DISPOSITIVO Y PROCEDIMIENTO PARA FORMAR PAQUETES DE BARRAS LAMINADAS.
Un dispositivo para formar un paquete de barras laminadas, adaptado para cooperar con un extremo de un transportador (4) de dichas barras,
definiendo el transportador un primer plano, comprendiendo el dispositivo:
- una pluralidad de elementos de soporte transversales (2), dispuestos sobre un segundo plano y paralelos entre sí,
- medios de movimiento adaptados para mover la pluralidad de elementos de soporte transversales (2) a lo largo de dicho segundo plano desde una primera posición de recepción adyacente a dicho extremo del transportador (4), en el que los elementos de soporte (2) se colocan durante una etapa de recepción de un número predeterminado de barras que se descargan desde el transportador (4) para formar una capa de barras sobre dichos elementos de soporte (2), hasta una segunda posición de descarga con el objeto de descargar dicha capa de barras sobre el asiento de acumulación (5), a una velocidad suficiente para evitar que las barras que descansan sobre los elementos de soporte se arrastren,
- primer medio de contención (7) de dicha capa de barras que coopera con dicha pluralidad de elementos de soporte (2), en el que el segundo plano está inclinado por un ángulo predeterminado (α), con respecto al primer plano, en el intervalo de 1º a 20º por lo que hace que las barras descargadas por el transportador (4) desciendan debido a la gravedad, rodando alrededor de un eje de las mismas, a lo largo de superficies superiores de los elementos de soporte (2) para disponerse lado a lado y formar una capa uniforme de barras sobre dichos elementos de soporte (2), conteniéndose dicha capa uniforme por dicho primer medio de contención (7).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2009/050899.
B21C49/00TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21CFABRICACION DE CHAPAS, ALAMBRES, BARRAS, TUBOS, PERFILES METALICO O PRODUCTOS ANALOGOS SEMIACABADOS POR PROCEDIMIENTOS DISTINTOS AL LAMINADO; OPERACIONES AUXILIARES RELACIONADAS CON EL TRABAJO DE METALES SIN ARRANQUE SUSTANCIAL DE MATERIA. › Dispositivos para acumular temporalmente los materiales.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania, Bosnia y Herzegovina, Bulgaria, República Checa, Estonia, Croacia, Hungría, Islandia, Noruega, Polonia, Eslovaquia, Turquía, Malta, Serbia.
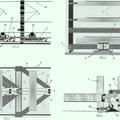
Dispositivo y procedimiento para formar paquetes de barras laminadas Campo de la invención [0001] La presente invención se refiere a un dispositivo para formar paquetes de perfil de metal laminado, por ejemplo barras de sección circular, y el procedimiento del mismo. Estado de la técnica [0002] Se conocen dispositivos adaptados para formar paquetes de barras corriente abajo de la zona de refrigeración dispuestos en la salida de un tren de laminación; en dichos dispositivos, las barras se suministran por medio de transportadores continuos, que definen un primer plano, en primer lugar sobre medios de lanza o brazo, dispuestos en un segundo plano paralelo a dicho primer plano y después, desde los mismos medios de lanza o brazo, se dejan caer en orden abierto y desde una altura considerable (30-50 cm) hacia la parte inferior del asiento de acumulación. De esta manera se determinan movimientos desordenados y descontrolados de las barras, que causan el retorcimiento y/o el solapamiento de las mismas, formando paquetes desordenados, que no son muy compactos y visualmente son de baja calidad. [0003] Un paquete de barras de este tipo retarda las operaciones de mecanizado corriente abajo, por ejemplo procedimientos que incluyen fabricar mallas o escuadras de metal soldadas eléctricamente. De hecho, con frecuencia son necesarias operaciones de desenredado de paquetes para extraer las barras, y son necesarias operaciones de enderezado para eliminar la curvatura y el retorcimiento de las barras severamente deformadas. [0004] Además, durante el ciclo de formación de capa, las lanzas se mueven progresivamente con una velocidad correlacionada con la velocidad de descarga de las barras por el transportador con el objetivo de ocupar una posición gradualmente más externa con respecto a la zona de descarga de las barras en el extremo terminal del transportador. Las lanzas de depósito cooperan por lo menos con un refuerzo frontal, que puede moverse junto con las lanzas, para contener la capa que se forma progresivamente en las lanzas. Dichas lanzas se proporcionan con un movimiento hacia delante/hacia atrás (avance/retracción) en dicho segundo plano paralelo al primer plano definido por el transportador. En la posición de retracción máxima, dichas lanzas