PROCEDIMIENTO PARA EL MECANIZADO DE LOS ASIENTOS DE COJINETE DE LOS COJINETES PRINCIPALES Y COJINETES DE ELEVACIÓN DE LOS CIGÜEÑALES.
Procedimiento para el mecanizado de los asientos de cojinete de los cojinetes principales y cojinetes de elevación de los cigüeñales (1),
en el que los asientos de cojinete de los cojinetes principales (HL) y cojinetes de elevación (PL) se someten a las operaciones de mecanizado siguientes después de la formación original del cigüeñal (1) por forja o fundición: - conformación por mecanizado con arranque de viruta con filo de corte definido, - laminado fijo de todos las gargantas huecas o escotaduras (42) de los asientos de cojinete, - enderezamiento del cigüeñal, - mecanizado de precisión con arranque de viruta con una fresa de punta (12) respectivamente por - fresado rotativo con precorte a velocidad elevada y - fresado rotativo con corte de acabado a velocidad elevada, durante respectivamente esencialmente una rotación completa del cigüeñal (1) sin avance longitudinal y sin avance tangencial de la fresa de punta (12) y - laminado de acabado después del fresado rotativo con corte de acabado
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2007/004604.
Solicitante: NILES-SIMMONS INDUSTRIEANLAGEN GMBH.
Nacionalidad solicitante: Alemania.
Dirección: ZWICKAUER STRASSE 355 09117 CHEMNITZ ALEMANIA.
Inventor/es: NAUMANN, HANS J.
Fecha de Publicación: .
Fecha Solicitud PCT: 24 de Mayo de 2007.
Clasificación Internacional de Patentes:
- B21H7/18A
- B23C3/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23C FRESADO (brochado B23D; para la fabricación de engranajes B23F; dispositivos para copiar o controlar B23Q). › B23C 3/00 Fresado de piezas especiales; Operaciones de fresado especiales; Máquinas correspondientes (fresado de dientes de engranaje B23F; fresado de fileteados B23G 1/32). › Fresado de cigüeñales.
- B23C5/10 B23C […] › B23C 5/00 Herramientas de fresado (para tallar dientes de engranaje B23F 21/12). › Fresas de mango, es decir, con mango incorporado.
- B23P15/00 B23 […] › B23P OTROS PROCEDIMIENTOS PARA EL TRABAJO DEL METAL NO PREVISTOS EN OTRO LUGAR; OPERACIONES MIXTAS; MAQUINAS HERRAMIENTAS UNIVERSALES (dispositivos para el copiado o el control B23Q). › Fabricación de objetos determinados por medio de operaciones no cubiertas en alguna sola de las otras subclases o por algún grupo de esta subclase.
- B23P9/02 B23P […] › B23P 9/00 Tratamiento o acabado mecánico de superficies, con o sin calibrado, con el fin primordial de resistir mejor al desgaste o a los golpes, p. ej. tratamiento de aletas de turbina o de palieres para tornarlos lisos o rugosos (tratamiento cubierto por una sola de las otras subclases, ver la subclase en cuestión, p. ej. B24C, C21D 7/00, C22F 1/00 ); Características, no previstas en otro lugar, de tales superficies cuando su tratamiento no está precisado. › Tratamiento o acabado por presión, p. ej. por moleteado (B23P 9/04 tiene prioridad).
- B24B39/04B
- B24B5/42 B […] › B24 TRABAJO CON MUELA; PULIDO. › B24B MAQUINAS, DISPOSITIVOS O PROCEDIMIENTOS PARA TRABAJAR CON MUELA O PARA PULIR (por electroerosión B23H; tratamiento por chorro abrasivo B24C; grabado o pulido electrolítico C25F 3/00 ); REAVIVACION O ACONDICIONAMIENTO DE SUPERFICIES ABRASIVAS; ALIMENTACION DE MAQUINAS CON MATERIALES DE RECTIFICAR, PULIR O ALISAR. › B24B 5/00 Máquinas o dispositivos para trabajar con muela superficies de revolución de piezas, incluyendo aquéllas que trabajan superficies planas adyacentes; Accesorios a este efecto (B24B 11/00 - B24B 21/00 tienen prioridad; máquinas o dispositivos de acabado que utilizan bloques abrasivos animados de un movimiento a la vez axial y rotativo B24B 33/00). › para rectificar cigüeñales o muñequillas de cigüeñales.
