APARATO Y MÉTODO PARA FORMAR TUBOS POR ENROLLAMIENTO SUBTERRÁNEOS Y PARCIALMENTE SUMERGIDOS.
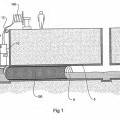
Un método de revestimiento de un conducto subterráneo (5) mientras el conducto está en servicio transportando un líquido (8),
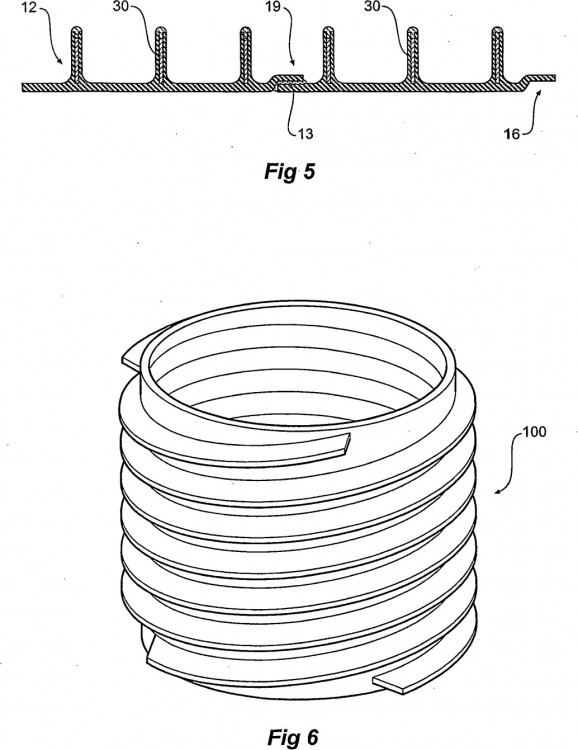
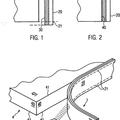
comprendiendo el método las operaciones de: posicionar un aparato (10) que produce tubos por enrollamiento dentro de un pozo de acceso (3) contiguo al conducto (5) que ha de ser revestido de nuevo, teniendo el aparato (10) que produce tubos por enrollamiento una jaula anular (40) a través de la cual fluye el líquido (8); alimentar el aparato (10) que produce tubos por enrollamiento con una tira (12) de plástico o de compuesto de plástico alargada abajo al pozo (3), teniendo la tira (12) un primer (16) y segundo (18) bordes paralelos separados; y accionar la tira (12) hacia abajo a la jaula anular (40) de modo que presente un primer borde entrante (16) a un segundo borde adyacente (18) de una vuelta arrollada de la tira (12), estando caracterizado el método porque incluye las operaciones de: impedir que el líquido (8) que se ha adherido y hecho ascender con el segundo borde (18) descienda hacia abajo hacia el primer borde entrante (16); aplicar un cordón de plástico fundido al menos a uno, bien del primer borde entrante (16) y/o bien del segundo borde adyacente (18) del tubo (100) recién producido por enrollamiento; y comprimir el cordón entre el primer borde entrante (16) y el segundo borde adyacente (18), formando así un tubo alargado (100) soldado en continuo in situ
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/AU2006/000474.
Solicitante: SEKISUI RIB LOC AUSTRALIA PTY LTD.
Nacionalidad solicitante: Australia.
Dirección: 587 GRAND JUNCTION ROAD GEPPS CROSS, SA 5094 AUSTRALIA.
Inventor/es: BATEMAN,Ian,Roger, MAYMAN,Craig,Anthony.
Fecha de Publicación: .
Fecha Solicitud PCT: 10 de Abril de 2006.
Clasificación Internacional de Patentes:
- B29C53/72 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 53/00 Conformación por curvado, doblado, torcido alargado o aplanado; Aparatos a este efecto (B29C 61/10 tiene prioridad). › utilizando superficies de formación externas.