están en una posición de partida de ciclo colocadas a continuación del transportador; durante su avance las lanzas se proyectan frontalmente de una manera progresiva con respecto al extremo terminal del transportador hasta alcanzar una posición de avance máxima. Por lo tanto, la capa de barras se forma sobre las lanzas mientras que éstas se mueven desde la posición de retracción máxima hasta la posición de avance máxima. Una vez que la capa se completa, el transportador se detiene y, mientras el refuerzo frontal permanece en su posición de avance máxima, las lanzas empiezan a ir hacia atrás llevando el extremo interno de la capa de barras sobre un refuerzo lateral fijo adicional por lo que se hace que las barras caigan en orden abierto y desde una altura considerable hacia la parte inferior del asiento de acumulación. [0005] Una desventaja adicional de los dispositivos conocidos para formar paquetes de barra es por lo tanto, el tiempo de inactividad esperado en el ciclo de formación del paquete. De hecho, se proporcionan interrupciones de suministro de las barras laminadas sobre las lanzas de depósito con el objeto de completar la evacuación del paquete que se ha formado previamente. [0006] Por lo tanto, se considera la necesidad de fabricar un dispositivo para formar paquetes de barras laminadas que permita superar las desventajas que se han mencionado anteriormente. Resumen de la invención [0007] El objeto principal de la presente invención es proporcionar un dispositivo para formar paquetes de barras laminadas suministradas continuamente, que permita obtener paquetes en los que las barras estén perfectamente alineadas entre sí sin retorcimiento, enredado y solapamiento, tanto en el interior como en el exterior del paquete, confiriendo al mismo paquete una apariencia conformada y regular de forma inmejorable. Otro objeto de la presente invención es proporcionar un procedimiento para la formación continua de paquetes de barras laminadas usando los dispositivos que se han mencionado anteriormente. [0008] Por lo tanto, la presente invención propone alcanzar los objetos que se han analizado anteriormente fabricando un dispositivo para formar un paquete de barras laminadas, apropiado para cooperar con un extremo de un transportador de dichas barras, definiendo el transportador un primer plano, comprendiendo el dispositivo de acuerdo con la reivindicación 1 - una pluralidad de elementos de soporte transversales, dispuestos sobre un segundo plano y paralelos entre sí, 2 E09716859 24-11-2011 - medios de movimiento adaptados para mover la pluralidad de elementos de soporte transversales a lo largo de dicho segundo plano desde una primera posición de recepción, con el objeto de recibir un número predeterminado de barras para formar una capa de barras, hacia una segunda posición de descarga, para descargar dicha capa de barras sobre los medios de acumulación, a una velocidad suficiente para evitar que se arrastren las barras que descansan sobre dichos elementos de soporte, - un primer medio de contención de dicha capa de barras que cooperan con dicha pluralidad de elementos de soporte, en el que el segundo plano está inclinado por un ángulo predeterminado con respecto a dicho primer plano. [0009] Un segundo aspecto de la presente invención proporciona un procedimiento para formar paquetes de barras laminadas usando el dispositivo que se ha mencionado anteriormente que, de acuerdo con la reivindicación 11, comprende las siguientes etapas: - proporcionar la pluralidad de elementos de soporte transversales en la primera posición de recepción; - recibir un número predeterminado de barras sobre el segundo plano para formar una capa de barras, suministrándose las barras al menos una a la vez por medio del transportador con un primer intervalo de tiempo predeterminado entre el suministro de al menos una barra y el suministro de al menos una barra posterior; - mover dicha pluralidad de elementos de soporte desde la primera posición de recepción hasta la segunda posición de descarga, para descargar dicha capa de barras en los medios de acumulación, y desde esta segunda posición de vuelta a la primera posición de recepción en un segundo intervalo de tiempo más corto que el primer intervalo. [0010] El dispositivo y el procedimiento de la invención permite obtener ventajosamente paquetes de barras terminados compactos y ordenados, que se caracterizan por un alto coeficiente de llenado. Además, en virtud de las características que se han mencionado anteriormente, la invención también permite obtener las siguientes ventajas: - se cancelan los tiempos de inactividad en el ciclo de formación de paquetes suministrando