CIP-2021 : B23P 9/02 : Tratamiento o acabado por presión, p. ej. por moleteado (B23P 9/04 tiene prioridad).
CIP-2021 › B › B23 › B23P › B23P 9/00 › B23P 9/02[1] › Tratamiento o acabado por presión, p. ej. por moleteado (B23P 9/04 tiene prioridad).
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR.
B23P OTROS PROCEDIMIENTOS PARA EL TRABAJO DEL METAL NO PREVISTOS EN OTRO LUGAR; OPERACIONES MIXTAS; MAQUINAS HERRAMIENTAS UNIVERSALES (dispositivos para el copiado o el control B23Q).
B23P 9/00 Tratamiento o acabado mecánico de superficies, con o sin calibrado, con el fin primordial de resistir mejor al desgaste o a los golpes, p. ej. tratamiento de aletas de turbina o de palieres para tornarlos lisos o rugosos (tratamiento cubierto por una sola de las otras subclases, ver la subclase en cuestión, p. ej. B24C, C21D 7/00, C22F 1/00 ); Características, no previstas en otro lugar, de tales superficies cuando su tratamiento no está precisado.
B23P 9/02 · Tratamiento o acabado por presión, p. ej. por moleteado (B23P 9/04 tiene prioridad).
CIP2021: Invenciones publicadas en esta sección.
Herramienta de moleteado de polea y procedimiento para hacerla funcionar.
(25/03/2020). Solicitante/s: OTIS ELEVATOR COMPANY. Inventor/es: MARTIN,KYLE B, LANESEY,DAVID J.
Una herramienta de moleteado de polea , que comprende:
un cuerpo acoplado de manera separable a una estructura de soporte de una unidad de accionamiento ;
un brazo acoplado de manera pivotante al cuerpo en torno a un primer eje de pivote ;
un gato acoplado de manera ajustable a y que se extiende entre el cuerpo y el brazo ; y
una primera rueda de moleteado portada por el brazo , y
donde el gato está construido y dispuesto para pivotar el brazo hacia una polea ejerciendo así una fuerza de empuje de la primera rueda de moleteado contra la polea , caracterizada por que la herramienta de moleteado de polea está configurada para moletear la polea mientras porta una correa y mientras está acoplada a la unidad de accionamiento para su rotación.
PDF original: ES-2800286_T3.pdf
Polea de correa y procedimiento para formar impresiones.
(25/03/2020). Solicitante/s: OTIS ELEVATOR COMPANY. Inventor/es: MARTIN,KYLE B, LANESEY,DAVID J.
Un procedimiento para formar impresiones en una polea de correa sin quitar una correa asociada , comprendiendo el procedimiento:
colocar una rueda de moleteado de una herramienta contra una sección que se extiende circunferencialmente de una polea que no está en contacto con la correa ; y
hacer girar la polea.
PDF original: ES-2800287_T3.pdf
Procedimiento y dispositivo para el mecanizado de las superficies de rodadura de ruedas para vehículos ferroviarios.
(26/02/2020). Solicitante/s: HEGENSCHEIDT-MFD GMBH. Inventor/es: MALDANER,JANDREY, RUDI,ALEXANDER.
Dispositivo para el mecanizado de las superficies de rodadura de ejes montados para vehículos ferroviarios mediante una máquina de mecanizado de ruedas, en donde en una etapa de procedimiento se lleva a cabo un mecanizado por laminación de las ruedas con un rodillo de laminación profunda, caracterizado por que el dispositivo presenta al menos una unidad de fijación para una herramienta , que está dispuesta en una posición definida con respecto a una rueda posicionada mediante configuración básica, para servir alternativamente como alojamiento para una herramienta para un mecanizado por arranque de virutas o una herramienta de laminación , en donde la fuerza de laminación puede ajustarse mediante el control de los pares de motores de accionamiento de los ejes de avance de la herramienta de laminación.
PDF original: ES-2783899_T3.pdf
Procedimiento de calibración y dispositivo de calibración.
