Inspección visual de colocación de fibra.
Un método (200) para inspeccionar una estructura de material compuesto (102) formada a partir de uno o más haces de filamentos de material compuesto (104) mediante una máquina de colocación automática de fibras (110),
caracterizado por que el método (200) comprende,
comparar una imagen visual (112) de la superficie de deposición real de los haces de filamentos de material compuesto en una localización deseada de al menos una parte de la estructura de material compuesto (102) con una imagen virtual (114) en forma de un perfil de capas teórico que representa cada haz de filamentos de material compuesto a medida que se deposita como un recorrido sobre la superficie de una capa depositada anteriormente de la al menos una parte de la estructura de material compuesto (102).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07101121.
Solicitante: INGERSOLL MACHINE TOOLS, INC..
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 707 FULTON AVENUE ROCKFORD IL 61103 ESTADOS UNIDOS DE AMERICA.
Inventor/es: OLDANI,TINO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C70/38 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 70/00 Conformación de materiales compuestos, es decir, materiales plásticos con refuerzos, cargas o partes preformadas, p. ej. inserciones. › Apilado (lay-up) automático, es decir, utilizando robots, aplicando filamentos según modelos predeterminados.
PDF original: ES-2546459_T3.pdf
Fragmento de la descripción:
Inspección visual de colocación de fibra Campo de la invención
Esta invención se refiere al uso de máquinas de colocación automática de fibras para fabricar estructuras de materiales compuestos, y más específicamente a la realización de la inspección visual de la estructura de material compuesto durante el proceso de colocación automática de fibras.
Antecedentes de la invención
La colocación automática de fibras es un proceso que se usa ampliamente para fabricar estructuras de materiales compuestos a partir de materiales compuestos preimpregnados, tales como la fibra de carbono, la fibra de vidrio y el Kevlar (rtm). Los materiales, para su uso en la colocación automática de fibras, normalmente toman la forma de una tira o hilo de material compuesto impregnado con una resina, con tales tiras o hilos que se denominan comúnmente como cintas o haces de filamentos, usándose esos términos de una manera, en general, intercambiable en el presente documento.
Durante la colocación automática de fibras, los grupos de haces de filamentos o cintas se depositan en un molde o herramienta mediante una máquina de colocación automática de fibras, para formar una estructura de material compuesto. La máquina de colocación de fibras incluye normalmente un cabezal de colocación de fibras robótico controlado por ordenador que tiene prestaciones para manipular de manera simultánea grupos de, por ejemplo, 12, 24 o 32 haces de filamentos, que se colocan sustancialmente paralelos entre sí por el cabezal de colocación de fibras para formar una banda sustancialmente contigua de material compuesto preimpregnado. A menudo, una o más bandas de material forman una hilera o capa de material que tiene los haces de filamentos en la capa orientados sustancialmente paralelos entre sí en la capa. Pueden depositarse capas sucesivas en la parte superior de una capa anterior, estando los haces de filamentos en las capas sucesivas orientados en una dirección diferente a las capas adyacentes, para crear una parte terminada que tenga las capacidades estructurales deseadas.
Durante el proceso de colocación de fibras, algunas veces es necesario cortar y detener la alimentación del haz de filamentos individuales, eliminándoles de este modo de la banda de material, con el fin de reducir la anchura de la banda de manera que pueda colocarse sobre la superficie del molde o herramienta de una manera tal que impida tener huecos excesivos entre las bandas sucesivas de material, o que tengan los bordes de las bandas sucesivas de material solapados de manera involuntaria entre sí. De manera similar, puede desearse a menudo añadir haces de filamentos a la banda con el fin de aumentar su anchura en las diversas etapas del proceso de colocación automática de fibras, con el fin de facilitar la fabricación de la estructura de material compuesto. El proceso de eliminación o adición de haces de filamentos se denomina comúnmente como "cortar y añadir". En grandes estructuras, puede necesitarse también empalmar de manera periódica nuevos haces de filamentos durante la fabricación a partir de carretes de recambio de material a medida que se agota el material en el carrete de suministro original.