Clasificación PCT:
- B21D3/08 B […] › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 3/00 Enderezado o restaurado de la forma de barras, tubos o perfiles metálicos, o de objetos determinados hechos a partir de estos materiales, lleven o no partes de chapa. › desplazándose según una órbita sin girar alrededor de la pieza.
- B21H7/18 B21 […] › B21H FABRICACION DE ARTICULOS METALICOS ESPECIALES POR LAMINADO, p. ej. TORNILLOS, RUEDAS, ANILLOS, CILINDROS, BOLAS (principalmente a partir de chapas B21D). › B21H 7/00 Fabricación de artículos no previstos en los grupos B21H 1/00 - B21H 5/00, p. ej. herramientas para la agricultura, tenedores, cuchillos, cucharas (clavos, alfileres B21G 3/30). › de alfileres acanalados; Laminado de ranuras sobre las piezas, p. ej. ranuras de engrase.
- B23C3/06 B23C 3/00 […] › Fresado de cigüeñales.
- B23P13/00 B23P […] › Fabricación de objetos metálicos por medio de operaciones que implican un trabajo a máquina, pero no cubiertas por alguna sola de las otras subclases (fabricación de objetos determinados B23P 15/00).
- B23P15/00 B23P […] › Fabricación de objetos determinados por medio de operaciones no cubiertas en alguna sola de las otras subclases o por algún grupo de esta subclase.
- B23P23/04 B23P […] › B23P 23/00 Máquinas o dispositivos de máquinas que realizan combinaciones determinadas de diferentes operaciones de trabajo, no incluido en una sola de las otras subclases (máquinas horizontales combinadas para escariar y fresar B23B 39/02; si los tipos particulares de operación no son esenciales B23Q 37/00 - B23Q 41/00; características relativas a las operaciones cubiertas por una sola subclase, ver la subclase en cuestión). › para efectuar el mecanizado y otras operaciones del metal.
- B23P9/02 B23P 9/00 […] › Tratamiento o acabado por presión, p. ej. por moleteado (B23P 9/04 tiene prioridad).
- B24B5/42 B24B 5/00 […] › para rectificar cigüeñales o muñequillas de cigüeñales.
- C21D7/08 QUIMICA; METALURGIA. › C21 METALURGIA DEL HIERRO. › C21D MODIFICACION DE LA ESTRUCTURA FISICA DE LOS METALES FERROSOS; DISPOSITIVOS GENERALES PARA EL TRATAMIENTO TERMICO DE METALES O ALEACIONES FERROSOS O NO FERROSOS; PROCESOS DE MALEABILIZACION, p.ej. POR DESCARBURACION O REVENIDO (cementación por procesos de difusión C23C; tratamiento de la superficie de materiales metálicos utilizando al menos un proceso cubierto por la clase C23 y al menos un proceso cubierto por la presente subclase, C23F 17/00; solidificación unidireccional de materiales eutécticos o separación unidireccional de materiales eutectoides C30B). › C21D 7/00 Modificación de las propiedades físicas del hierro o el acero por deformación (aparatos para el trabajo mecánico de metales B21, B23, B24). › por bruñido o similares.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2360343_T3.pdf

Fragmento de la descripción:
Procedimiento para el mecanizado de los asientos de cojinete de los cojinetes principales y cojinetes de elevación de los cigüeñales.
