ACUMULADOR DE CHAPA METÁLICA DEL TIPO DE BUCLE CON DEVANADO POR TRACCIÓN.
Acumulador (1) de chapa metálica del tipo de bucle, adaptado para colocarse entre una unidad que alimenta la chapa (20) metálica y una línea de producción y que comprende al menos un grupo (2) de entrada,
una mesa (6) giratoria externa móvil, una mesa (7) giratoria fija interna coaxial con la móvil, una trayectoria (15) helicoidal solidaria a la mesa (7) giratoria fija interna y medios (3, 4; 18) de ajuste adecuados para controlar y ajustar la tensión de la chapa (20) metálica cuando entra en el acumulador (1), o cuando sale de dicho acumulador, portando las dos mesas (6, 7) giratorias una pluralidad de rodillos (8) adecuados para portar bucles de chapa metálica, caracterizado porque se prevén medios (3, 12, 13) para el devanado por tracción de bucles de chapa (20) metálica sobre los rodillos (8) de ambas mesas (6, 7) giratorias y porque los rodillos (8) de ambas mesas (6, 7) giratorias se montan en brazos (9) oscilantes conectados entre sí mediante varillas (10) de acoplamiento y que pueden moverse mediante medios (11) hidráulicos
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09166379.
Solicitante: OLIMPIA 80 SRL.
Nacionalidad solicitante: Italia.
Dirección: VIA ROMA 87 27020 BORGO SAN SIRO (PV) ITALIA.
Inventor/es: TRAVINI, VITTORIO, Bosoni,Riccardo.
Fecha de Publicación: .
Fecha Solicitud PCT: 24 de Julio de 2009.
Clasificación Internacional de Patentes:
- B21C49/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21C FABRICACION DE CHAPAS, ALAMBRES, BARRAS, TUBOS, PERFILES METALICO O PRODUCTOS ANALOGOS SEMIACABADOS POR PROCEDIMIENTOS DISTINTOS AL LAMINADO; OPERACIONES AUXILIARES RELACIONADAS CON EL TRABAJO DE METALES SIN ARRANQUE SUSTANCIAL DE MATERIA. › Dispositivos para acumular temporalmente los materiales.
Clasificación PCT:
- B21C49/00 B21C […] › Dispositivos para acumular temporalmente los materiales.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2364163_T3.pdf
Fragmento de la descripción:
La presente invención se refiere a un acumulador de chapa metálica del tipo de bucle con devanado por tracción.
En el campo de las tuberías y/o secciones soldadas producidas en líneas de producción continuas, se conocen bien en la técnica y se usan normalmente acumuladores de chapa metálica que actúan como depósito para permitir una alimentación constante de la línea de producción situada aguas abajo del acumulador.
El acumulador se coloca normalmente entre al menos un carrete que porta bobinas y la línea de producción y acumula una cantidad suficiente de chapa metálica para permitir que se sustituya un carrete vacío por un carrete que lleva una bobina de chapa metálica y que se una la chapa metálica de la nueva bobina con la “cola” de la chapa metálica ya desenrollada de la bobina vacía sin tener que detener la línea de producción.
Se conocen en la técnica muchos tipos de acumulador de chapa metálica, entre los que pueden citarse, meramente a modo de ejemplo, acumuladores de foso (bucle libre) y acumuladores del tipo de bucle con devanado del tipo por empuje (conocidos como Floop) que tienen el gran inconveniente de no funcionar correctamente si la chapa metálica es (demasiado) delgada y/o se compone de material (demasiado) dúctil.
Un acumulador de chapa metálica del tipo de bucle con devanado por tracción puede superar el inconveniente mencionado anteriormente. Se conocen en la técnica sistemas (tales como, por ejemplo, bobinadoras) que acumulan chapa metálica mediante tracción, pero el solicitante no tiene conocimiento de acumuladores que acumulan chapa metálica en bucles mediante tracción.