Las máquinas de colocación automática de fibras son capaces de depositar material sobre una superficie de herramienta a altas velocidades de alimentación, de, por ejemplo, 30,5 metros/minuto (> 1.200 pulgadas/minuto) o más. Para maximizar la productividad, es deseable hacer funcionar una máquina de colocación automática de fibras a tan altas velocidades de alimentación a lo largo de la fabricación de una estructura de material compuesto. Es altamente deseable, por lo tanto, que las máquinas de colocación automática de fibras sean capaces de modificar la anchura de la banda de material que se está aplicando sin parar, o ralentizar, la máquina que corta o añade los haces de filamentos a la banda de material. En la lengua vernácula de la industria de la colocación automática de fibras, es muy deseable que las máquinas de colocación automática de fibras sean capaces de cortar o añadir haces de filamentos "sobre la marcha".
A partir de la descripción anterior, se apreciará que la fabricación de una estructura de material compuesto mediante la colocación automática de fibras es un proceso altamente complejo, que requiere un esfuerzo considerable por adelantado durante el diseño de la estructura, un herramental de producción asociado, y en la configuración de la máquina de colocación automática de fibras, para garantizar que todos y cada uno de los haces de filamentos de material se colocan de manera adecuada durante el proceso de colocación automática de fibras, de una manera que resultará en una estructura que tenga unas propiedades de geometría y estructurales deseadas. Debido a la complejidad involucrada tanto en el diseño como en la producción de la estructura de material compuesto mediante la colocación automática de fibras, es una práctica común utilizar herramientas informáticas tanto para diseñar la estructura, como en la programación de la máquina de colocación automática de fibras para mover y operar de manera adecuada el cabezal de colocación de fibras robótico, alimentar el material, cortar y añadir los haces de filamentos, y en algunos casos para mover también el herramental en sincronización con el cabezal robótico durante la deposición automatizada de la estructura de material compuesto en la herramienta. El proceso de diseño de una estructura de material compuesto para la fabricación automatizada se trata en la patente de Estados Unidos N2 6.799.081 B1, de Hale et al.
Incluso después de que la estructura de material compuesto, el herramental, y la máquina de colocación automática de fibras estén diseñados y configurados para proporcionar la colocación adecuada de los haces de filamentos durante la fabricación, los problemas inherentes en la producción de estructuras de materiales compuestos hacen necesario que la estructura de material compuesto resultante se inspeccione de cerca para garantizar que todos y cada uno de los haces de filamentos se colocan de hecho de manera adecuada durante la fabricación. Es necesario, por ejemplo, garantizar que los haces de filamentos y/o las bandas de haces de filamentos se hayan cortado y/o se hayan añadido de manera adecuada en una localización deseada durante la fabricación de la estructura. También es necesario detectar cualquier colocación inadecuada, y/u otras condiciones anómalas, tales como torsiones de fibra, excesiva acumulación de resina, "bolas de pelusa", secciones defectuosas del haz de filamentos, materias extrañas y/o huecos involuntarios o superposición de los haces de filamentos.
Aunque es muy deseable realizar tal inspección sobre la marcha en tiempo real, durante la colocación automática de fibras, factores tales como la alta velocidad a la que se realiza la colocación automática de fibras, la forma compleja y las grandes dimensiones de las estructuras de material compuesto, y el rápido movimiento del cabezal de colocación de fibras robótico hace muy difícil tal inspección en tiempo real. En el pasado, la dificultad implicada ha impedido, sustancialmente, la inspección en tiempo real, sobre la marcha, y ha necesitado una dependencia de los métodos que solo podrían realizarse después de que la estructura estuviese completamente fabricada, o exigir que se detuviese el proceso de colocación automática de fibras durante un período de tiempo para permitir la inspección visual, acústica, por imágenes de resonancia magnética, o por rayos x para determinar la localización de las anomalías.
También es deseable que la inspección se realice en tiempo real, y que los resultados de la inspección estén disponibles sustancialmente en tiempo real, mientras que la estructura de material compuesto se está fabricando, de manera que cualquier anomalía u otros problemas descubiertos durante inspección puedan repararse, o de otro modo tratarse, antes de la finalización de la fabricación de la estructura de material compuesto.