La invención se refiere a un procedimiento para el mecanizado de los asientos de cojinete de los cojinetes principales y cojinetes de elevación de los cigüeñales, en el que los asientos de cojinete de los cojinetes principales y cojinetes de elevación se someten a varias operaciones de mecanizado después de la formación original del cigüeñal por forja o fundición.
Los asientos de cojinete de los cojinetes principales y los cojinetes de elevación de cigüeñales se mecanizan usualmente con arranque de viruta en varias etapas. Según una serie de mecanizado típica en este sentido, los asientos de cojinete del cigüeñal forjado o fundido se desbastan en primer lugar por rotación, fresado o vaciado rotativo, luego se mecanizan de forma intermedia por rectificado y finalmente se someten a un mecanizado de acabado. En particular, para proteger los asientos de cojinete frente a deterioros en el transcurso de la fabricación posterior, el mecanizado comprende regularmente también el endurecimiento y a continuación el rectificado para llevar los asientos de cojinete, después de que han sido endurecidos, a sus dimensión final.
Así el prospecto de empresa de la empresa Hegenscheidt, Erkelenz, del año 1983 con el título "Technologie der Kurbelwellen - Bearbeitung zur Steigerung von Qualität und Lebensdauer (Tecnología de los cigüeñales - mecanizado para el aumento de la calidad y vida útil)" describe una "serie de mecanizado para cigüeñales alojados 5 veces de 4 cilindros" (a continuación este documento se denomina de forma abreviada como Do).
La serie de mecanizado conocida comprende 25 operaciones para el mecanizado completo de un cigüeñal (compárese Do, páginas 8 y 9). No todas las operaciones de mecanizado efectuadas son interesantes para la presente invención. Aquí son interesantes las operaciones 04, 05, 06, 09, 10, 11, 12, 13,14 y 22 a. Las operaciones 04 a 06 pueden sumarse bajo el concepto "conformación por mecanizado con arranque de viruta con filo de corte definido". Alternativamente a las operaciones 09 y 10, endurecimiento y distensión, se indica la operación 22 a, laminado de acabado; es decir, compactar las superficies no endurecidas de los asientos de cojinete. Luego en cada caso se realiza un rectificado de acabado de los asientos de cojinete de los cojinetes principales y cojinetes de elevación conforme a las operaciones 13 y 14.
También se ha propuesto repetidamente el fresado rotativo de los asientos de cojinete de cigüeñales, por ejemplo, en el documento DE 212950 y el AT 286067. En este caso se pasa por delante de la pieza en rotación respectivamente una fresa de punta, que se rota alrededor de eje dispuesto perpendicularmente al eje del asiento de cojinete a mecanizar, con avance tangencial. En tiempo anterior tales activaciones se han retomado de nuevo, en particular para evitar los barros de rectificado que se producen durante el rectificado.
Así el documento WO 97/32680 A1 (a continuación este documento se designa de forma abreviada como D1) propone un procedimiento que se produce sin rectificado en húmedo para el mecanizado de los asientos de cojinete de cigüeñales, en el que el cigüeñal se rota mediante un dispositivo de recepción, en el que está sujeto y está alojada accionable de forma rotativa alrededor de su eje longitudinal, que coincide con el eje C de la máquina, con aproximadamente 20 a 100 rotaciones por minuto y se mecaniza con una herramienta de fresado que pueda rotar en un husillo de la herramienta alrededor de su eje A - paralelo al eje X de la máquina -, puede aproximarse a lo largo de su eje X hacia la herramienta y puede desplazarse perpendicularmente a su eje X (en la dirección Y de la máquina; tangencialmente a la herramienta). El mecanizado correspondiente se realiza en este caso en dos etapas.
