DISPOSITIVO Y PROCEDIMIENTO DE SUJECIÓN.
Una botella moldeada por soplado (10) que tiene una base (12),
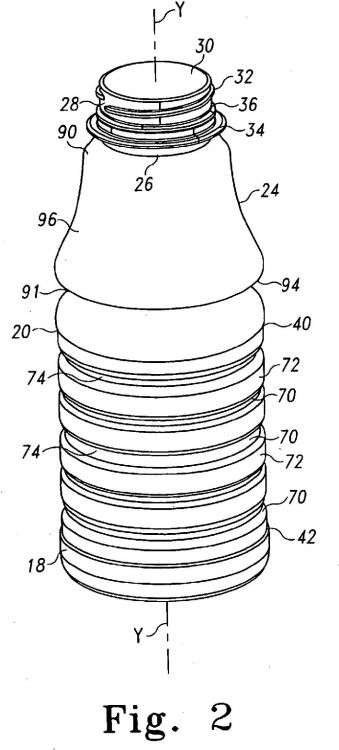
una pared lateral (14) que tiene un margen inferior (18) que une la base (12), la pared lateral (14) se extiende hacia arriba desde la base (12) hasta un margen superior (20), una porción de hombro (24) que se extiende hacia arriba desde el margen superior (20) de la pared lateral y hacia dentro hasta un cuello (26) que rodea un eje vertical (Y), soportando el cuello (26) una terminación (28) que define una abertura (30) adaptada para aceptar un cierre, un margen periférico superior circunferencialmente continuo (92) que se extiende hacia fuera, un anillo (94) que sobresale hacia fuera ubicado por debajo del margen periférico superior (92), y una superficie perimetral cóncava flexible lisa (96) que une el margen periférico superior (92) al anillo (94) que sobresale hacia fuera, en la que la botella (10) está caracterizada adicionalmente porque el punto medio vertical de la superficie perimetral cóncava flexible (96) tiene un radio (RM) medido desde el eje vertical (Y) que varía ligeramente en una pluralidad de posiciones separadas en torno al perímetro superficial, respondiendo la superficie perimetral cóncava (96) a la presencia de un vacío dentro de la botella al formar segmentos sustancialmente lineales (98) entre el margen periférico superior (92) y el anillo (94) que sobresale hacia fuera
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07015373.
Solicitante: INGERSOLL MACHINE TOOLS, INC..
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 707 FULTON AVENUE ROCKFORD IL 61103 ESTADOS UNIDOS DE AMERICA.
Inventor/es: OLDANI,TINO, BONOMI,GIOVANNI.
Fecha de Publicación: .
Fecha Solicitud PCT: 6 de Agosto de 2007.
Fecha Concesión Europea: 28 de Julio de 2010.
Clasificación PCT:
- B29C53/82 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 53/00 Conformación por curvado, doblado, torcido alargado o aplanado; Aparatos a este efecto (B29C 61/10 tiene prioridad). › Núcleos o mandriles.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Antecedentes de la invención
La presente invención versa acerca de botellas moldeadas por soplado, fabricadas normalmente de un plástico tal como tereftalato de polietileno (PET), útiles para contener bebidas con las que son llenadas en caliente las botellas. La presente invención versa en particular acerca de una estructura para una porción superficial, particularmente la porción de hombro, de tales botellas útiles para compensar, al menos parcialmente, cualquier vacío dentro de la botella posterior a la colocación del tapón.