simultáneamente las barras sobre las lanzas y evacuando continuamente el paquete ya formado; - se garantiza la rectitud de las barras dentro del paquete; - la disposición ordenada de las barras y su rectitud permiten acelerar y simplificar las operaciones en el procedimiento de mecanizado corriente abajo, por ejemplo procedimientos que proporcionan la implementación de mallas o escuadras de metal soldadas eléctricamente, ya que se facilita la extracción individual de cada barra del paquete; - los paquetes permanecen geométricamente regulares aún después de la operación de unión; - los tiempos fuera de inactividad y los costes relacionados con las operaciones de desenredado del paquete y enderezamiento de las barras se cancelan completamente. [0011] El dispositivo y el procedimiento de formación de paquetes de barras objeto de la presente invención, se aplican preferiblemente corriente abajo de los trenes de laminación en caliente para las barras independientemente del sistema de empaquetado de las barras. Ventajosamente, el dispositivo y el procedimiento se usan para empaquetar paquetes de barras de sección circular, con nervaduras para el uso en hormigón armado o liso destinadas para el trazado, por ejemplo. [0012] Las barras que pueden empaquetarse ventajosamente por el dispositivo de la invención tienen preferiblemente un diámetro que varía de 6 mm a 3240 mm y una longitud de 618 metros. [0013] Las reivindicaciones dependientes describen realizaciones preferidas de la invención. Breve descripción de los dibujos [0014] Las características y las ventajas adicionales de la invención serán más evidentes a la luz de la descripción detallada de las realizaciones preferidas, pero no exclusivas, de un dispositivo de formación de paquetes de barras ilustrado a modo de ejemplo no limitante, con la ayuda de los dibujos adjuntos, en los que: La figura 1 es una vista lateral del dispositivo de acuerdo con la invención... [Seguir leyendo]
Reivindicaciones:
1. Un dispositivo para formar un paquete de barras laminadas, adaptado para cooperar con un extremo de un transportador (4) de dichas barras, definiendo el transportador un primer plano, comprendiendo el dispositivo: - una pluralidad de elementos de soporte transversales (2), dispuestos sobre un segundo plano y paralelos entre sí, - medios de movimiento adaptados para mover la pluralidad de elementos de soporte transversales (2) a lo largo de dicho segundo plano desde una primera posición de recepción adyacente a dicho extremo del transportador (4), en el que los elementos de soporte (2) se colocan durante una etapa de recepción de un número predeterminado de barras que se descargan desde el transportador (4) para formar una capa de barras sobre dichos elementos de soporte (2), hasta una segunda posición de descarga con el objeto de descargar dicha capa de barras sobre el asiento de acumulación (5), a una velocidad suficiente para evitar que las barras que descansan sobre los elementos de soporte se arrastren, - primer medio de contención (7) de dicha capa de barras que coopera con dicha pluralidad de elementos de soporte (2), en el que el segundo plano está inclinado por un ángulo predeterminado (), con respecto al primer plano, en el intervalo de 1º a 20º por lo que hace que las barras descargadas por el transportador (4) desciendan debido a la gravedad, rodando alrededor de un eje de las mismas, a lo largo de superficies superiores de los elementos de soporte (2) para disponerse lado a lado y formar una capa uniforme de barras sobre dichos elementos de soporte (2), conteniéndose dicha capa uniforme por dicho primer medio de contención (7). 2. Un dispositivo de acuerdo con la reivindicación 1, en el que el asiento de acumulación (5) se coloca en una primera posición del mismo a una distancia por debajo de los elementos de soporte transversales (2) de tal forma que la altura de descarga media (Hm) para las barras, desde dichos elementos (2) hasta dicho asiento de acumulación (5), se define por la siguiente ecuación: en la que: Hm = s*cos + (L/2)* tg + cost + d "s" es el espesor de los elementos de soporte transversales (2), "L" es la extensión transversal del asiento de acumulación (5), "cost" es una constante en el intervalo de 0 a 100 mm, "d" es el diámetro de las barras. 3. Un dispositivo de acuerdo con la reivindicación 2, en el que se proporcionan medios de lubricación (10) para lubricar la superficie superior del elemento de soporte transversal (2). 4. Un dispositivo de acuerdo con la reivindicación 3, en el que dichos medios de lubricación comprenden un aplicador de grafito sólido (10) para cada elemento de soporte transversal (2). 