(09/05/2019) Dispositivo de calibración para calibrar una abertura de cojinete de una pieza de trabajo , en particular de un componente de motor , por ejemplo una biela, presentando el dispositivo de calibración al menos una herramienta de calibración que presenta en su circunferencia exterior al menos un contorno de calibración , con el que se puede calibrar un contorno interior de cojinete , que sirve como superficie de cojinete de la abertura de cojinete , moviéndose para calibrar la abertura de cojinete al menos un contorno de calibración por medio de un movimiento de avance (29a, 29b) a lo largo de una vía de calibración , a lo largo del contorno interior de cojinete , comprendiendo el dispositivo de calibración un dispositivo de posicionamiento para posicionar la pieza de…
Procedimiento de calibración y equipo de calibración con un dispositivo de calibración.
(24/04/2019) Procedimiento de calibración para calibrar una abertura de alojamiento de una pieza de trabajo , en particular de un componente de motor , por ejemplo de una biela, con un dispositivo de calibración , el cual presenta al menos una herramienta de calibración , la cual presenta en su perímetro exterior al menos un contorno de calibración , con el cual puede calibrarse un contorno interior de alojamiento que sirve como superficie de alojamiento, de la abertura de alojamiento, moviéndose en el procedimiento de calibración el al menos un contorno de calibración mediante un movimiento de avance (29a, 29b) a lo largo de un…
(28/06/2017) Útil de bruñido con un porta-rodillos que sobresale en una dirección de avance (V), en el que en una dirección circunferencial están dispuestos uno o varios rodillos de bruñido de forma giratoria alrededor de un eje de rodillo (A) para el mecanizado de una superficie de una pieza de trabajo, en el que al menos un rodillo de bruñido presenta una superficie de contacto para el contacto en la pieza de trabajo con una sección de raspado con elevaciones que sobresalen radialmente hacia fuera respecto al eje de rodillo (A), caracterizado porque el porta-rodillos presenta una sección que se estrecha cónicamente en la dirección de avance V, estando dispuestos varios rodillos de bruñido cónicos en una superficie exterior de la sección que se estrecha del porta-rodillos , de tal manera que ruedan en la superficie exterior del portarodillos…
Dispositivo de calibración y procedimiento de calibración para la calibración de una abertura de cojinete de una pieza de trabajo.
(22/03/2017) Dispositivo de calibración para la calibración de una abertura de cojinete de una pieza de trabajo , en particular de un componente de motor , por ejemplo de una biela , con herramientas de calibración , que en su perímetro exterior presentan al menos un contorno de calibración , con el que puede calibrarse un contorno interior de cojinete , que sirve como superficie de cojinete, de la abertura de cojinete , moviéndose para la calibración de la abertura de cojinete el al menos un contorno de calibración debido a un movimiento de avance (29a, 29b) a lo largo de una vía de calibración a lo largo del contorno interior de cojinete , caracterizado por que las herramientas de calibración comprenden…
Máquina para el bruñido por laminación de árboles de ejes montados.
(11/01/2017). Solicitante/s: HEGENSCHEIDT-MFD GMBH & CO. KG. Inventor/es: HEIMANN, ALFRED, HEFFE,ROLAND.
Máquina , en particular máquina herramienta, para el bruñido por laminación de árboles de ejes montados para ejes montados de vehículos ferroviarios, con dos contrapuntas para alojar un árbol de eje montado en cada uno de sus dos extremos, un mecanismo para accionar el árbol de eje montado , dos pares de herramientas de bruñido por laminación , que pueden moverse en las direcciones x, y y z de la máquina herramienta para mecanizar la mangueta del árbol de eje montado así como con mecanismos tensores y de avance para las herramientas de bruñido por laminación, consistiendo las herramientas de bruñido por laminación en más de dos pares de rodillos de bruñido por laminación,
caracterizada porque las herramientas consisten en dos veces tres pares de rodillos de bruñido por laminación , de los que cada par está previsto para el bruñido por laminación de al menos un segmento longitudinal individual (zona de eje 1, 2, 3 o 4) del árbol de eje montado.