Las botellas de plástico moldeadas por soplado previstas para ser llenadas en caliente han sido dotadas anteriormente con una variedad de características previstas para compensar, al menos en parte, la formación de un vacío parcial dentro de la botella posterior a la colocación del tapón tras el enfriamiento de los contenidos. Por ejemplo, las patentes U.S. 5.005.716; 5.503.283; 6.595.380; 6.896.147; 6.942.116; y 7.017.763 dan a conocer botellas moldeadas por soplado que pueden ser utilizadas en operaciones de llenado en caliente, que incluyen características en la base de la botella previstas para compensar, al menos en parte, la formación de un vacío parcial posterior a la colocación del tapón tras el enfriamiento. Las patentes U.S. 5.092.475; 5.141.121; 5.178.289; 5.303.834; 5.704.504; 6.398.052; 6.585.125; 6.698.606; y 7.032.770 dan a conocer botellas moldeadas por soplado que pueden ser utilizadas en operaciones de llenado en caliente, que incluyen características en la pared lateral de la botella previstas para compensar, al menos en parte, la formación de un vacío parcial posterior a la colocación del tapón. Las patentes U.S. 5.222.615; 5.762.221; 6.044.996; 6.662.961; y 6.830.158 dan a conocer botellas moldeadas por soplado que pueden ser utilizadas en operaciones de llenado en caliente, que incluyen características en el hombro de la botella previstas para compensar, al menos en parte, la formación de un vacío parcial posterior a la colocación del tapón tras el enfriamiento.
Las patentes U.S. 5.392.937; 5.407.086 (en la que está basado el preámbulo de la reivindicación 1 adjunta); 5.598.941; 5.971.184; 6.554.146; y 6.796.450 dan a conocer botellas moldeadas por soplado que pueden ser utilizadas en operaciones de llenado en caliente, que incluyen hombros simétricos rotacionalmente en sentido axial entre una pared lateral y un cuello de cada botella. Los hombros de estas botellas tienen un margen superior circunferencialmente continuo que se extiende hacia fuera uniendo el cuello, un anillo que sobresale hacia fuera inmediatamente por encima de la pared lateral, y una superficie perimetral cóncava que une el margen superior con el anillo que sobresale hacia fuera. A veces, esta estructura de hombro se describe como una que es práctica para agarrar la botella, y se reconoce en la patente U.S. 6.016.932 como que posiblemente contribuye a capacidades deficientes de carga superior. No se ha reconocido que tal superficie perimetral cóncava sustancialmente simétrica rotacionalmente en sentido axial pueda ser útil para compensar, al menos en parte, el vacío parcial posterior dentro de la botella a la colocación del tapón.
A pesar de las diversas características y beneficios de las estructuras de las anteriores revelaciones, sigue existiendo una necesidad para geometrías alternativas para botellas que pueden ser llenadas en caliente y que tienen una geometría sustancialmente simétrica rotacionalmente en sentido axial que puede acomodar la formación de un vacío parcial dentro de la botella posterior a la colocación del tapón. Además, sigue existiendo una necesidad de tal botella, que tenga una geometría simétrica que resista de manera efectiva la ovalización de la pared lateral. Además, existe una necesidad de que tal botella que se ajuste uniformemente a una geometría especificada después de un llenado en caliente, de forma que las botellas tengan una apariencia uniforme en el momento de la selección y la compra por parte del cliente.
Resumen de la invención
Estas varias necesidades quedan satisfechas por medio de una botella moldeada por soplado según la reivindicación 1, que tiene una base, una pared lateral que se extiende hacia arriba desde la base que incluye un margen inferior de pared lateral y un margen superior de pared lateral, una porción de hombro que se extiende hacia arriba y hacia dentro de forma axial por encima del margen superior de la pared lateral hasta una terminación que define una abertura adaptada para aceptar un cierre. El hombro incluye una superficie circunferencialmente continua que se extiende hacia fuera uniéndose al cuello que termina en un margen superior periférico. Hay ubicado un anillo que sobresale hacia fuera por debajo del margen superior periférico del hombro y por encima de la pared lateral del margen superior. Una superficie perimetral cóncava flexible une el margen superior periférico del hombro con el anillo que sobresale hacia fuera. La superficie perimetral cóncava flexible del hombro está dimensionada especialmente para responder a la presencia de un vacío dentro de la botella al formar segmentos lineales entre el margen periférico superior y el anillo que sobresale hacia fuera. Los segmentos lineales que se forman como resultado del vacío dentro de la botella están separados entre sí por medio de porciones cóncavas hendidas que compensan, al menos en parte, la formación de un vacío parcial posterior a la colocación del tapón. Se puede incluir una superficie perimetral cóncava flexible de la presente invención que se une a un margen superior periférico con un anillo inferior que sobresale hacia fuera en áreas de la botella distintas del hombro, y se pueden incluir más de una de dichas superficies en una única botella.