En un intento anterior a la realización de tal inspección en tiempo real, divulgado en la patente de Estados Unidos N2 5.562.788 de Kitson et al., un sistema de imagen visual utiliza un sensor de desplazamiento analógico láser para detectar los bordes de los haces de filamentos de material compuesto individuales, y utiliza la localización de los bordes de los haces de filamentos individuales, para calcular la localización y el tamaño de los huecos entre los haces de filamentos individuales. La localización y el tamaño de los huecos calculados entre los haces de filamentos se utilizan a continuación como un indicador de defectos, tales como huecos excesivos, superposiciones, haces... [Seguir leyendo]
Reivindicaciones:
1. Un método (200) para inspeccionar una estructura de material compuesto (102) formada a partir de uno o más haces de filamentos de material compuesto (104) mediante una máquina de colocación automática de fibras (110), caracterizado por que el método (200) comprende,
comparar una imagen visual (112) de la superficie de deposición real de los haces de filamentos de material compuesto en una localización deseada de al menos una parte de la estructura de material compuesto (102) con una imagen virtual (114) en forma de un perfil de capas teórico que representa cada haz de filamentos de material compuesto a medida que se deposita como un recorrido sobre la superficie de una capa depositada anteriormente de la al menos una parte de la estructura de material compuesto (102).
2. El método de la reivindicación 1, que comprende además, determinar la formación adecuada de la estructura de material compuesto (102), comparando la imagen visual (112) de al menos una parte de la estructura de material compuesto (102) con la imagen virtual (114) de la estructura de material compuesto (102).
3. El método de la reivindicación 1, que comprende además, determinar la formación inadecuada de la estructura de material compuesto (102), comparando la imagen visual (112) de al menos una parte de la estructura de material compuesto (102) con la imagen virtual (114) de la estructura de material compuesto (102).
4. El método de la reivindicación 3, que comprende además manipular la máquina de colocación automática de fibras (110) para facilitar la inspección y/o la reparación de la formación inadecuada.
5. El método de la reivindicación 3, en donde el método incluye proporcionar una indicación visual de una imperfección detectada de la estructura de material compuesto (102).
6. El método de la reivindicación 3, que comprende además, proporcionar una localización de la imperfección en la estructura de material compuesto (102).
7. El método de la reivindicación 6, que comprende además, proporcionar una indicación visible de la localización de la imperfección en la estructura de material compuesto (102).
8. El método de la reivindicación 7, en el que, la indicación visible la proporciona un puntero láser dirigido de manera automática (154).
9. El método de la reivindicación 8, que comprende además, mover la estructura de material compuesto (102) y/o al menos una parte de la máquina de colocación automática de fibras (110) a una posición en la que pueda indicarse la imperfección mediante el puntero láser dirigido de manera automática (154).