PDF original: ES-2622185_T3.pdf
Procedimiento de preparación de superficie antes de revestimiento por proyección térmica.
(28/12/2016). Solicitante/s: Comau France. Inventor/es: FIORONI, CLAUDE, BOUSQUET,VINCENT, GEA,FRÉDÉRIC, SERENI,SANDRINE.
Procedimiento de preparación de la superficie de un sustrato con fines de alojamiento y de retención de un revestimiento proyectado por antorcha de plasma, siendo dicho procedimiento del tipo del que comprende una fase de mecanizado, CARACTERIZADO POR QUE comprende las fases siguientes:
- realizar, por medio de una herramienta de mecanizado al menos, una ranura con al menos un borde inclinado,
- desplazar la herramienta , en un movimiento relativo de la herramienta con respecto a la superficie del sustrato , según una dirección perpendicular al eje longitudinal de la ranura y según un recorrido inferior a la longitud proyectada del borde inclinado,
- aplicar dicha herramienta en el borde inclinado de la ranura para someter este borde a una tensión y crear otra ranura desplazada y así sucesivamente de modo que las nervuras finalmente obtenidas entre cada ranura se deformen de manera irreversible bajo la acción de la herramienta y adopten superficies con destalonamiento.
PDF original: ES-2659317_T3.pdf
Método, herramienta y máquina para calibrar casquillos.
(05/10/2016). Solicitante/s: MAUSER-WERKE OBERNDORF MASCHINENBAU GMBH. Inventor/es: KELLER, MARTIN, GRUHLER, SIEGFRIED, KLEIN, JOACHIM, BREITHAUPT,WILLI.
Método para calibrar un casquillo , que tiene una zona de círculo completo y una zona (14a) de círculo parcial, con una herramienta (1, 2a, 2b; 101, 102a, 102b, 102c) calibradora, que posee un vástago con un primer segmento (2a; 102a) calibrador redondeado y con un segundo segmento (2b; 102b) calibrador, que ambos se han ensanchado radialmente respecto de la vástago, caracterizado por las etapas de:
- Insertar el primer segmento (2a; 102a) calibrador en la zona (14a) de círculo parcial;
- Insertar el primer segmento (2a; 102a) calibrador en la zona de círculo completo;
- Insertar el segundo segmento (2b; 102b) calibrador en la zona (14a) de círculo parcial con apoyo simultáneo del vástago mediante el primer segmento (2a; 102a) calibrador.
PDF original: ES-2609964_T3.pdf
Herramienta de conformación y procedimiento para abocardar una abertura con un dispositivo de abocardado.
(11/05/2016) Herramienta de conformación para abocardar una abertura con un dispositivo de abocardado que comprende varios elementos de abocardado , en la que los elementos de abocardado presentan cada uno de ellos una superficie de conformación curvada que discurre entre dos cantos extremos periféricos , en la que los elementos de abocardado pueden ser transferidos de una primera posición a una segunda posición, en la que en la primera posición, que corresponde a un estado contraído, los elementos de abocardado están unidos uno con otro a través de superficies de separación , y en la que en una segunda posición, que corresponde a un estado abocardado, los elementos de abocardado…
Rodillo de laminado profundo.