El radio medio del punto medio vertical de la superficie perimetral cóncava, medido desde el eje vertical, es generalmente entre aproximadamente el 82% y el 96% de la media de los dos radios que definen el margen superior periférico y el anillo que sobresale hacia fuera, que son los límites verticales de la superficie perimetral cóncava. El radio medio del punto medio de la superficie cóncava es generalmente mayor que (3/π) (sen π/3) (R1 + R2), en la que R1 es el radio más externo del margen superior periférico por encima de la superficie perimetral cóncava, y R2 es el radio del anillo que sobresale hacia fuera que define el margen inferior de la superficie perimetral cóncava. En general, el radio del punto medio vertical de la superficie perimetral cóncava no es superior a (6/π) (sen π/6) (R1 + R2). Toda la superficie perimetral cóncava flexible puede encontrarse a un radio superior a bien el margen superior periférico que se extiende hacia fuera o bien el anillo que sobresale hacia fuera, pero no a ambos. Se puede asistir el desarrollo de los segmentos lineales al dimensionar el punto medio vertical de la superficie perimetral cóncava flexible de forma que el radio del punto medio vertical medido desde el eje vertical varía entre uno y cinco por ciento en entre tres y cinco posiciones en torno al perímetro superficial cóncavo.
La botella moldeada por soplado puede incluir características distintas de la superficie cóncava flexible para acomodar la formación de un vacío posterior a la colocación del tapón tras el enfriamiento. Por ejemplo, la pared lateral y la base pueden incluir características sensibles al vacío tales como paneles rodeados por anillos flexibles más o menos como los que se encuentran típicamente en la técnica anterior. La pared lateral también puede incluir uno o más escalones superiores u otra característica que defina un margen superior de un panel para la etiqueta y uno o más escalones inferiores u otras características que definan un margen inferior del panel para la etiqueta. La porción de panel para la etiqueta de la pared lateral puede incluir al menos un anillo circunferencial continuo o discontinuo hendido hacia dentro o que se extiende hacia fuera para inhibir la ovalización de la pared lateral. Se puede utilizar un anillo hendido hacia dentro para unir el margen superior de la pared lateral con la porción de hombro. El radio del anillo hendido hacia dentro medido desde el eje vertical de la botella puede ser aproximadamente igual al radio medio del punto medio vertical de la superficie perimetral cóncava.
Una característica de la presente invención es el uso de una superficie sensible al vacío que es sustancialmente simétrica rotacionalmente en torno al eje de la botella cuando la botella no está bajo un vacío después de la colocación del tapón. Cuando se encuentra bajo un vacío...
Reivindicaciones:
1. Una botella moldeada por soplado (10) que tiene una base (12), una pared lateral (14) que tiene un margen inferior (18) que une la base (12), la pared lateral (14) se extiende hacia arriba desde la base (12) hasta un margen superior (20), una porción de hombro
(24) que se extiende hacia arriba desde el margen superior (20) de la pared lateral y hacia dentro hasta un cuello (26) que rodea un eje vertical (Y), soportando el cuello (26) una terminación (28) que define una abertura (30) adaptada para aceptar un cierre, un margen periférico superior circunferencialmente continuo (92) que se extiende hacia fuera, un anillo (94) que sobresale hacia fuera ubicado por debajo del margen periférico superior (92), y una superficie perimetral cóncava flexible lisa (96) que une el margen periférico superior (92) al anillo (94) que sobresale hacia fuera, en la que la botella (10) está caracterizada adicionalmente porque el punto medio vertical de la superficie perimetral cóncava flexible (96) tiene un radio (RM) medido desde el eje vertical (Y) que varía ligeramente en una pluralidad de posiciones separadas en torno al perímetro superficial, respondiendo la superficie perimetral cóncava (96) a la presencia de un vacío dentro de la botella al formar segmentos sustancialmente lineales (98) entre el margen periférico superior (92) y el anillo (94) que sobresale hacia fuera.