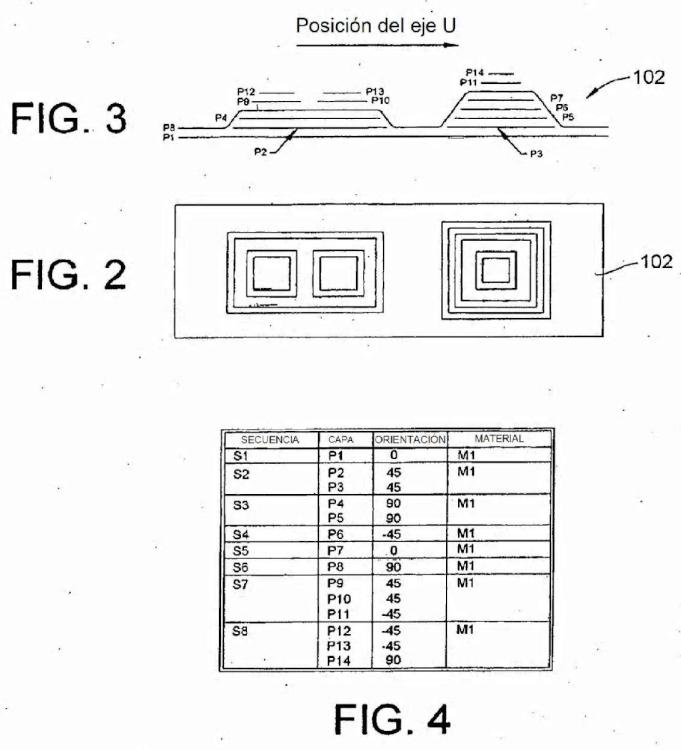
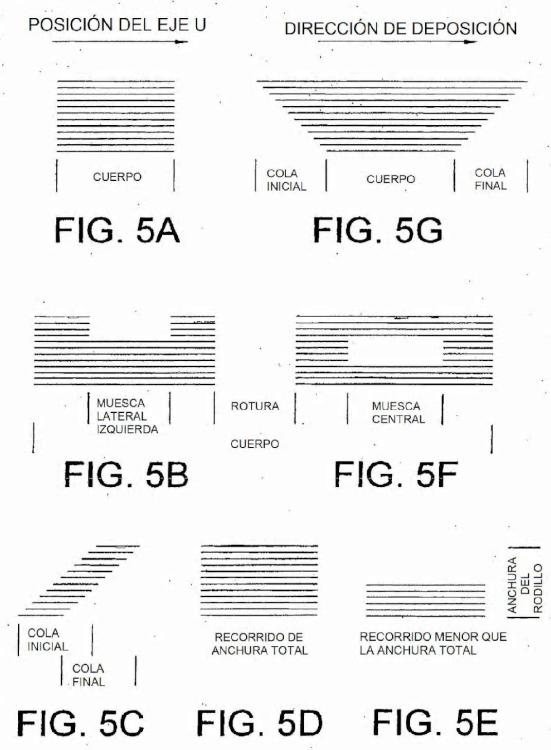
10. El método de la reivindicación 1, en el que la estructura de material compuesto (102) está formada a partir de una o más capas (P1-P14) que tienen múltiples haces de filamentos (104), y el método incluye además comparar una imagen visual (112) de los haces de filamentos (104) en una capa determinada (P1-P14) con una imagen virtual (114) de los haces de filamentos (104) en una capa determinada (P1-P14).
11. El método de la reivindicación 10, en el que la imagen visual (112) de los haces de filamentos (104) es una representación gráfica del perfil de dos dimensiones de una superficie exterior de los haces de filamentos (104).
12. El método de la reivindicación 1, en el que la máquina de colocación automática de fibras (110) incluye un cabezal de colocación de fibras (118) y la imagen visual (112) se toma mediante un elemento de captura de visión (116) conectado de manera operativa al cabezal de colocación de fibras (118).
13. El método de la reivindicación 12, en el que el elemento de captura de visión (116) está montado en el cabezal de colocación de fibras.
14. El método de la reivindicación 12, en el que el cabezal de colocación de fibras (118) incluye un rodillo de alimentación (148) para alimentar uno o más haces de filamentos de material (104), y el método comprende además utilizar un sensor de rotación (150) conectado de manera operativa al rodillo de alimentación (148) para la sincronización de la imagen visual (112) con la imagen virtual (114).
15. El método de la reivindicación 1, en el que una de entre la imagen virtual (114) y la imagen visual (112) o ambas están localizadas a lo largo de un eje U (u) que se extiende a través de al menos una parte de al menos un recorrido de material (M1) depositado por el cabezal de colocación automática de fibras (118) durante la formación de la estructura de material compuesto (102).
16. El método (200) de la reivindicación 1 que comprende, además, formar una estructura de material compuesto (102) mediante una máquina de colocación automática de fibras (110) a partir de una pluralidad de haces de filamentos de fibras (104) depositados por la máquina de colocación automática de fibras (110):
construir una imagen virtual (112) de la estructura de material compuesto (102), antes de formar la estructura de material compuesto (102), definir una colocación y una configuración adecuadas de cada uno de la pluralidad de haces de filamentos de fibras (104) dentro de la estructura de material compuesto (102);
tomar una imagen visual (112) del aspecto de los haces de filamentos (104) que forman al menos una parte de la estructura de material compuesto (102), en tiempo real, a medida que se forma la estructura de material compuesto (102) mediante la máquina de colocación automática de fibras (110); y a continuación comparar la imagen visual (112) del aspecto de los haces de filamentos de fibras (104) en la al menos una parte de la estructura de material compuesto (102) con la configuración y la colocación adecuadas de los haces de filamentos de fibras (104) como se definen en la imagen virtual (112) de la al menos una parte de la estructura de material compuesto (102).