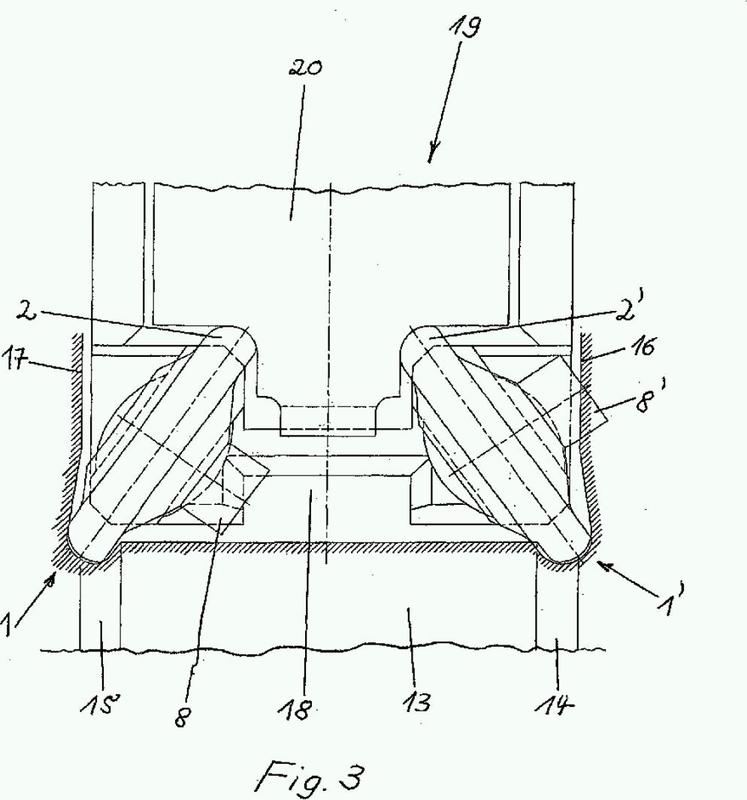
(12/02/2016). Ver ilustración. Solicitante/s: HEGENSCHEIDT-MFD GMBH & CO. KG. Inventor/es: STEFFENS, HANS-TONI, ZIMMERMANN, HANS.
Rodillo de laminado profundo (1, 1') para una herramienta de laminado profundo con un cuerpo base (2, 2') toroidal para el laminado profundo de radios o entalladuras que delimitan los muñones en cigüeñales a ambos lados, y con dos cuerpos centrales al menos aproximadamente troncocónicos que se elevan sobre los dos lados del cuerpo base (2, 2'), elevándose un cuerpo cilíndrico (8, 8') sobre la superficie de extremo superior de uno de los dos cuerpos centrales , caracterizado porque las dimensiones de la altura y del diámetro del cuerpo cilíndrico (8, 8') están fijadas de modo que la herramienta de laminado profundo choca con una cara de cigüeñal del cigüeñal en el caso de una ubicación de montaje incorrecta de un rodillo de laminado profundo (1, 1').
PDF original: ES-2559461_T3.pdf
PROCEDIMIENTO PARA EL MECANIZADO DE LOS ASIENTOS DE COJINETE DE LOS COJINETES PRINCIPALES Y COJINETES DE ELEVACIÓN DE LOS CIGÜEÑALES.
(03/06/2011) Procedimiento para el mecanizado de los asientos de cojinete de los cojinetes principales y cojinetes de elevación de los cigüeñales , en el que los asientos de cojinete de los cojinetes principales (HL) y cojinetes de elevación (PL) se someten a las operaciones de mecanizado siguientes después de la formación original del cigüeñal por forja o fundición: - conformación por mecanizado con arranque de viruta con filo de corte definido, - laminado fijo de todos las gargantas huecas o escotaduras de los asientos de cojinete, - enderezamiento del cigüeñal, - mecanizado de precisión con arranque de viruta con una fresa de punta respectivamente por - fresado rotativo con precorte a velocidad elevada y - fresado rotativo con corte de acabado a velocidad elevada, durante respectivamente esencialmente una rotación…
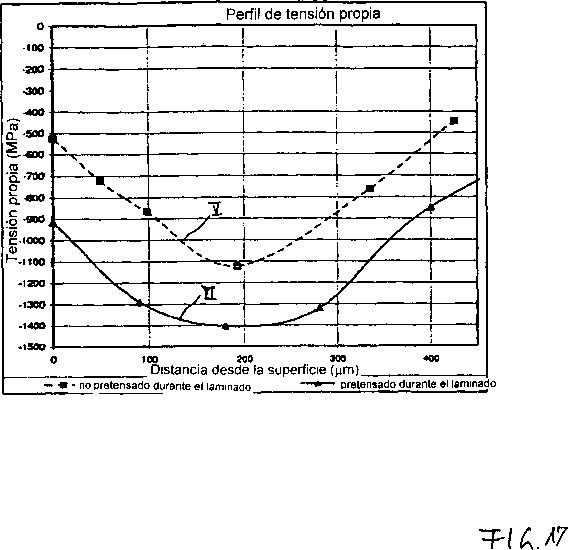
MEJORAS DE LA CAPA MARGINAL DE RESORTES DE DISCO O MUELLES ANULARES ONDULADOS.