2. La botella moldeada por soplado (10) de la reivindicación 1, en la que el radio (R2) del anillo (94) que sobresale hacia fuera es mayor que el radio más externo (R1) del margen periférico superior (92).
3. La botella moldeada por soplado (10) de la reivindicación 1 o 2, en la que toda la superficie perimetral cóncava flexible (96) tiene un radio mayor que el margen periférico superior (92) que se extiende hacia fuera.
4. La botella moldeada por soplado (10) de cualquiera de las reivindicaciones 1 a 3, en la que el radio medio (RM) del punto medio vertical de la superficie perimetral cóncava (96) es mayor que (3/π) (sen π/3) (R1 + R2), en la que R1 es el radio más externo del margen periférico superior (92), y R2 es el radio del anillo (94) que sobresale hacia fuera.
5. La botella moldeada por soplado (10) de cualquiera de las reivindicaciones 1 a 4, en la que el radio medio (RM) del punto medio vertical de la superficie perimetral cóncava (96) es menor que (6/π) (sen π/6) (R1 + R2), en la que R1 es el radio más externo del margen
periférico superior (92) y R2 es el radio del anillo (94) que sobresale hacia fuera.
6. La botella moldeada por soplado (10) de cualquiera de las reivindicaciones 1 a 5, en la que la variación en el radio (RM) del punto medio vertical de la superficie perimetral cóncava (96) se produce al menos tres veces en torno al perímetro de la superficie.
7. La botella moldeada por soplado (10) de cualquiera de las reivindicaciones 1 a 6, en la que la variación en el radio (RM) del punto medio vertical de la superficie perimetral cóncava flexible (96) se produce no más de seis veces en torno al perímetro de la superficie.
8. La botella moldeada por soplado (10) de cualquiera de las reivindicaciones 1 a 7, en la que la variación en el radio (RM) del punto medio vertical de la superficie perimetral cóncava flexible (96) se produce en cuatro posiciones separadas de forma homogénea en torno al perímetro de la superficie.
9. La botella moldeada por soplado (10) de cualquiera de las reivindicaciones 1 a 8, en la que la máxima variación en el radio (RM) del punto medio vertical de la superficie perimetral cóncava flexible (96) es entre uno y cinco por ciento del radio medio del punto medio vertical de la superficie perimetral cóncava flexible.
10. La botella moldeada por soplado (10) de cualquiera de las reivindicaciones 1 a 10, en la que el radio medio (RM) del punto medio vertical de la superficie perimetral cóncava (96) es mayor que (4/π) (sen π/4) (R1 + R2), en la que R1 es el radio más externo del margen periférico superior (92) y R2 es el radio del anillo (94) que sobresale hacia fuera.
11. La botella moldeada por soplado (10) de cualquiera de las reivindicaciones 4, 5 o 10, en la queR1 <R2.
12. La botella moldeada por soplado (10) de cualquiera de las reivindicaciones 1 a 11, en la que los segmentos lineales (98) formados entre el margen periférico superior (92) y el anillo (94) que sobresale hacia fuera coinciden con los puntos de máxima variación en el radio (RM) del punto medio vertical de la superficie perimetral cóncava flexible (96).
13. La botella moldeada por soplado (10) de cualquiera de las reivindicaciones 1 a 12, en la
que los segmentos lineales (98) formados entre el margen periférico superior (92) y el anillo (94) que sobresale hacia fuera están separados entre sí por porciones cóncavas hendidas (100).
14. La botella moldeada por soplado (10) de cualquiera de las reivindicaciones 1 a 13, que comprende, además, un anillo hendido hacia dentro (91) que une el margen superior
(20) de la pared lateral (14) con la porción de hombro (24).