17. Un medio legible por ordenador caracterizado por tener instrucciones ejecutables por ordenador para realizar el método de la reivindicación 1.
18. El medio legible por ordenador de la reivindicación 17, que tiene instrucciones ejecutables por ordenador adicionales para realizar la etapa de determinar la formación adecuada de la estructura de material compuesto (102), comparando la imagen visual (112) de al menos una parte de la estructura de material compuesto (102) con la imagen virtual (114) de la estructura de material compuesto (102).
19. El medio legible por ordenador de la reivindicación 17, que tiene instrucciones ejecutables por ordenador adicionales para realizar la etapa de determinar la formación inadecuada de la estructura de material compuesto (102), comparando la imagen visual (112) de al menos una parte de la estructura con la imagen virtual (114) de la estructura de material compuesto (102).
20. El medio legible por ordenador de la reivindicación 19, que tiene instrucciones ejecutables por ordenador adicionales para realizar la etapa de manipular la máquina de colocación automática de fibras (110) para facilitar la inspección y/o la reparación de la formación inadecuada.
21. El medio legible por ordenador de la reivindicación 17, que tiene instrucciones ejecutables por ordenador adicionales para realizar la etapa de proporcionar una localización de la imperfección en la estructura de material compuesto (102).
22. El medio legible por ordenador de la reivindicación 17, que tiene instrucciones ejecutables por ordenador adicionales para realizar la etapa de proporcionar una indicación visible de la localización de la imperfección en la estructura de material compuesto (102).
23. El medio legible por ordenador de la reivindicación 17, caracterizado por tener instrucciones ejecutables por ordenador para realizar el método de la reivindicación 16 y que tiene instrucciones ejecutables por ordenador adicionales para realizar la etapa de determinar la formación adecuada de la estructura de material compuesto (102), comparando la imagen visual (112) de al menos una parte de la estructura de material compuesto (102) con la imagen virtual (114) de la estructura de material compuesto (102).
24. El medio legible por ordenador de la reivindicación 17, caracterizado por tener instrucciones ejecutables por ordenador para realizar el método de la reivindicación 16 y que tiene instrucciones ejecutables por ordenador adicionales para realizar la etapa de determinar la formación inadecuada de la estructura de material compuesto (102), comparando la imagen visual (112) de al menos una parte de la estructura de material compuesto (102) con la imagen virtual (114) de la estructura de material compuesto (102).
25. El medio legible por ordenador de la reivindicación 24, que tiene instrucciones ejecutables por ordenador adicionales para realizar la etapa de manipular la máquina de colocación automática de fibras (110) para facilitar la inspección y/o la reparación de la formación inadecuada de la estructura de material compuesto (102).
26. El medio legible por ordenador de la reivindicación 17, caracterizado por tener instrucciones ejecutables por ordenador para realizar el método de la reivindicación 16 y que tiene instrucciones ejecutables por ordenador adicionales para realizar la etapa de proporcionar una localización de la imperfección en la estructura de material compuesto (102).
27. El medio legible por ordenador de la reivindicación 17, caracterizado por tener instrucciones ejecutables por ordenador para realizar el método de la reivindicación 16 y que tiene instrucciones ejecutables por ordenador adicionales para realizar la etapa de proporcionar una indicación visible de la localización de la imperfección en la estructura de material compuesto (102).