5. Un dispositivo de acuerdo con la reivindicación 3, en el que el asiento de acumulación (5) comprende una pluralidad de superficies de apoyo horizontales, separadas entre sí, estando cada superficie de apoyo en un respectivo elemento de soporte transversal (2). 6. Un dispositivo de acuerdo con la reivindicación 5, en el que el asiento de acumulación (5) coopera con dicho primer medio de contención (7) y con el segundo medio de contención (8), opuesto al primero y colocado sustancialmente a continuación del extremo terminal del transportador (4), y están adaptados para moverse desde dicha primera posición hasta una segunda posición (5') del mismo por debajo de una mesa de rodillo (6). 7. Un dispositivo de acuerdo con la reivindicación 6, en el que dicha mesa de rodillo (6) consiste en rodillos horizontales motorizados (6') y rodillos verticales inactivos (6''), y las superficies de apoyo del medio de acumulación (5) se adaptan para pasar a través de un espacio entre los rodillos motorizados (6') para apoyar el paquete sobre dichos rodillos motorizados (6'). 8. Un dispositivo de acuerdo con una cualquiera de las reivindicaciones anteriores, en el que se proporciona un asiento de acumulación adicional (30), adaptado para colocarse inmediatamente a continuación de la pluralidad de elementos de soporte transversales (2) cuando dicho asiento de acumulación (5) empieza a transferir el paquete formado a la mesa de rodillo (6). 9. Un dispositivo de acuerdo con una cualquiera de las reivindicaciones anteriores, en el que se proporciona un elemento de refuerzo móvil (13), abisagrado a un mismo bastidor que los elementos de soporte transversales (2) y que coopera con dichos elementos, adaptado para colocarse con una superficie del mismo paralela a las superficies 8 E09716859 24-11-2011 superiores de los elementos de soporte transversales (2). 10. Un procedimiento para formar paquetes de barras laminadas, por medio de un dispositivo de acuerdo con la reivindicación 1, que comprende las siguientes etapas: a) proporcionar la pluralidad de elementos de soporte transversales (2) en la primera posición de recepción; b) recibir en dicha primera posición de recepción un número predeterminado de barras sobre dicho segundo plano inclinado, por lo que hace que las barras descargadas por el transportador (4) desciendan debido a la gravedad, rodando alrededor de un eje de las mismas, a lo largo de las superficies superiores de los elementos de soporte (2) para disponerse lado a lado y formar una capa uniforme de barras sobre dichos elementos de soporte (2), conteniéndose dicha capa uniforme por el primer medio de contención (7); c) mover dicha pluralidad de elementos de soporte (2) desde la primera posición de recepción hasta la segunda posición de descarga, para descargar dicha capa uniforme de barras sobre el asiento de acumulación (5), a una velocidad suficiente para que las superficies de apoyo de las barras se eliminen simultáneamente, por lo que se evita el arrastre causado con el tiempo por la fuerza de fricción en las superficies de contacto del elemento de soporte de barra, y por lo que las barras caen simultáneamente, mientras se mantienen paralelas entre sí, en el asiento de acumulación (5) en el que dichas barras tendrán la misma posición mutua que tuvieron en primer lugar en los elementos de soporte (2). 11. Un procedimiento de acuerdo con la reivindicación 10, en el que durante la etapa b) las barras se suministran al menos una a la vez por medio del transportador (4) con un primer intervalo de tiempo predeterminado entre el suministro de al menos una barra y el suministro de al menos una barra posterior, y el movimiento de dicha pluralidad de elementos de soporte (2) desde la primera posición de recepción hasta la segunda posición de descarga y desde esta segunda posición de regreso a la primera posición de recepción se produce en un segundo intervalo de tiempo más corto que el primer intervalo. 12. Un procedimiento de acuerdo con la reivindicación 11, en el que dicho segundo intervalo de tiempo es de aproximadamente 1 segundo. 13. Un procedimiento de acuerdo con la reivindicación 12, en el que cada vez que una capa de barras se descarga de los elementos de soporte transversales (2) sobre el asiento de acumulación (5), los últimos descienden gradualmente a una altura al menos igual a el diámetro-espesor de una barra. 14. Un procedimiento de acuerdo con la reivindicación 13, en el que una vez que la formación del paquete se ha completado, el asiento de acumulación (5) desciende por debajo de una mesa de rodillo (6) y deposita el paquete sobre la misma. 15. Un procedimiento de acuerdo con la reivindicación 14, en el que una vez que el paquete se ha depositado sobre la mesa de rodillo (6), el asiento de acumulación (5) gira 90º hacia abajo para evitar la interferencia con el paquete recién depositado durante la etapa de movimiento hacia arriba. 9 E09716859 24-11-2011 E09716859 24-11-2011 11 E09716859 24-11-2011 12 E09716859 24-11-2011 13 E09716859 24-11-2011 14 E09716859 24-11-2011 E09716859 24-11-2011 16 E09716859 24-11-2011 17 E09716859 24-11-2011