15. La botella moldeada por soplado (10) de la reivindicación 14, en la que el radio (RII) del anillo hendido hacia dentro (91) es aproximadamente igual al radio medio (RM) del punto medio vertical de la superficie perimetral cóncava (96).
16. La botella moldeada por soplado (10) de cualquiera de las reivindicaciones 14 o 15, en la que la superficie perimetral cóncava (96) está situada dentro de la porción de hombro
(24) y al menos una pared superior (93) del anillo hendido hacia dentro (91) que une el margen superior (20) de la pared lateral (14) con la porción de hombro (24) está ondulada verticalmente y es suficientemente flexible verticalmente para permitir la mejora de la naturaleza ondulada de la pared superior (93) en respuesta a la presencia de un vacío dentro de la botella (10).
17. La botella moldeada por soplado (10) de cualquiera de las reivindicaciones 1 a 16, en la que la pared lateral (14) incluye características adicionales (22, 44) sensibles al vacío.
18. La botella moldeada por soplado (10) de cualquiera de las reivindicaciones 1 a 17, en la que la pared lateral (14) incluye un escalón superior que define un margen superior (40) de un panel (38) para la etiqueta y un escalón inferior que define un margen inferior (42) del panel (38) para la etiqueta.
19. La botella moldeada por soplado (10) de la reivindicación 18, en la que la porción del panel (38) para la etiqueta de la pared lateral (14) incluye al menos un anillo circunferencial continuo (66) hendido hacia dentro.
20. La botella moldeada por soplado (10) de cualquiera de las reivindicaciones 18 y 19, en la que la porción del panel (38) para la etiqueta de la pared lateral (14) incluye al menos un anillo circunferencial discontinuo (68) hendido hacia dentro.
Patentes similares o relacionadas:
Un método y aparato para enrollar en espiral un perfil termoplástico en la fabricación de tubos de plástico soldados, del 22 de Julio de 2020, de Uponor Infra Oy: Método de enrollamiento en espiral de un perfil termoplástico en la fabricación de tubos de plástico soldados, que incluye las etapas […]
Procedimiento para fabricar una estructura reforzada con fibras, del 15 de Julio de 2020, de Alpraaz AB: Un procedimiento para fabricar una estructura reforzada con fibras, el procedimiento comprende: (i) proporcionar un mandril de un primer material, […]
Membrana tubular con una nervadura helicoidal, así como un procedimiento y aparato para producir tal membrana tubular, del 15 de Abril de 2020, de X-FLOW B.V.: Una membrana tubular, que comprende: - un tubo de soporte fabricado de una o más bandas flexibles de material poroso de soporte […]
Montante compuesto tubular que presenta refuerzo interno y método para realizar los mismos, del 4 de Diciembre de 2019, de THE BOEING COMPANY: Montante que comprende: un tubo compuesto laminado que presenta un interior sustancialmente hueco; un primer par de refuerzos longitudinales […]
Herramienta con zonas de control de temperatura, del 6 de Noviembre de 2019, de SURFACE GENERATION LIMITED: Un conjunto de la herramienta para formar un producto, comprendiendo el conjunto de la herramienta: una herramienta que forma un […]
Método de formación de un tubo a partir de una lámina de interposición termoplástica, del 27 de Marzo de 2019, de THE BOEING COMPANY: Método de formación de un tubo , que comprende las etapas de: empujar una lámina de interposición termoplástica sustancialmente plana formada a partir de […]
Método y dispositivo para fabricar perfiles compuestos que tienen una sección trasversal no circular, del 30 de Noviembre de 2016, de Airborne International B.V: Un método para producir un perfil compuesto que tiene una sección transversal no circular, que comprende las etapas de - accionar una serie de secciones […]
Procedimiento y dispositivo de realización de un mandril para capacidad bobinada, del 17 de Agosto de 2016, de Airbus Safran Launchers SAS: Utillaje de fabricación de capacidades bobinadas que consta de un mandril de bobinado de fibras caracterizado por el hecho de que el mandril de tipo desmontable […]