- B29C63/32 B29C […] › B29C 63/00 Revestimiento o recubrimiento, es decir, aplicando capas preformadas o recubrimientos de plásticos; Aparatos a este efecto (B29C 73/00 tiene prioridad; por soplado B29C 49/00; por termoformación B29C 51/00). › por enrollamiento helicoidal.
- B29C65/00H2B
- B29C65/00H2C
- B29C65/00K20
- B29C65/10 B29C […] › B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto. › utilizando gases calientes.
- B29C65/14 B29C 65/00 […] › utilizando energía ondulatoria o radiaciones de partículas.
- B29C65/40 B29C 65/00 […] › Aplicando una materia plástica fundida, p. ej. aplicación de un "hot melt" (utilizando una barra de soldadura B29C 65/12; por moldeo B29C 65/70).
- B29C65/52 B29C 65/00 […] › Aplicación de un adhesivo.
- F16L55/165F
Clasificación PCT:
- B29C63/32 B29C 63/00 […] › por enrollamiento helicoidal.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2357145_T3.pdf
Fragmento de la descripción:
CAMPO DEL INVENTO
El presente invento se refiere al revestimiento de nuevo de conductos subterráneos tales como tubos para agua de tormentas y aguas negras. En particular, el presente invento se refiere al revestimiento de nuevo en el que el tubo está en servicio y transportando un líquido. 5
ANTECEDENTES
Muchas técnicas son comúnmente usadas para el revestimiento de nuevo de conductos subterráneos. Un método de revestir de nuevo conductos implica la excavación de una “zanja de lanzamiento” a la que son bajados tramos o longitudes de un nuevo tubo. Los tramos de tubo son hechos deslizar a continuación dentro del tubo anfitrión y son unidos juntos de modo que formen un nuevo tubo continuo. Generalmente con este método, el conducto que se 10 está revistiendo de nuevo debe estar seco. Esto se consigue a menudo “sobrebombeando” (bombeando el agua, las aguas negras u otro fluido por encima de la superficie de modo que deriven o puenteen secciones del conducto que está siendo revestido de nuevo).
Los métodos que requieren el “sobrebombeo” son indeseables debido al coste y a las complejidades implicadas con el proceso de sobrebombeo. 15
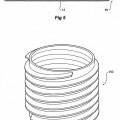
Otro método de revestir de nuevo conductos subterráneos implica colocar una máquina de formación de tubos por enrollamiento en un pozo de acceso y a continuación alimentar una tira de plástico alargada al pozo. La máquina enrolla entonces la tira alrededor de un tubo helicoidal alargado. La solicitante ha desarrollado distintas máquinas y métodos para formar por enrollamiento tal tubo helicoidal, por ejemplo, el método descrito en la patente norteamericana nº 4.995.929, y el documento CH 677751 describe otra forma de cilindro formado a partir de una tira enrollada 20 helicoidalmente. Algunos de estos métodos no requieren “sobrebombeo” y pueden ser llevados a cabo mientras un conducto que está siendo revestido de nuevo está en servicio. Sin embargo, estos métodos no son adecuados para producir un tubo soldado.
En algunas aplicaciones, es deseable proporcionar un tubo completamente soldado. Los tubos completamente soldados, o soldados en continuo son estancos al agua. 25
Es un objeto del presente invento proporcionar un método adecuado para revestir de nuevo un tubo subterráneo operativo que elimine o al menos minimice la necesidad de hacer zanjas y proporcione un tubo soldado de modo continuo.