Según las explicaciones debe poderse controlar la velocidad de avance tangencial, para considerar las diferentes solicitaciones de la herramienta de corte y las calidades a obtener del proceso de mecanizado, de forma que durante la fase de preparación (desbaste) los filos de corte periféricos de la herramienta de fresado tengan condiciones de corte óptimas y durante el mecanizado de acabado (afinado) del asiento de cojinete los filos de corte frontales puedan comprender todo el asiento de cojinete (compárese D1, página 11, líneas 11 a 25). Mediante velocidades de giro correspondientemente elevadas de la herramienta de fresado rotativo pueden alcanzarse las elevadas velocidades de corte necesarias en el Corte a Alta Velocidad (High-Speed-Cutting) y el cigüeñal puede rotarse aun así con la velocidad de giro de hasta aproximadamente 100 min-1, que también se utilizan durante el rectificado para la obtención de calidades elevadas de la pieza. Debido a las elevadas velocidades de corte, la solicitación de la herramienta es pequeña y pueden conseguirse unas geometrías espaciales muy buenas. En la herramienta adaptada al contorno del asiento de cojinete, el avance tangencial de la herramienta de fresado rotativo permite el mecanizado de toda la anchura del asiento de cojinete en un ciclo de trabajo. Los pasos convencionales del desbaste y mecanizado por rectificado de los asientos de cojinete podrían englobarse - en una máquina y con una sujeción del cigüeñal - en un paso de trabajo y por consiguiente podría conseguirse una racionalización considerable. En la herramienta de fresado está previstos tres placas de corte, hechas de tipos de materiales de corte corrientes y que presentan respectivamente un filo de corte en el lado frontal y uno en el lado periférico. La geometría de las placas de corte está adaptada a la geometría del asiento de cojinete a mecanizar respecto al radio de transición, hombro plano, etc. (compárese D1 página 6, línea 33 hasta página 7, línea 5).
Frente a la altura de elevación del cigüeñal, la herramienta conocida de fresado rotativo debe ser muy estirada (longitud saliente) para poder realizar el mecanizado del asiento de cojinete (compárese D1 página 8, líneas 18 a 20).
En resumen en D1 se propone un procedimiento y un dispositivo que mediante el uso del fresado rotativo con velocidad elevada debe hacer alcanzables unos tiempos de ciclo cortos y una calidad muy buena en el mecanizado de los asientos de cojinete de los cigüeñales, de forma que pueda prescindirse completamente del paso de mecanizado del rectificado (compárese D1 página 15, líneas 22 a 27). Se diferencia sólo entre cigüeñales de automóviles, que pueden ser por forja o fundición, y cigüeñales grandes y pesados, por ejemplo, para motores de barcos (compárese D1 página 1, párrafos 1 y 2, página 2, párrafo 2 y página 3, párrafo 1). Permanece abierto si están endurecidos los cigüeñales así designados o han experimentado algún otro tipo de compactación de la superficie de los asientos de cojinete. Pero el especialista sabe que entre el mecanizado de los cigüeñales de automóviles y cigüeñales para motores de barcos existen grandes diferencias tecnológicas. Por consiguiente debe dudarse de si la enseñanza de D1 puede transmitirse de forma ilimitada a todos los tipos de cigüeñales, sin que el especialista deba entrar en acción aquí de forma inventiva.
Estimado a ojo en la cantidad de producción de cigüeñales de automóviles aproximadamente un 25% no están endurecidos. En aproximadamente el 50% de todos los cigüeñales de automóviles producidos se endurecen los asientos de cojinete. Casi el 25% de los cigüeñales de automóviles producidos tienen también transiciones endurecidas entre asiento de cojinete y gualdera del cigüeñal o escotaduras endurecidas.