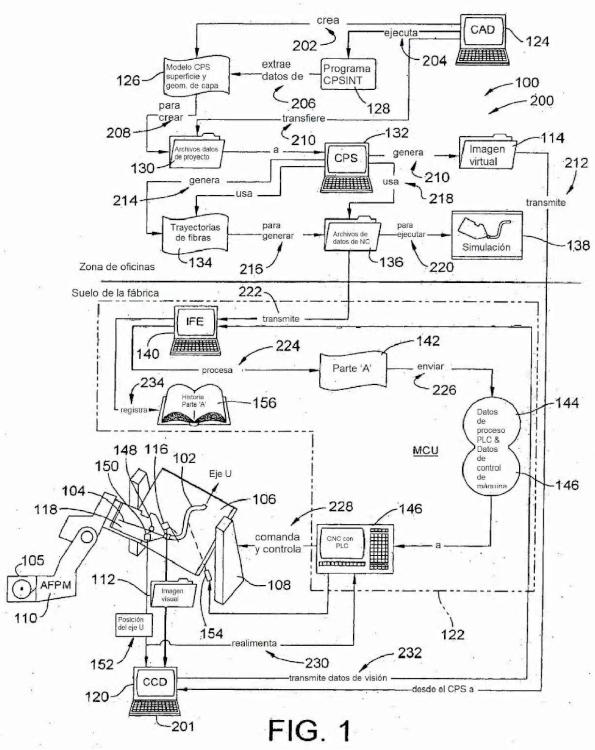
28. Un aparato (100) para inspeccionar una estructura de material compuesto (102) formada a partir de uno o más haces de filamentos de material compuesto (104) mediante una máquina de colocación automática de fibras (110), caracterizado el aparato (100) por que comprende, un dispositivo de comparación de material compuesto (120), para comparar una imagen visual (112) de la superficie de deposición real de los haces de filamentos de material
compuesto en una localización deseada de al menos una parte de la estructura de material compuesto (102) con una imagen virtual (114) en forma de un perfil de capas teórico que representa cada haz de filamentos de material compuesto a medida que se deposita como un recorrido sobre la superficie de una herramienta o la superficie de una capa depositada anteriormente de la al menos una parte de la estructura de material compuesto (102).
29. El aparato de la reivindicación 28, que comprende, además, un elemento de captura de visión (116), para tomar una imagen visual (112) de un perfil de capas en la al menos una parte de la estructura de material compuesto (102), en tiempo real, sobre la marcha, a medida que la capa es depositada por la máquina de colocación automática de fibras (110), y para proporcionar la imagen visual (112) al dispositivo de comparación de material compuesto (120).
30. El aparato de la reivindicación 28, que comprende además:
un sistema de programación de material compuesto (132); y un sistema de control de máquina;
estando el sistema de programación de material compuesto (132) configurado para determinar dónde se descartarán y/o se añadirán todos los haces de filamentos (104) para satisfacer los criterios de separación/solapamiento entre bandas y de límite establecidos por un diseñador de una estructura de material compuesto (102), y proporcionar salidas del sistema de programación de material compuesto (132) que incluyan un archivo de control numérico (136) y un perfil de capas teórico;
representando el archivo de control numérico (136) la trayectoria de un rodillo de compactación en un cabezal de colocación de fibras (118) de una máquina de colocación de fibras (110), y proporcionándose como una entrada al sistema de control de máquina;
proporcionándose la imagen virtual en forma de un perfil de capas teórico como una entrada al dispositivo de comparación de material compuesto (120);
estando el sistema de control de máquina configurado para utilizar el archivo de control numérico (136) para accionar la máquina de colocación de fibras (110) y/o una herramienta (108) de una manera tal como para depositar una haz de filamentos (104), o una banda de haces de filamentos, en una localización deseada en la herramienta (108);
estando el sistema de control de máquina configurado también para proporcionar órdenes de sincronización al dispositivo de comparación de material compuesto (120), de manera que tanto el sistema de control de máquina como el dispositivo de comparación de material compuesto (120) puedan calibrarse en la misma posición a lo largo de cada recorrido;
estando el dispositivo de comparación de material compuesto (120) configurado para capturar la imagen visual (112) de la superficie de deposición real de los haces de filamentos de material compuesto (104), a medida que son depositados mediante el cabezal de colocación (118), y para comparar el perfil de capas real a medida que se captura en la imagen visual (112) con el perfil de capas teórico.