SUMARIO DEL INVENTO
De acuerdo con un primer aspecto del invento se ha proporcionado un método de revestimiento de un 30 conducto subterráneo mientras el conducto está en servicio transportando un líquido, comprendiendo el método las operaciones de:
posicionar un aparato de formación de tubos por enrollamiento dentro de un pozo de acceso contiguo al conducto que va a ser revestido de nuevo, teniendo el aparato que produce tubos por enrollamiento una jaula anular a través de la cual fluye el líquido; 35
alimentar el aparato que produce los tubos por enrollamiento con una tira de plástico o de compuesto de plástico alargada abajo en el pozo, teniendo la tira un primer y segundo bordes paralelos separados; y
accionar la tira hacia abajo a la jaula anular de modo que presente un primer borde entrante a un segundo borde adyacente de una vuelta enrollada de la tira, estando caracterizado el método porque incluye las operaciones de:
impedir que el líquido que se ha adherido y ha ascendido con el segundo borde descienda hacia abajo hacia 40 el primer borde entrante;
aplicar un cordón de plástico fundido al menos a uno del primer borde entrante y del segundo borde adyacente del tubo recién envuelto; y
comprimir el cordón entre el primer borde entrante y el segundo borde adyacente, formando así un tubo soldado en continuo in situ. 45
Preferiblemente el método comprende además una operación de:
calentar al menos uno del primer borde entrante y del segundo borde adyacente del tubo recién formado por enrollamiento,
por lo que la operación de calentamiento mejora la adhesión del cordón al menos a uno del primer borde entrante y del segundo borde adyacente. 50
Preferiblemente la operación de calentar incluye;
dirigir gas caliente hacia el primer borde entrante, calentando el gas el primer borde; y
dirigir gas caliente hacia el segundo borde adyacente, calentando el gas el segundo borde.
Preferiblemente la operación de impedimento comprende dirigir el gas hacia el segundo borde en una posición circunferencial en el segundo borde, estando la posición circunferencial sobre un arco entre el líquido que es 5 transportado por el conducto y un punto en o cerca del cénit del segundo borde.
Preferiblemente el gas dirigido hacia el segundo borde es dirigido en una dirección sustancialmente opuesta a la dirección de desplazamiento del segundo borde.
Alternativamente la operación de impedimento comprende limpiar el segundo borde en una posición circunferencial sobre el segundo borde, estando la posición circunferencial sobre un arco entre el líquido que es 10 transportado por el conducto y un punto en o cerca del cénit del segundo borde.
Preferiblemente la limpieza incluye cepillar con un cepillo que gira en sentido contrario.
En otra alternativa la operación de impedimento induce un vacío parcial en una posición circunferencial sobre el segundo borde, estando la posición circunferencial sobre un arco entre el líquido que es transportado por el conducto y un punto en o cerca del cénit del segundo borde. 15
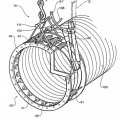
De acuerdo con un segundo aspecto del invento se ha proporcionado un aparato para revestir un conducto subterráneo, comprendiendo el aparato:
un bastidor anular en uso que tiene una parte de corona y una parte de base;
una guía de tira dispuesta alrededor y soportada por el bastidor anular, estando la guía dispuesta para guiar una tira alrededor de un trayecto helicoidal cuando el aparato está en uso, teniendo el trayecto un cénit; y 20
un conjunto de accionamiento montado en el bastidor para accionar la tira hacia abajo al trayecto helicoidal en una dirección de enrollamiento de modo que presente un primer borde entrante a un segundo borde adyacente de una vuelta enrollada de la tira, caracterizado el aparato porque incluye:
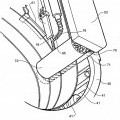
un eliminador o extractor de líquido montado en el bastidor, estando el eliminador de líquido dispuesto para impedir que el líquido que se ha adherido y que ha ascendido con el segundo borde descienda hacia abajo hacia el 25 primer borde entrante; y
un extrusor montado en el bastidor, teniendo el extrusor una boquilla en uso que extruye un cordón de plástico fundido sobre la tira en una posición justo antes de dicha superposición.
Preferiblemente el aparato incluye además:
un par de rodillos de aplastamiento de la tira montados en el bastidor en una posición circunferencial 30 aproximadamente a mitad de camino entre la parte de corona y la parte de base, siendo los rodillos de aplastamiento accionados por el conjunto de accionamiento.