Por el documento EP 1 030 755 B1 (a continuación este documento se denomina de forma abreviada como D2) se conoce el mecanizado de cigüeñales por la serie de pasos de mecanizado - arranque de viruta - endurecimiento - arranque de viruta - acabado. Para ello se explica que ante todo en el caso de cigüeñales de acero se endurecen las superficies de los asientos de cojinete en sus zonas próximas a la superficie. Esto sirve para una resistencia a la abrasión aumentada de los asientos de cojinete, una prevención de deterioros de estos asientos de cojinete en la manipulación durante todo el proceso de fabricación, así como para la influencia de las propiedades de resistencia del cigüeñal (compárese D2 columna 1, líneas 23 a 30). El punto de partida técnico de las reflexiones de D2 es el mecanizado convencional de cigüeñales en cuatro pasos: el... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para el mecanizado de los asientos de cojinete de los cojinetes principales y cojinetes de elevación de los cigüeñales (1), en el que los asientos de cojinete de los cojinetes principales (HL) y cojinetes de elevación (PL) se someten a las operaciones de mecanizado siguientes después de la formación original del cigüeñal (1) por forja o fundición:
- conformación por mecanizado con arranque de viruta con filo de corte definido,
- laminado fijo de todos las gargantas huecas o escotaduras (42) de los asientos de cojinete,
- enderezamiento del cigüeñal,
- mecanizado de precisión con arranque de viruta con una fresa de punta (12) respectivamente por
- laminado de acabado después del fresado rotativo con corte de acabado.
2. Procedimiento según la reivindicación 1, caracterizado porque después del fresado rotativo con precorte se realiza una medición del diámetro de los asientos de cojinete (HL, PL) y luego la aproximación para el corte de acabado se efectúa a través del control numérico de la máquina de mecanizado en función del resultado de la medición.
3. Procedimiento según la reivindicación 1 o reivindicación 2, caracterizado porque el endurecimiento al menos de partes del cigüeñal sigue a la conformación por mecanizado con arranqué de viruta con un filo de corte definido.
4. Procedimiento según una de las reivindicaciones 1 a 3, caracterizado porque la aproximación de la fresa de punta (12) se realiza durante la inmersión al inicio del fresado rotativo con precorte y al inicio del fresado rotativo con corte de acabado referido al eje de rotación (17) de la fresa de punta (12) sólo en la dirección del eje de rotación (17).
5. Procedimiento según la reivindicación 4, caracterizado porque el corte inicial durante la inmersión de la fresa de punta (12) se extiende sobre 3º a 15º, preferiblemente aproximadamente 5o del ángulo de rotación del cigüeñal (1).
6. Procedimiento según una de las reivindicaciones 1 a 5, caracterizado porque una garganta de salida se introduce durante la formación del cigüeñal a ambos lados del asiento de cojinete a generar respectivamente.
7. Procedimiento según una de las reivindicaciones 1 a 6, caracterizado porque el fresado rotativo con precorte o con corte de acabado se realiza con una desalineación (e) del eje de rotación (17) de la fresa de punta (12) respecto al eje de rotación (12) del asiento de cojinete de aproximadamente 0,15 a 0,2 veces el valor del diámetro de la fresa de punta (12).
8. Procedimiento según una de las reivindicaciones 1 a 7, caracterizado porque los asientos de cojinete de los cojinetes principales (HL) se mecanizan, mecanizándose sucesivamente cada asiento de cojinete individual con una sola fresa de punta (12), mientras que el cigüeñal (1) se sostiene al mismo tiempo en un cojinete principal (HL) respectivamente adyacente en la dirección radial por una luneta.
9. Procedimiento según la reivindicación 7, caracterizado porque se mecanizan los asientos de cojinete de los cojinetes de elevación (PL) de un cigüeñal (1), mecanizándose sucesivamente cada asiento de cojinete individual con una sola fresa de punta (12), mientras que el cigüeñal (1) se soporta al mismo tiempo en un cojinete principal (HL) respectivamente adyacente en la dirección radial por una luneta.
10. Procedimiento según una de las reivindicaciones 1 a 9, caracterizado porque el fresado rotativo con corte de acabado comprende más de 360º del ángulo de rotación del cigüeñal.
11. Procedimiento según una de las reivindicaciones 1 a 10, caracterizado porque el inicio del mecanizado de precisión con arranque de viruta se realiza durante el fresado rotativo con precorte y/o durante el fresado rotativo con corte de acabado en la zona de un orificio de paso de aceite.