(18/11/2009). Ver ilustración. Solicitante/s: MUHR UND BENDER KG. Inventor/es: HESSELMANN, BERNFRIED, DR.-ING., RINSDORF, ANDREAS, DR. -ING., MUHR, THOMAS, DR.-ING., BUCHNER, PETER, ROTH,SVEN.
Procedimiento para la fabricación de discos de resorte o muelles anulares ondulados, en cuyas zonas superficiales, que son solicitadas a través de tensiones de tracción en caso de carga de los muelles, se proveen con una tensión propia de presión en la capa marginal, caracterizado porque dichas zonas superficiales se compactan por laminación con una bola o un cilindro.
PROCEDIMIENTO PARA LA ELABORACION DE UNA PIEZA PARA UN ACUMULADOR DE ALTA PRESION DE COMBUSTIBLE Y PIEZA PARA LA UTILIZACION DEL PROCEDIMIENTO.
(01/06/2006). Solicitante/s: FEDERAL-MOGUL SEALING SYSTEMS BRETTEN GMBH. Inventor/es: SALAMEH, RALF, WALZ, TIMO.
Procedimiento para el mecanizado de una pieza tubular de un material ferrítico-perlítico, endurecible que - está destinado a un acumulador de alta presión de combustible (rail) de un sistema de inyección de combustible Common Rail de motores de combustión interna, - presenta una cámara interior axial y orificios transversales ininterrumpidos que discurren desde la periferia del rail con intersecciones a la cámara interior - en los sitios de empalme axiales y los sitios de.
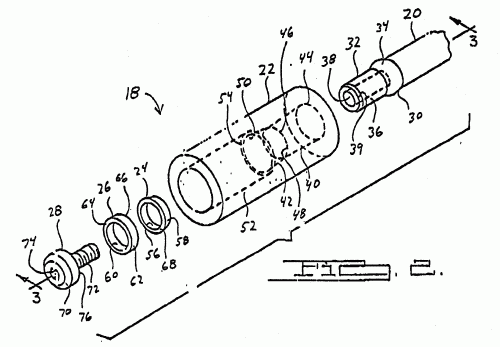
METODO PARA FORMAR UN CONECTOR ENDURECIDO MECANICAMENTE DE COMPONENTES MODULARES.
(16/12/2004). Ver ilustración. Solicitante/s: BIOMET, INC. Inventor/es: VANDEWALLE, MARK V.
PROCEDIMIENTO PARA FORMAR UN CONECTOR DE COMPONENTES MODULARES ENDURECIDO POR MEDIOS MECANICOS PARA SER UTILIZADO EN CIRUGIA ORTOPEDICA. ESTE PROCEDIMIENTO INCLUYE MECANIZAR UN ELEMENTO QUE FORMA UNA PARTE DEL IMPLANTE ORTOPEDICO EN UNA CONFIGURACION INICIAL QUE TIENE UNA ZONA DE TAMAÑO EXCESIVO. ENDURECIENDO POR PROCEDIMIENTOS MECANICOS UNA PARTE DE LA ZONA DE TAMAÑO EXCESIVO DEL ELEMENTO, SE MECANIZA EL ELEMENTO PARA DARLE UNA CONFIGURACION DE PRECISION FINAL DESPUES DE ENDURECER POR PROCEDIMIENTOS MECANICOS AL MENOS UNA PARTE DE LA ZONA DE TAMAÑO EXCESIVO DEL ELEMENTO.
CACEROLA Y PROCEDIMIENTO PARA FABRICAR UNA CACEROLA.