Preferiblemente el aparato comprende además:
un calentador montado en el bastidor y posicionado para calentar al menos uno del primer borde entrante y del segundo borde. 35
Preferiblemente el calentador comprende:
una primera boquilla de gas montada en el bastidor, estando la primera boquilla dispuesta para dirigir gas caliente hacia el primer borde entrante; y
una segunda boquilla de gas montada en el bastidor, estando la segunda boquilla dispuesta para dirigir gas caliente hacia el segundo borde. 40
Alternativamente el calentador comprende:
un primer radiador montado en el bastidor, estando el primer radiador dispuesto para irradiar calor hacia el primer borde entrante; y
un segundo radiador montado en el bastidor, estando el segundo radiador dispuesto para dirigir calor radiante hacia el segundo borde. 45
Preferiblemente el eliminador de líquido incluye una tercera boquilla de gas montada en el bastidor, estando la
tercera boquilla dispuesta para dirigir gas hacia el segundo borde en una posición circunferencial sobre el segundo borde,... [Seguir leyendo]
Reivindicaciones:
1. Un método de revestimiento de un conducto subterráneo (5) mientras el conducto está en servicio transportando un líquido (8), comprendiendo el método las operaciones de: posicionar un aparato (10) que produce tubos por enrollamiento dentro de un pozo de acceso (3) contiguo al conducto (5) que ha de ser revestido de nuevo, teniendo el aparato (10) que produce tubos por enrollamiento una jaula anular (40) a través de la cual fluye el líquido 5 (8); alimentar el aparato (10) que produce tubos por enrollamiento con una tira (12) de plástico o de compuesto de plástico alargada abajo al pozo (3), teniendo la tira (12) un primer (16) y segundo (18) bordes paralelos separados; y accionar la tira (12) hacia abajo a la jaula anular (40) de modo que presente un primer borde entrante (16) a un segundo borde adyacente (18) de una vuelta arrollada de la tira (12), estando caracterizado el método porque incluye las operaciones de: impedir que el líquido (8) que se ha adherido y hecho ascender con el segundo borde (18) 10 descienda hacia abajo hacia el primer borde entrante (16); aplicar un cordón de plástico fundido al menos a uno, bien del primer borde entrante (16) y/o bien del segundo borde adyacente (18) del tubo (100) recién producido por enrollamiento; y comprimir el cordón entre el primer borde entrante (16) y el segundo borde adyacente (18), formando así un tubo alargado (100) soldado en continuo in situ.
2. Un método según la reivindicación 1 que comprende además una operación de: calentar al menos uno del 15 primer borde entrante (16) y del segundo borde adyacente (18) del tubo (100) recién formado por enrollamiento, por lo que la operación de calentamiento mejora la adhesión del cordón al menos a uno del primer borde entrante (16) y del segundo borde adyacente (18).
3. Un método según la reivindicación 2 en el que la operación de calentamiento comprende: dirigir gas caliente hacia el primer borde entrante (16), calentando el gas el primer borde (16); y dirigir gas caliente hacia el 20 segundo borde adyacente (18), calentando el gas el segundo borde (18).
4. Un método según la reivindicación 1 en el que la operación de impedir comprende dirigir gas hacia el segundo borde (18) en una posición circunferencial sobre el segundo borde (18), estando la posición circunferencial sobre un arco entre el líquido (8) que es transportado por el conducto (5) y un punto en o cerca del cénit del segundo borde (18). 25
5. Un método según la reivindicación 4 en el que el gas dirigido hacia el segundo borde (18) es dirigido en una dirección sustancialmente opuesta a la dirección de desplazamiento del segundo borde (18).
6. Un método según la reivindicación 1 en el que la operación de impedir incluye limpiar el segundo borde (18) en una posición circunferencial sobre el segundo borde (18), estando la posición circunferencial sobre un arco entre el líquido (8) que es transportado por el conducto (5) y un punto en o cerca del cénit del segundo borde (18). 30
7. Un método según la reivindicación 6 en el que la limpieza comprende cepillar con un cepillo (199) que gira en sentido contrario.