El documento KR 2004 4039921 que forma la base para el preámbulo de la reivindicación 1, da a conocer un acumulador de chapa metálica del tipo de bucle que, para impedir que se afloje(n) el/los bucle(s) de chapa metálica enrollados en los rodillos de la mesa giratoria que puede girar, proporciona medios que impiden la laxitud de las tiras, que comprenden una pluralidad de elementos de conexión y un rodillo de apriete y un rodillo de apriete, que actúa sobre la superficie externa de dicho(s) bucle(s) de chapa metálica.
El documento KR 2004 0039920 da a conocer un acumulador de chapa metálica del tipo de bucle, que comprende una mesa giratoria externa móvil y una externa fija, que tiene una pluralidad de rodillos de devanado y un rodillo de plomo, que gira hacia detrás y hacia delante sobre la mesa giratoria fija.
Para evitar la interferencia, si la hubiera, con el rodillo de plomo, cada rodillo de devanado se soporta por unos medios que lo inclinan en un determinado ángulo hacia el centro de la mesa giratoria cuando llega el rodillo de plomo.
El documento KR 2004 0039920 comprende además medios que hacer girar cada rodillo de devanado alrededor de su eje.
El objeto de la presente invención es producir un acumulador de chapa metálica del tipo de bucle con devanado por tracción que no presente los inconvenientes y las limitaciones descritos previamente; este objeto se logra por medio de un acumulador de chapa metálica del tipo de bucle con devanado por tracción que tiene las características expuestas en la reivindicación 1.
Características ventajosas adicionales de la invención forman el contenido de las reivindicaciones dependientes.
El acumulador de chapa metálica del tipo de bucle con devanado por tracción está adaptado para colocarse entre una fuente de chapa metálica (preferiblemente, un carrete que porta bobinas) y una línea de producción y comprende al menos un grupo de entrada, un rodillo de presión, una mesa giratoria móvil externa, una mesa giratoria fija interna coaxial con la móvil, una trayectoria helicoidal solidaria a la mesa giratoria fija y medios de ajuste situados en la entrada y en la salida del acumulador.
Las dos mesas giratorias portan una pluralidad de rodillos, adecuados para portar bucles de chapa metálica, que se montan en brazos oscilantes conectados entre sí mediante varillas de acoplamiento y que se mueven mediante medios hidráulicos o neumáticos (o mediante otros medios hidráulicos funcionalmente equivalentes), cuyo funcionamiento se gestiona mediante una unidad lógica que controla también medios de ajuste adecuados para controlar y ajustar al menos la tensión de la chapa metálica que entra en el acumulador.
Los bucles de chapa metálica se devanan por tracción sobre dichos rodillos.
A continuación se describirá la invención con referencia a realizaciones meramente a modo de ejemplo (y por tanto no limitativas) ilustradas en las figuras adjuntas, en las que:
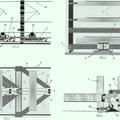
- la figura 1 muestra esquemáticamente una vista frontal de un acumulador de chapa metálica del tipo de bucle producido según la invención, en una condición de trabajo;
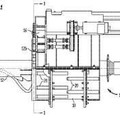
- la figura 2 muestra esquemáticamente una vista lateral del acumulador de chapa metálica de la figura 1;
- la figura 3 muestra esquemáticamente una vista trasera del acumulador de chapa metálica de la figura 1;
- la figura 4 muestra esquemáticamente el acumulador de chapa metálica de la figura 1 en una condición en espera;
- la figura 5 muestra esquemáticamente el acumulador de chapa metálica de la figura 1 en una primera etapa de devanado de la chapa metálica sobre las mesas giratorias fija y móvil;
- la figura 6 muestra esquemáticamente el acumulador de chapa metálica de la figura 1 en una segunda etapa de devanado de la chapa metálica, que sigue a la de la figura 5.
En las figuras adjuntas, se identificarán los elementos correspondientes mediante los mismos números de referencia.
