MÁQUINA DE LAMINACIÓN PARA EL CORDÓN DE SOLDADURA DE UNA TUBERÍA SOLDADA DE MANERA CONTINUA, QUE COMPRENDE UN MANDRIL CONTROLADO POR MEDIOS ELECTROMAGNÉTICOS.
Máquina (1) para laminar el cordón de soldadura de una tubería (2) soldada de manera continua,
que comprende: - un rodillo (3) presionado contra la pared exterior de la tubería (2); - un mandril (4) colocado dentro de la tubería (2); - una bobina (7) electromagnética colocada "aguas arriba" del rodillo (3); - un núcleo de material (5) ferromagnético al que se conecta un extremo del mandril (4) mediante medios (6) de conexión, estando colocado el núcleo (5) ferromagnético dentro de la tubería (2) soldada para someterse al campo magnético generado por dicha bobina (7) electromagnética; caracterizada porque dicha bobina (7) electromagnética está montada en una posición fija en la máquina (1) de laminación y, cuando está activada aspira en su interior dicho núcleo (5) ferromagnético
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08173080.
B21C37/08TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21CFABRICACION DE CHAPAS, ALAMBRES, BARRAS, TUBOS, PERFILES METALICO O PRODUCTOS ANALOGOS SEMIACABADOS POR PROCEDIMIENTOS DISTINTOS AL LAMINADO; OPERACIONES AUXILIARES RELACIONADAS CON EL TRABAJO DE METALES SIN ARRANQUE SUSTANCIAL DE MATERIA. › B21C 37/00 Fabricación de chapas, barras, alambres, tubos, perfiles metálicos,o de productos análogos semiacabados, no prevista en otro lugar; Fabricación de tubos de forma particular. › Fabricación de tubos a base de juntas soldadas.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
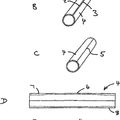
Máquina de laminación para el cordón de soldadura de una tubería soldada de manera continua, que comprende un mandril controlado por medios electromagnéticos La presente invención se refiere a una máquina de laminación y a un método para el cordón de soldadura de una tubería soldada de manera continua, en los que el mandril se controla mediante medios electromagnéticos que comprenden al menos un núcleo de material ferromagnético situado dentro de la tubería soldada y sometido al campo magnético generado por al menos una bobina electromagnética fija situada fuera de la máquina de laminación. Se conocen en la técnica máquinas de laminación para el cordón de soldadura de una tubería soldada de manera continua en las que el cordón de soldadura se lamina entre un rodillo que actúa en la pared exterior de la tubería soldada y un mandril (cuyo diámetro exterior es algo menor que el diámetro interior de la tubería) situado dentro de la tubería soldada, a nivel con el rodillo mencionado anteriormente. Las máquinas de laminación de la técnica anterior y el funcionamiento de las mismas no se describirán más a fondo porque se conocen per se; sólo se recordará que se tira del mandril (o tiende a tirarse de él) por la tubería soldada en movimiento y por tanto debe fijarse a medios (normalmente una varilla o un cable) que lo sujeten en (o lo devuelvan a) la posición de trabajo, concretamente a nivel con el rodillo mencionado anteriormente. Una línea de producción para tuberías soldadas, que comprende una máquina 101 de laminación de la técnica anterior, se ilustra muy esquemáticamente en la figura 1, que muestra la lámina 11 metálica que se dobla hasta que se encuentran los dos bordes (y se sueldan mediante medios 12 de soldadura para formar la tubería soldada), la tubería 2 soldada, el rodillo 3 que actúa sobre la pared exterior de la tubería 2 y el mandril 4 conectado al cable 13. Por simplicidad de la representación gráfica en la figura se han omitido los medios de conformación que curvan la lámina 11 metálica hasta que se encuentran los dos bordes y los medios para terminar y cortar la tubería 2 soldada porque se conocen per se y están fuera del alcance de la invención. Las máquinas de laminación de la técnica anterior tienen numerosas limitaciones y/o inconvenientes, siendo el más importante el hecho de que el cable 13 (o la varilla) debe pasar por debajo de los medios 12 de soldadura, donde se somete a un fuerte sobrecalentamiento que lo daña, produciendo su rotura en un tiempo más o menos corto. Este inconveniente es particularmente significativo si se usan medios de soldadura por láser, puesto que el haz de láser pasa a través de la lámina 11 metálica y penetra en el cable 13, dañándolo. Los intentos por resolver el problema mediante sistemas de enfriamiento basados en la circulación en circuito cerrado de un líquido (agua u otro líquido funcionalmente equivalente) no han dado ningún resultado útil. De la técnica anterior mencionada en el documento WO 2009/050559 se conoce una máquina para