31. El aparato de la reivindicación 28, que comprende, además, un elemento de captura de visión (116), para tomar una imagen visual (112) de un perfil de capas en la al menos una parte de la estructura de material compuesto (102), en tiempo real, sobre la marcha, a medida que se deposita la capa mediante la máquina de colocación automática de fibras (110), y para proporcionar la imagen visual (114) al dispositivo de comparación de material compuesto (120).
32. El aparato de la reivindicación 30, en el que el dispositivo de comparación de material compuesto (120) está configurado además para producir un registro de archivo transferible de los resultados de la comparación del dispositivo de comparación de material compuesto (120) de la imagen visual (122) con el perfil de capas teórico.
33. El aparato de la reivindicación 32, en el que el dispositivo de comparación de material compuesto (120) está configurado además para detectar y registrar cualquier discrepancia y/o anomalía entre los perfiles de capas real y teórico.
34. El aparato de la reivindicación 33, en el que el sistema de control de máquina está configurado además para recibir los resultados de la comparación del dispositivo de comparación de material compuesto (120) y proporcionar una salida para guiar a un operador de la máquina de colocación de fibras (110) a cada localización de discrepancia y/o anomalía, para facilitar de este modo la evaluación, la reparación o cualquier otra acción que se considere adecuada.
35. El aparato de la reivindicación 34, que incluye, además, un dispositivo de señalización (154), que produce una salida en forma de un haz de luz visible dirigido por el sistema de control de máquina para indicar la localización de una o más discrepancias y/o anomalías en la estructura de material compuesto (102).
36. El aparato de la reivindicación 35, en el que el haz de luz visible es un haz láser.
Patentes similares o relacionadas:
Sistema de compactación por calentamiento por inducción y método de compactación, del 22 de Julio de 2020, de Northrop Grumman Innovation Systems, Inc: Un sistema de compactación por calentamiento por inducción, comprendiendo el sistema: un miembro (110, 120, 450, […]
Método para fabricar lámina de fibras de refuerzo, del 15 de Julio de 2020, de TORAY INDUSTRIES, INC.: Un aparato de fabricación de lámina de fibras de refuerzo configurado para colocar un haz de fibras de refuerzo sobre una plataforma , comprendiendo el aparato […]
Sistema de calentador para máquina de colocación de fibras, del 8 de Julio de 2020, de THE BOEING COMPANY: Maquina de colocacion de fibras automatica que comprende: una cabeza que comprende un rodillo compactador ; un calentador montado en la parte […]
Procedimiento de depósito de un material intermedio que permite asegurar la cohesión de este último y material intermedio, del 1 de Julio de 2020, de HEXCEL REINFORCEMENTS: Procedimiento de depósito en continuo sobre una superficie de depósito de un material intermedio constituido por una capa unidireccional de fibras […]
Aparato y métodos para formar rigidizadores y estructuras de refuerzo de material compuesto, del 24 de Junio de 2020, de Northrop Grumman Innovation Systems, Inc: Un aparato para formar miembros estructurales compuestos alargados que comprende: una base ; al menos un mandril (106, 206, […]
Sistema de aplicación de materiales compuestos con cabezales de disposición intercambiables, del 10 de Junio de 2020, de Fives Machining Systems, Inc: Un sistema de laminación de materiales compuestos que comprende un posicionador de seis ejes y múltiples cabezales extraíbles para aplicar […]
Sustrato de fibra reforzada en forma de lámina, preforma, artículo moldeado de plástico reforzado con fibra y método de producción de un producto moldeado de resina reforzada con fibra, del 6 de Mayo de 2020, de TORAY INDUSTRIES, INC.: Un material base de fibra de refuerzo en forma de lámina (1, 1a, 1b, 1c, 1d) utilizado para producir un producto moldeado de resina reforzada […]
Sistema para fabricar piezas compuestas de manera aditiva, del 29 de Abril de 2020, de THE BOEING COMPANY: Sistema para fabricar de manera aditiva una pieza compuesta , comprendiendo el sistema : un conjunto de suministro , […]