8. Un método según la reivindicación 1 en el que la operación de impedir comprende inducir un vacío parcial en una posición circunferencial sobre el segundo borde (18), estando la posición circunferencial sobre un arco entre el líquido (8) que es transportado por el conducto (5) y un punto en o cerca del cénit del segundo borde (18). 35
9. Un aparato (10) para revestir un conducto subterráneo (5), comprendiendo el aparato (10): un bastidor anular (40) en uso que tiene una parte de corona (42) y una parte de base (49); una guía de tira dispuesta alrededor y soportada por el bastidor anular, estando la guía dispuesta para guiar una tira (12) alrededor de un trayecto helicoidal cuando el aparato (10) está en uso, teniendo el trayecto un cénit; y un conjunto (70) de accionamiento montado en el bastidor (40) para accionar la tira (12) hacia abajo al trayecto helicoidal en una dirección de arrollamiento de modo que 40 presente un primer borde entrante (16) a un segundo borde adyacente (18) de una vuelta arrollada de la tira (12), estando caracterizado el aparato (10) porque incluye: un eliminador (196) de líquido montado en el bastidor (40), estando el eliminador (196) de líquido dispuesto para impedir que el líquido que se ha adherido y ha ascendido con el segundo borde (18) descienda hacia abajo hacia el primer borde entrante (16); y un extrusor (80) montado en el bastidor (40), teniendo el extrusor (80) una boquilla (85) en uso que extruye un cordón de plástico fundido sobre la tira 45 (12) en una posición justo antes de dicha superposición.
10. Un aparato (10) según la reivindicación 9 que comprende además: un par de rodillos (71 y 72) de aplastamiento de tira montados en el bastidor (40) en una posición circunferencial aproximadamente a mitad de camino entre la parte de corona (42) y la parte de base (49), siendo los rodillos (71 y 72) de aplastamiento accionados por el conjunto de accionamiento (70). 50
11. Un aparato (10) según la reivindicación 9 que comprende además: un calentador montado en el bastidor (40) y posicionado para calentar al menos uno del primer borde entrante (16) y del segundo borde (18).
12. Un aparato (10) según la reivindicación 10 en el que el calentador comprende: una primera boquilla (95) de gas montada en el bastidor (40), estando la primera boquilla (95) dispuesta para dirigir gas caliente hacia el primer
borde entrante (16); y una segunda boquilla (97) de gas montada en el bastidor (40), estando la segunda boquilla (97) dispuesta para dirigir gas caliente hacia el segundo borde (18).
13. Un aparato (10) según la reivindicación 11 en el que el calentador comprende: un primer radiador montado en el bastidor (40), estando el primer radiador dispuesto para irradiar calor hacia el primer borde entrante (16); y un segundo radiador montado en el bastidor (40), estando el segundo radiador dispuesto para dirigir el calor radiante 5 hacia el segundo borde (18).
14. Un aparato (10) según la reivindicación 9 en el que el eliminador de líquido comprende una tercera boquilla de gas (99) montada en el bastidor (40), estando la tercera boquilla (99) dispuesta para dirigir gas hacia el segundo borde (18) en una posición circunferencial sobre el segundo borde (18), estando la posición circunferencial sobre un arco entre el líquido que es transportado por el conducto y un punto en o cerca del cénit del segundo borde 10 (18), en el que usando la tercera boquilla (99) se impide que el líquido que se ha adherido y ha ascendido con el segundo borde (18) descienda hacia abajo hacia el primer borde entrante (16).
15. Un aparato (10) según la reivindicación 9 en el que el eliminador de líquido comprende un limpiador (199 o 199') montado en el bastidor (40), aplicándose el limpiador (199 o 199') al segundo borde (18) en una posición circunferencial sobre el segundo borde (18), estando la posición circunferencial sobre un arco entre el líquido (8) que es 15 transportado por el conducto (5) y un punto en o cerca del cénit del segundo borde (18), en el que en uso el limpiador (199 o 199') impide que el líquido que se ha adherido y ha ascendido con el segundo borde (18) descienda hacia abajo hacia el primer borde entrante (16).