12. Máquina herramienta para la realización del procedimiento según una de las reivindicaciones 1 a 11, caracterizada porque la máquina herramienta presenta
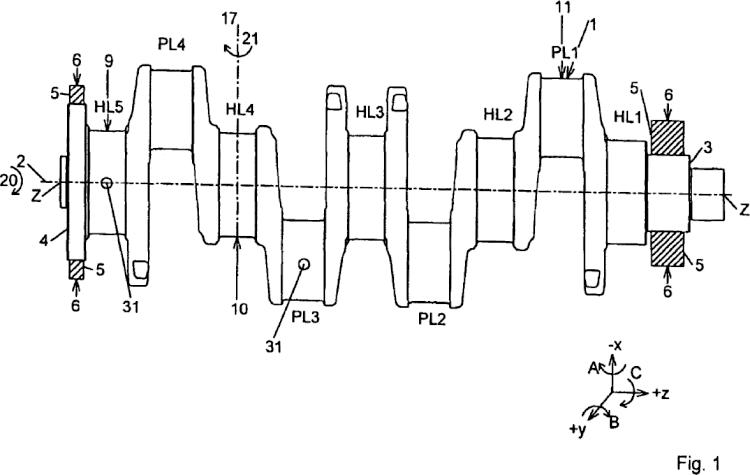
- un husillo principal con un eje de rotación (eje C) alrededor del eje Z, conforme al eje de rotación principal (2) de un cigüeñal (1) a mecanizar,
- dos mandriles de sujeción rotativos en el eje C para el cigüeñal (1), de los que al menos uno puede accionarse,
- al menos un husillo de la herramienta que rota alrededor del eje X, que puede desplazarse en la dirección Y y en la dirección Z y puede aproximarse en la dirección X,
- al menos una luneta desplazable a lo largo de la dirección Z con al menos un apoyo para el cigüeñal (1) en un asiento de cojinete de sus cojinetes principales (HL) y
- al menos un dispositivo para laminado fijo de las gargantas huecas o escotaduras (42) y para el enderezamiento del cigüeñal (1) con la ayuda de herramientas de laminado fijo (43 a 48) y
- al menos un dispositivo para el laminado de acabado de los asientos de cojinete de los cojinetes principales (HL) y cojinetes de elevación (PL).
13. Máquina herramienta según la reivindicación 12, caracterizada porque el primer mandril de sujeción aloja un cigüeñal (1) en su brida (4) y el segundo mandril de sujeción aloja el cigüeñal en su pivote (3).
14. Máquina herramienta según la reivindicación 12 o reivindicación 13, caracterizada porque el husillo de la herramienta puede desplazarse un valor e en la dirección Y.
15. Máquina herramienta según una de las reivindicaciones 12 a 14, caracterizada porque el husillo de la herramienta está previsto para el alojamiento de una fresa de punta (12), cuyo mango (15) tiene una longitud en relación a su diámetro (13) que se sitúa entre 10:1,5 a 10:3.
16. Máquina herramienta según la reivindicación 15, caracterizada porque la fresa de punta (12) presenta tres filos de corte a base de placas de corte CBN (18) soldadas.
17. Máquina herramienta según la reivindicación 16, caracterizada porque las placas de corte CBN (18) presentan respectivamente un ángulo de ataque (19) que disminuye un valor entre 0,02º y 0,08º del perímetro exterior de la fresa de punta (12) en dirección a su eje longitudinal (17).
18. Máquina herramienta según la reivindicación 17, caracterizada porque la fresa de punta tiene un diámetro que corresponde a un valor de 1,15 a 1,35 veces la anchura del asiento de cojinete (HL o PL) a mecanizar.
19. Máquina herramienta según una de las reivindicaciones 12 a 18, caracterizada porque la relación entre la velocidad de rotación del o de los mandriles de sujeción respecto a la velocidad de rotación del husillo de la herramienta está entre 1:400 y 1:2000.