(01/04/2004) LA INVENCION SE REFIERE A UN RECIPIENTE DE COCINADO DE ACERO FINO CON UN FONDO , SUPERFICIES LATERALES EXTERIORES , UNA SUPERFICIE INTERIOR DEL FONDO , SUPERFICIES REDONDEADAS DEL FONDO Y SUPERFICIES LATERALES INTERIORES . LAS SUPERFICIES INTERIORES DEL FONDO , LAS SUPERFICIES REDONDEADAS DE FONDO Y LAS SUPERFICIES LATERALES INTERIORES FORMAN LAS SUPERFICIES DIRIGIDAS HACIA UN MATERIAL DE COCINADO. AL MENOS UNA PARTE DE ESTAS SUPERFICIES DIRIGIDAS A UN MATERIAL DE COCINADO MUESTRAN UNA SUPERFICIE DE LAMINACION LISA/FIRME. EN UN PROCEDIMIENTO DE CUERDO CON LA INVENCION PARA LA ELABORACION DE UN RECIPIENTE DE COCINADO DE ESTE TIPO SE ENCUENTRA PRESENTE UN…
PROCEDIMIENTO PARA PRODUCIR UN DENTADO INTERIOR EN UNA PIEZA DE MAQUINARIA POR MECANIZACION DE ARRANQUE DE VIRUTAS Y SUBSIGUIENTE CONSOLIDACION DE FRIO DE LAS BASES DE LOS DIENTES.
(01/05/2003). Solicitante/s: BAYERISCHE MOTOREN WERKE AKTIENGESELLSCHAFT. Inventor/es: LUCHNER, CLEMENS, REICHL, HORST, KUSTERMANN, KARL-HEINZ, GABELER, RUDIGER.
PARA UN TRATAMIENTO EN LA ELABORACION DE DENTADO INTERIOR EN UN COMPONENTE DE MAQUINA A TRAVES DE UNA MECANIZACION CON ARRANQUE DE VIRUTA Y COMPACTACION EN FRIO A CONTINUACION DE FONDOS DE DIENTES, SE PROPONE QUE CON UNA HERRAMIENTA COMBINADA SE ELABOREN PRIMERO LOS FLANCOS DE DIENTES SOBRE SU MEDIDA DE ELABORACION IMPIDIENDO LOS FONDOS DE DIENTES CON UN EXCESO PREVIAMENTE DETERMINADO Y QUE A CONTINUACION SE GENEREN LOS PERFILES DE ELABORACION DE CADA FONDO DE DIENTE A TRAVES DE DESPLAZAMIENTO DIRIGIDO ESENCIALMENTE RADIAL DEL MATERIAL A TRAVES DEL EXCESO RESPECTIVO DE DIMENSIONAMIENTO CON UN ALISADO FINAL DEL FONDO DE DIENTE COMPACTADO EN FRIO.
UN PROCEDIMIENTO PARA MEJORAR LAS TENSIONES RESIDUALES EN LA ZONA AFECTADA POR EL CALOR, DE METAL DE SOLDADURA.
(16/03/1986). Solicitante/s: O'DONNELL & ASSOCIATES, INC.
PROCEDIMIENTO PARA REDUCIR LAS TENSIONES RESIDUALES DE SOLDADURA EN LA ZONA DE METAL APORTADO AFECTADA POR EL CALOR. COMPRENDE INTRODUCIR MECANICAMENTE EN LA ZONA DE METAL APORTADO AFECTADA POR EL CALOR Y EN METAL DE BASE ADYACENTE, TENSIONES DE COMPRESION SUPERIORES A SUS LIMITES APARENTES DE ELASTICIDAD INDIVIDUALES, PERO QUE NO EXCEDEN DE SUS CARGAS DE ROTURA A COMPRESION; DONDE LAS TENSIONES DE COMPRESION APLICADAS A LA ZONA DE METAL APORTADO AFECTADA POR EL CALOR Y AL METAL DE BASE ADYACENTE, CUANDO SE SUMAN A LAS TENSIONES DE SOLDAUDRA ORIGINALES, EXCEDEN DEL LIMITE APARENTE DE ELASTICIDAD DEL MATERIAL EN LA ZONA DE METAL APORTADO AFECTADA POR EL CALOR Y EN EL METAL DE BASE ADYACENTE, DANDO COMO RESULTADO UN FLUJO PLASTICO PERMANENTE DEL MATERIAL DONDE LAS TENSIONES EXCEDEN DE LOS LIMITES DE ELASTICIDAD.