La figura 1 muestra esquemáticamente una vista frontal de un acumulador 1 de chapa metálica producido según la invención, que se porta por una estructura 100 metálica y que comprende al menos un grupo 2 de entrada adecuado para guiar la chapa 20 metálica, un rodillo 3 de presión, un rodillo 4 móvil (rodillo afiligranador) que controla la tensión de la chapa 20 metálica de entrada, una serie de rodillos 5 inactivos, una mesa 6 giratoria móvil externa que porta un rodillo 12 de tracción inactivo, una mesa 7 giratoria fija interna (coaxial con la mesa 6 giratoria) que porta un rodillo 13 de transmisión inactivo, una trayectoria 15 helicoidal (que se ve mejor en la figura 2) solidaria a la mesa 7 giratoria fija y un rodillo 18 móvil (rodillo afiligranador) que controla la tensión de la chapa 20 metálica que sale del acumulador 1.
El grupo 2 de entrada, el rodillo 3 de presión, los rodillos (4, 18) móviles, los rodillos (5, 12, 13) inactivos y la trayectoria 15 helicoidal no se describirán en el presente documento porque los conoce un experto en la técnica.
Las dos mesas 6, 7 giratorias portan una pluralidad de rodillos 8 adecuados para portar los bucles de chapa metálica devanados por tracción sobre dichos rodillos 8, que se montan en brazos 9 oscilantes conectados entre sí mediante varillas 10 de acoplamiento y accionados por pistones 11 (o por otros medios hidráulicos conocidos; figura 3), cuyo funcionamiento se gestiona mediante una unidad lógica que, preferiblemente, también controla el rodillo 3 de presión y la mesa 6 giratoria externa.
Por motivos de simplicidad de la representación gráfica, la unidad lógica y sus sensores y accionadores se han omitido en las figuras adjuntas; además, en la figura 1 sólo se ha indicado un bucle de chapa metálica sobre la mesa 6 giratoria móvil y sobre la mesa 7 giratoria fija.
En la condición de trabajo (figura 1), la chapa 20 metálica pasa a través del grupo 2 de entrada, el rodillo 3 de presión, el rodillo 4 móvil y los rodillos 5 inactivos hasta alcanzar el rodillo 12 de tracción de la mesa 6 giratoria móvil que, girando con la mesa 6 giratoria, enrolla la chapa 20 metálica de entrada sobre los bucles de chapa metálica presentes en la mesa 6 giratoria móvil y, al mismo tiempo, enrolla sobre los bucles de chapa metálica presentes en la mesa 7 giratoria fija la chapa 20 metálica que procede del bucle de chapa metálica en contacto con los rodillos 8 de la mesa 6 giratoria móvil.
La chapa 20 metálica que procede de la mesa 7 giratoria fija y de la trayectoria 15 helicoidal pasa por debajo del rodillo 18 móvil antes de alcanzar la línea de producción.
La figura 2 muestra esquemáticamente una vista lateral del acumulador 1 de chapa metálica de la figura 1;... [Seguir leyendo]
Reivindicaciones:
1. Acumulador (1) de chapa metálica del tipo de bucle, adaptado para colocarse entre una unidad que alimenta la chapa (20) metálica y una línea de producción y que comprende al menos un grupo (2) de entrada, una mesa (6) giratoria externa móvil, una mesa (7) giratoria fija interna coaxial con la móvil, una trayectoria (15) helicoidal solidaria a la mesa (7) giratoria fija interna y medios (3, 4; 18) de ajuste adecuados para controlar y ajustar la tensión de la chapa (20) metálica cuando entra en el acumulador (1),
o cuando sale de dicho acumulador, portando las dos mesas (6, 7) giratorias una pluralidad de rodillos (8) adecuados para portar bucles de chapa metálica, caracterizado porque se prevén medios (3, 12, 13) para el devanado por tracción de bucles de chapa (20) metálica sobre los rodillos (8) de ambas mesas (6, 7) giratorias y porque los rodillos (8) de ambas mesas (6, 7) giratorias se montan en brazos (9) oscilantes conectados entre sí mediante varillas (10) de acoplamiento y que pueden moverse mediante medios (11) hidráulicos.