16. Un aparato (10) según la reivindicación 15 en el que el limpiador (199) comprende un cepillo giratorio (197). 20
17. Un aparato (10) según la reivindicación 9 en el que el eliminador de líquido comprende un conjunto (196) inductor de vacío parcial montado en una posición circunferencial sobre el segundo borde (18), estando la posición circunferencial sobre un arco entre el líquido (8) que es transportado por el conducto (5) y un punto en o cerca del cénit del segundo borde (18).
18. Un aparato (10) según la reivindicación 9 en el que la jaula anular (40) es de forma sustancialmente 25 cilíndrica.
19. Un aparato (10) según la reivindicación 9 en el que la parte de corona (42) comprende un miembro de elevación (111) que puede ser levantado con una grúa.
Patentes similares o relacionadas:
Mecanismo ligero para la puesta rápida de láminas bituminosas en impermeabilizaciones de cubiertas planas, del 15 de Enero de 2020, de UNIVERSIDAD DE ALCALA.: La presente invención hace referencia a un mecanismo ligero tipo carro que permite la colocación de láminas bituminosas [7] en cubiertas planas. La lámina […]
Dispositivo, en particular para cerrar una zona de la cabeza de un recipiente de productos alimenticios fabricado de un material laminado que tiene una zona del borde la cual está biselada y parcialmente plegada sobre sí misma, del 15 de Enero de 2020, de SIG TECHNOLOGY AG: Un dispositivo que comprende un primer elemento de fijación , un elemento de fijación adicional y un material compuesto plano plegado ; en el […]
 Protector de borde para muebles, del 25 de Diciembre de 2019, de REHAU AG + CO: Protector de bordes para muebles, que comprende una capa de fusión y una capa estructural unida a la capa de fusión , caracterizado porque la […]
Protector de borde para muebles, del 25 de Diciembre de 2019, de REHAU AG + CO: Protector de bordes para muebles, que comprende una capa de fusión y una capa estructural unida a la capa de fusión , caracterizado porque la […]
Soldadura de una boquilla de toma, del 19 de Noviembre de 2019, de GEORG MENSHEN GMBH + CO. KG: La invención se refiere a un procedimiento para soldar una boquilla de toma con su área de soldadura, que presenta nervios, entre las láminas de plástico […]
Dispositivo de soldadura de plástico y método de soldadura de plástico correspondiente, del 6 de Noviembre de 2019, de Branson Ultraschall Niederlassung der Emerson Technologies GmbH & Co. oHG: Dispositivo de soldadura de plástico para la soldadura automática de al menos tres componentes, que comprende: a. al menos una primera herramienta , en […]
ENVASE DE PLÁSTICO EN DOS PIEZAS UNIBLES, del 31 de Octubre de 2019, de BESCÓS NERÍN, Luis Manuel: Envase de plástico en dos piezas unibles, cuyo envase queda configurado con posterioridad a la fabricación de cada una de sus piezas, dotado […]
Procedimiento para la fabricación de una unión hermética a fluido entre al menos dos componentes de tubo de silicona conductores de fluido, así como módulo conductor de fluido fabricado según este procedimiento, del 2 de Octubre de 2019, de RAUMEDIC AG: Procedimiento para la fabricación de una unión hermética a fluidos entre al menos dos componentes de tubo de silicona conductores de fluido con las […]
Procedimiento para la unión por adherencia de materiales de dos piezas de trabajo, del 24 de Julio de 2019, de HENKEL AG & CO. KGAA: Procedimiento para la unión por adherencia de materiales de dos piezas de trabajo de polímeros termoplásticos de distinto tipo con ayuda de una imprimación preferentemente […]