PROCEDIMIENTO PARA LA FABRICACION DE RUEDAS DE FRICCION DE ENCENDEDORES PIROFORICOS.
(01/11/1982). Solicitante/s: RACEK,ALFRED.
PROCEDIMIENTO PARA LA FABRICACION DE RUEDAS DE FRICCION DE ENCENDEDORES PIROFORICOS. CARACTERIZADO PORQUE PARA LA PRODUCCION DE LA SUPERFICIE PERIFERICA ENDENTADA DE LA RUEDA DE FRICCION SE DEFORMA DICHA SUPERFICIE PERIFERICA MEDIANTE GOLPES; PORQUE LA MENCIONADA SUPERFICIE PERIFERICA, EN LUGARES DESPLAZADOS ENTRE SI EN DIRECCION AXIAL, SE DEFORMA POR PUNTOS; PORQUE LA DEFORMACION SE REALIZA MEDIANTE UNA HERRAMIENTA CUYA SUPERFICIE LABRADORA POSEE UN RECTIFICADO LABRADO EN FORMA DE ONDAS O DIENTES, DISPUESTOS OBLICUAMENTE; Y PORQUE EL FILO CORTANTE DE LA HERRAMIENTA GOLPEADORA SE ENCUENTRA INTERRUMPIDO POR ESCOTADURAS.
UN METODO PARA DAR FORMA A LOS ORIFICIOS PARA BULON DE PISTON.
(01/05/1982). Solicitante/s: ASSOCIATED ENGINEERING ITALY S.P.A..
METODO PARA DAR FORMA A LOS ORIFICIOS PARA BULON DE PISTON DE UN MOTOR DE COMBUSTION INTERNA O COMPRESOR. SE INTRODUCEN LAS PARTES RESPECTIVAS DE UN PASADOR EN LOS ORIFICIOS PARA BULON Y SE APLICA UNA CARGA AL PASADOR. LA DIRECCION DE LA ALICACION DE LA CARGA Y LA FORMA DE LAS PARTES DEL PASADOR SON TALES QUE DEFORMAN RADIALMENTE HACIA FUERA LAS ZONAS RESPECTIVAS DE LAS PAREDES DE LOS RESALTOS PARA BULON QUE DEFINENE LOS ORIFICIOS, LAS CUALES SE EXTIENDEN HASTA LOS EXTREMOS INTERIORES DE LOS ORIFICIOS Y ESTAN SITUADAS EN EL LADO DE CABEZA DE UN PLANO QUE INCLUYE EL EJE COMUN DE LOS ORIFICIOS PARA BULON.
PROCEDIMIENTO PARA LA FABRICACION DE RUEDAS DE CHISPA.
(01/11/1978). Solicitante/s: DOVER CORPORATION.
Procedimiento para la fabricación de ruedas de chispa, comprendiendo la formación sobre el contorno de un cuerpo en bruto de rueda circular, una pluralidad de campos helicoidales espaciados, que se extienden diagonalmente entre lados opuestos del cuerpo en bruto y formando los campos sobre dicha cuerpo en bruto en una pluralidad de dientes, angularmente espaciados, incluyendo dicha etapa formadora de dientes el forzar el cuerpo en bruto coaxialmente dentro del taladro de una herramienta escariadora que corta muescas espaciadas en dichos campos, caracterizado porque, mientras el cuerpo en bruto está en el taladro de dicha herramienta escariadora, se efectúa una ligera rotación relativa entre dicha cuerpo en bruto y la citada herramienta para triscar los dientes formados por los campos entre dichas muestras.
UN METODO DE TRATAMIENTO DE LAS SUPERFICIES DE FROTAMIENTO DE PIEZAS METALICAS.
(01/10/1965). Solicitante/s: AUTOMOVILES M. BERLIET E HIDROMECANIQUE ET FROTTEM,ENT.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}