2. Acumulador (1) de chapa metálica según la reivindicación 1, caracterizado porque el funcionamiento de los medios (11) hidráulicos se controla mediante una unidad lógica que controla también los medios (3) de ajuste y la mesa (6) giratoria móvil.
3. Acumulador (1) de chapa metálica según la reivindicación 1, caracterizado porque también comprende un rodillo (12) de tracción inactivo solidario a la mesa (6) giratoria móvil y un rodillo (13) de transmisión inactivo solidario a la mesa (7) giratoria fija.
4. Acumulador (1) de chapa metálica según la reivindicación 1, caracterizado porque cada uno de los medios
(11) hidráulicos está adaptado para actuar sobre el pasador de uno de los brazos (9) oscilantes, que está acoplado mecánicamente con los pasadores de los brazos (9) oscilantes adyacentes por medio de las varillas (10) de acoplamiento.
5. Método para acumular una chapa (20) metálica a través de un acumulador (1) de chapa metálica según una de las reivindicaciones 1 a 4, caracterizado por el devanado por tracción de los bucles de chapa metálica sobre los rodillos (8) de la mesa (6) giratoria móvil y de la mesa (7) giratoria fija y porque, durante el funcionamiento, la chapa (20) metálica pasa al menos a través del grupo (2) de entrada y los medios (3, 4) de ajuste de entrada antes de alcanzar el rodillo (12) de tracción de la mesa (6) giratoria móvil que, girando junto con la mesa (6) giratoria, enrolla la chapa (20) metálica de entrada sobre los bucles de chapa metálica presentes en la mesa (6) giratoria móvil y, al mismo tiempo, enrolla sobre los bucles de chapa metálica presentes en la mesa (7) giratoria fija la chapa (20) metálica que procede de los bucles de chapa metálica en contacto con los rodillos (8) de la mesa (6) giratoria móvil, procediendo la chapa (20) metálica de la mesa (7) giratoria fija y desde la trayectoria (15) helicoidal que pasa por debajo de los medios (18) de ajuste de salida antes de alcanzar la línea de producción.
6. Método según la reivindicación 5, caracterizado porque, para enrollar la chapa (20) metálica sobre las mesas (6, 7) giratorias móvil y fija, la mesa (6) giratoria móvil empieza a girar en un primer sentido a una primera velocidad y el rodillo (12) de tracción, solidario a la mesa (6) giratoria móvil, impulsa la chapa (20) metálica contra el rodillo (13) de transmisión de la mesa (7) giratoria fija y luego sobre los rodillos (8) portados por la mesa (6) giratoria móvil y por la mesa (7) giratoria fija hasta que se forma un número preestablecido de bucles sobre las dos mesas (6, 7) giratorias.
7. Método según la reivindicación 6, caracterizado porque, cuando se ha formado el número preestablecido de bucles sobre las dos mesas (6, 7) giratorias, la mesa (6) giratoria móvil y los medios (3) de ajuste de entrada disminuyen su velocidad de rotación de modo que, cuando la mesa (6) giratoria móvil está en una parada, la cantidad de chapa (20) metálica que entra en el acumulador (1) es igual a la que sale a la línea de producción.
8. Método según la reivindicación 5, caracterizado porque, cuando es necesario cambiar la unidad de alimentación de la chapa (20) metálica, los medios (3) de ajuste de entrada bloquean la chapa (20) metálica de entrada y la mesa (6) giratoria móvil empieza a girar en un sentido opuesto al anterior para desenrollar los bucles formados sobre las mesas (6, 7) giratorias y para alimentar la línea de producción con la chapa
(20) metálica almacenada en el acumulador (1) y porque, cuando no hay más chapa (20) metálica almacenada en el acumulador (1), la mesa (6) giratoria móvil vuelve a la posición inicial y el acumulador (1), si se ha restaurado la alimentación de la chapa (20) metálica en la entrada del mismo, cambia al modo “en espera” y, luego, una vez más enrolla la chapa (20) metálica sobre las dos mesas (6, 7) giratorias.