20. Máquina herramienta según una de las reivindicaciones 12 a 19, caracterizada porque el apoyo de la luneta se realiza en tres puntos de un cojinete principal (HL 1-5) de un cigüeñal (1), de los que uno se sitúa en la dirección X.
21. Máquina herramienta según la reivindicación 20, caracterizada porque los apoyos del cigüeñal (1) están configurados por lunetas como bloques deslizantes (25, 27, 28), que en la zona del orificio de paso de aceite (31) del asiento de cojinete (30) de un cojinete principal presentan respectivamente una entalladura (32).
22. Máquina herramienta según la reivindicación 12, caracterizada porque presenta un dispositivo para el endurecimiento de gargantas huecas o escotaduras (42) o de los asientos de cojinete de cojinetes principales (HL) y cojinetes de elevación (PL).
23. Máquina herramienta según la reivindicación 12, caracterizada porque la máquina herramienta presenta al menos un dispositivo de medición que puede pivotarse y/o posicionarse para la medición de los cojinetes principales (HL) y cojinetes de elevación (PL).
24. Máquina herramienta según la reivindicación 23, caracterizada porque los dispositivos de medición sin contacto están previstos para la medición de los cojinetes principales (HL) y cojinetes de elevación (PL).
Patentes similares o relacionadas:
Fresa para grafito de electrodos y fresa de mecanización de cerámicas de óxido, del 15 de Julio de 2020, de Hufschmied Zerspanungssysteme GmbH: Fresa que comprende un mango en un extremo y una punta de herramienta en el otro extremo, así como unas ranuras de virutas que se extienden desde el […]
Un inserto de fresa de punta esférica, un cuerpo de herramienta de fresa de punta esférica y una fresa de punta esférica, del 17 de Junio de 2020, de WALTER AG: Un inserto de fresa de punta esférica que comprende un cuerpo del inserto que tiene un eje central axial (C2), dos superficies laterales opuestas […]
Herramienta de corte giratoria que tiene cuerpo sintetizado de diamante policristalino, del 13 de Mayo de 2020, de MITSUBISHI MATERIALS CORPORATION: Una herramienta de corte giratoria que incluye un material de diamante policristalino, comprendiendo la herramienta de corte giratoria: un cuerpo de herramienta […]
Herramienta de fresado, del 8 de Abril de 2020, de MAPAL FABRIK FUR PRAZISIONSWERKZEUGE DR. KRESS KG: Herramienta de fresado comprendiendo - un cuerpo de base , un eje central (M) y una cara frontal , en la cual - al menos dos primeras cuchillas frontales […]
Herramienta de mecanización, del 4 de Marzo de 2020, de CERATIZIT AUSTRIA GESELLSCHAFT M.B.H.: Herramienta para la mecanización con arranque de virutas con un cuerpo base que determina un eje de rotación (R) alrededor del cual gira la herramienta […]
Fresa de corte de radio angular de carburo cementado con cresta de ángulo continuamente curvada y diseño de filo helicoidal, del 26 de Febrero de 2020, de ISCAR LTD.: Una fresa de corte de radio angular de carburo cementado que tiene un eje de rotación que define direcciones hacia delante y hacia atrás […]
Fresa radial esférica, del 4 de Diciembre de 2019, de MITSUBISHI MATERIALS CORPORATION: Fresa radial esférica que comprende: un cuerpo principal de fresa radial que rota alrededor de un eje (O); una pluralidad de ranuras de descarga de […]
 Fresa radial esférica, del 25 de Septiembre de 2019, de MITSUBISHI MATERIALS CORPORATION: Fresa radial esférica que comprende:
un número par de filos de corte que se forman a intervalos en una dirección circunferencial en una parte […]
Fresa radial esférica, del 25 de Septiembre de 2019, de MITSUBISHI MATERIALS CORPORATION: Fresa radial esférica que comprende:
un número par de filos de corte que se forman a intervalos en una dirección circunferencial en una parte […]