un conjunto de freno de disco, que comprende un cuerpo de placa provisto de un par de superficies […]
Guarnición de freno de un freno de disco y juego de guarnición de freno, del 22 de Abril de 2020, de KNORR-BREMSE SYSTEME FUR NUTZFAHRZEUGE GMBH: Guarnición (12a, 12b) de freno para un freno de disco para un automóvil, en particular para un vehículo comercial ligero, con una placa trasera […]
Pastilla de freno para un freno de disco parcialmente recubierto de un vehículo ferroviario, distribución de una pastilla de freno en una placa de soporte y procedimiento de montaje de un elemento de fricción sobre un soporte de la pastilla de una pastilla de freno, del 8 de Abril de 2020, de KNORR-BREMSE SYSTEME FUR SCHIENENFAHRZEUGE GMBH: Pastilla de freno para un freno de disco parcialmente recubierto de un vehículo ferroviario, comprendiendo
- un soporte de pastilla ,
[…]
Pastilla de frenos de disco para vehículos ferroviarios, del 29 de Enero de 2020, de Cofren S.r.L: Una pastilla de frenos de disco para vehículos ferroviarios, que comprende una polaca de fijación para fijar la pastilla, como un conjunto, a una estructura […]
Freno operativo de un ascensor, y un ascensor, del 6 de Noviembre de 2019, de KONE CORPORATION: Freno operativo de un ascensor, que comprende una parte de bastidor, un disco del freno, estando dispuesto dicho disco en el extremo de un entrehierro […]
Horno continuo para capas de fricción de pastillas de freno y método de carga del mismo, del 9 de Octubre de 2019, de ITT Italia S.r.l: Un horno de convección estacionaria para el procesamiento de capas de fricción de pastillas de freno, que comprende una cámara de tratamiento térmico, un dispositivo […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Pastilla de frenos de disco para vehículos ferroviarios, del 29 de Enero de 2020, de Cofren S.r.L: Una pastilla de frenos de disco para vehículos ferroviarios, que comprende una polaca de fijación para fijar la pastilla, como un conjunto, a una estructura […]
Pastilla de frenos de disco para vehículos ferroviarios, del 29 de Enero de 2020, de Cofren S.r.L: Una pastilla de frenos de disco para vehículos ferroviarios, que comprende una polaca de fijación para fijar la pastilla, como un conjunto, a una estructura […]