Patentes similares o relacionadas:
Acumulador de banda horizontal con carros de soporte de banda delgados y sistema central pasivo de enganche, del 17 de Octubre de 2018, de Cockerill Maintenance & Ingéniérie S.A: Una instalación de acumulador de banda horizontal en una línea de procesamiento de banda continua, que comprende un carro de enrollado que se desplaza […]
Sección de entrada de una línea de decapado, de un laminador en frío en tandem continuo (tcm) o de una línea de decapado acoplada a la instalación del laminador en frío en tandem (PL/TCM), del 25 de Mayo de 2016, de Cockerill Maintenance & Ingéniérie S.A: Un equipamiento industrial continuo que tiene una sección de entrada que comprende dos dispositivos de desenrollado (1a, 1b) para desenrollar y alimentar materiales […]
 Acumulador de banda horizontal con acoplamiento telescópico de carros de rodillos de soporte de banda y sistemas de localización pasivos de los mismos, del 16 de Diciembre de 2015, de Cockerill Maintenance & Ingéniérie: Un acumulador de banda horizontal en una línea continua de procesamiento de banda, que comprende un carro de formación de bucles que corre sobre un par de […]
Acumulador de banda horizontal con acoplamiento telescópico de carros de rodillos de soporte de banda y sistemas de localización pasivos de los mismos, del 16 de Diciembre de 2015, de Cockerill Maintenance & Ingéniérie: Un acumulador de banda horizontal en una línea continua de procesamiento de banda, que comprende un carro de formación de bucles que corre sobre un par de […]
 Aparato para desacelerar y acumular temporalmente un producto laminado en caliente, del 10 de Abril de 2013, de SIEMENS INDUSTRY, INC: Aparato para desacelerar y acumular temporalmente un producto laminado en caliente que se muevelongitudinalmente a lo largo de un primer eje (A1) a una primera […]
Aparato para desacelerar y acumular temporalmente un producto laminado en caliente, del 10 de Abril de 2013, de SIEMENS INDUSTRY, INC: Aparato para desacelerar y acumular temporalmente un producto laminado en caliente que se muevelongitudinalmente a lo largo de un primer eje (A1) a una primera […]
Procedimiento de laminado continuo de un producto que sale de una caja de laminación aguas arriba a una velocidad mayor que la toma de velocidad de una caja de laminación aguas abajo, del 1 de Agosto de 2012, de SIEMENS INDUSTRY, INC: Procedimiento de laminación continua de un producto en cajas de laminación (RS1 , RS2) consecutivas aguas arriba yaguas abajo, el producto sale de la caja de laminación […]
METODO Y APARATO PARA DECELERAR Y TEMPORALMENTE ACUMULAR UN PRODUCTO LAMINADO EN CALIENTE., del 1 de Marzo de 2007, de MORGAN CONSTRUCTION COMPANY: Un método para desacelerar y acumular temporalmente un producto laminado en caliente que se mueve longitudinalmente a lo largo de un eje de recepción […]
ACUMULADOR DE BANDA PARA BANDAS METALICAS, ESPECIALMENTE ACUMULADOR DE BANDA EN ESPIRAL PARA BANDAS DE ACERO GRUESAS., del 16 de Octubre de 2005, de SMS DEMAG AKTIENGESELLSCHAFT: Acumulador de banda para bandas metálicas, especialmente acumulador de bandas en espiral para bandas de acero más gruesas, que se pueden alimentar […]
DISPOSITIVO Y PROCEDIMIENTO PARA FORMAR PAQUETES DE BARRAS LAMINADAS, del 25 de Enero de 2012, de DANIELI & C. OFFICINE MECCANICHE S.P.A.: Un dispositivo para formar un paquete de barras laminadas, adaptado para cooperar con un extremo de un transportador de dichas barras, definiendo el transportador […]