Patentes similares o relacionadas:
Acumulador de banda horizontal con carros de soporte de banda delgados y sistema central pasivo de enganche, del 17 de Octubre de 2018, de Cockerill Maintenance & Ingéniérie S.A: Una instalación de acumulador de banda horizontal en una línea de procesamiento de banda continua, que comprende un carro de enrollado que se desplaza […]
Sección de entrada de una línea de decapado, de un laminador en frío en tandem continuo (tcm) o de una línea de decapado acoplada a la instalación del laminador en frío en tandem (PL/TCM), del 25 de Mayo de 2016, de Cockerill Maintenance & Ingéniérie S.A: Un equipamiento industrial continuo que tiene una sección de entrada que comprende dos dispositivos de desenrollado (1a, 1b) para desenrollar y alimentar materiales […]
Acumulador de banda horizontal con acoplamiento telescópico de carros de rodillos de soporte de banda y sistemas de localización pasivos de los mismos, del 16 de Diciembre de 2015, de Cockerill Maintenance & Ingéniérie: Un acumulador de banda horizontal en una línea continua de procesamiento de banda, que comprende un carro de formación de bucles que corre sobre un par de […]
Aparato para desacelerar y acumular temporalmente un producto laminado en caliente, del 10 de Abril de 2013, de SIEMENS INDUSTRY, INC: Aparato para desacelerar y acumular temporalmente un producto laminado en caliente que se muevelongitudinalmente a lo largo de un primer eje (A1) a una primera […]
Procedimiento de laminado continuo de un producto que sale de una caja de laminación aguas arriba a una velocidad mayor que la toma de velocidad de una caja de laminación aguas abajo, del 1 de Agosto de 2012, de SIEMENS INDUSTRY, INC: Procedimiento de laminación continua de un producto en cajas de laminación (RS1 , RS2) consecutivas aguas arriba yaguas abajo, el producto sale de la caja de laminación […]
ACUMULADOR DE CHAPA METÁLICA DEL TIPO DE BUCLE CON DEVANADO POR TRACCIÓN, del 26 de Agosto de 2011, de OLIMPIA 80 SRL: Acumulador de chapa metálica del tipo de bucle, adaptado para colocarse entre una unidad que alimenta la chapa metálica y una línea de producción y que […]
METODO Y APARATO PARA DECELERAR Y TEMPORALMENTE ACUMULAR UN PRODUCTO LAMINADO EN CALIENTE., del 1 de Marzo de 2007, de MORGAN CONSTRUCTION COMPANY: Un método para desacelerar y acumular temporalmente un producto laminado en caliente que se mueve longitudinalmente a lo largo de un eje de recepción […]
ACUMULADOR DE BANDA PARA BANDAS METALICAS, ESPECIALMENTE ACUMULADOR DE BANDA EN ESPIRAL PARA BANDAS DE ACERO GRUESAS., del 16 de Octubre de 2005, de SMS DEMAG AKTIENGESELLSCHAFT: Acumulador de banda para bandas metálicas, especialmente acumulador de bandas en espiral para bandas de acero más gruesas, que se pueden alimentar […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Acumulador de banda horizontal con acoplamiento telescópico de carros de rodillos de soporte de banda y sistemas de localización pasivos de los mismos, del 16 de Diciembre de 2015, de Cockerill Maintenance & Ingéniérie: Un acumulador de banda horizontal en una línea continua de procesamiento de banda, que comprende un carro de formación de bucles que corre sobre un par de […]
Acumulador de banda horizontal con acoplamiento telescópico de carros de rodillos de soporte de banda y sistemas de localización pasivos de los mismos, del 16 de Diciembre de 2015, de Cockerill Maintenance & Ingéniérie: Un acumulador de banda horizontal en una línea continua de procesamiento de banda, que comprende un carro de formación de bucles que corre sobre un par de […]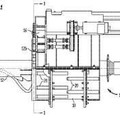 Aparato para desacelerar y acumular temporalmente un producto laminado en caliente, del 10 de Abril de 2013, de SIEMENS INDUSTRY, INC: Aparato para desacelerar y acumular temporalmente un producto laminado en caliente que se muevelongitudinalmente a lo largo de un primer eje (A1) a una primera […]
Aparato para desacelerar y acumular temporalmente un producto laminado en caliente, del 10 de Abril de 2013, de SIEMENS INDUSTRY, INC: Aparato para desacelerar y acumular temporalmente un producto laminado en caliente que se muevelongitudinalmente a lo largo de un primer eje (A1) a una primera […]