laminar el cordón de soldadura de una tubería soldada de manera continua, que comprende un rodillo presionado contra la pared exterior de la tubería, un mandril colocado dentro de la tubería; un núcleo de material ferromagnético conectado, mediante medios de conexión, a un extremo del mandril, estando situado el núcleo ferromagnético dentro de la tubería soldada para someterse al campo magnético generado por una bobina electromagnética colocada aguas arriba del rodillo. La bobina electromagnética está soportada por un carro móvil, con respecto a la máquina de laminación, con un movimiento de alternativo paralelo al sentido de avance de la tubería soldada. El campo magnético generado por la bobina electromagnética fija el carro de soporte a dicho núcleo, que tiene por tanto un movimiento alternativo junto con el carro de soporte. El objeto de la presente invención es superar los límites y/o inconvenientes mencionados anteriormente de las máquinas de laminación de la técnica anterior; este objeto se alcanza mediante una máquina de laminación y un método que presenta los rasgos distintivos caracterizadores ilustrados en las reivindicaciones 1 y 9; características ventajosas adicionales de la invención forman el contenido de las reivindicaciones dependientes. Las características adicionales de la invención se aclararán mediante la siguiente descripción detallada, que hace referencia a realizaciones puramente a modo de ejemplo y por tanto no limitativas de la misma, ilustradas en las figuras adjuntas, en las que: - la figura 1 muestra esquemáticamente una línea de producción para tuberías soldadas que comprende una máquina de laminación de la técnica anterior; - la figura 2 muestra esquemáticamente la parte de la línea de producción de la figura 1 que comprende una 2 máquina de laminación producida según la invención; - la figura 3 muestra esquemáticamente otra realización de una máquina de laminación producida según la invención. En las figuras adjuntas, los elementos similares se designarán mediante los mismos números de referencia. La presente invención se refiere a una máquina de laminación para el cordón de soldadura de una tubería soldada de manera continua, en la que un extremo del mandril se conecta a medios electromagnéticos que comprenden un núcleo de material ferromagnético situado dentro de la tubería soldada y sometido a un campo magnético generado por una bobina electromagnética fija, colocada aguas arriba (es decir, en la entrada) de la máquina de laminación; el núcleo de material ferromagnético se conecta al mandril mediante medios de conexión rígidos fabricados de material no magnético. Tal como se estableció anteriormente, la figura 1 muestra esquemáticamente una línea de producción para tuberías soldadas que comprende una máquina 101 de laminación de la técnica anterior. La figura 2 muestra esquemáticamente la parte de la línea de producción de la figura 1 que comprende una máquina 1 de laminación producida según la invención, que difiere de la máquina 101 de laminación de la figura 1 esencialmente en que un extremo de su mandril 4 se conecta, mediante medios 6 de conexión, a un núcleo de material 5 ferromagnético, colocado dentro de la tubería 2 soldada y sometido al campo magnético generado por una bobina 7 fija electromagnética colocada aguas arriba de la máquina 1 de laminación. Los medios 6 de conexión son ventajosamente rígidos y están fabricados de material no magnético para no crear interferencia entre el núcleo 5, el mandril 4 y la bobina 7 electromagnética, y la bobina 7 fija electromagnética rodea la parte de la tubería 2 soldada que contiene el núcleo 5 de material ferromagnético para crear un campo magnético que es uniforme y, con el mismo consumo de corriente eléctrica, de mayor intensidad. El núcleo 7 fijo, cuando se activa, aspira en su interior el núcleo 5 ferromagnético que, mediante los medios 6 de conexión, retira el mandril 4, haciendo que se mueva en el sentido opuesto al sentido de desplazamiento de la tubería 2; en la realización ilustrada en las figuras, la tubería 2 se mueve de izquierda a derecha, mientras que la tubería tira del mandril 4 de izquierda a derecha cuando la bobina 7 no está activada y se mueve de derecha a izquierda cuando la bobina 7 está activada. Con el fin de hacer que la acción de la bobina 7 sea más suave y más gradual, en la realización ilustrada en la figura 2, el otro extremo del mandril 4 se conecta, mediante medios 9 de conexión adicionales, a un núcleo 8 electromagnético adicional, colocado dentro de la tubería 2 soldada y sumergido en el campo magnético generado por un núcleo 10 electromagnético fijo adicional colocado aguas abajo (es decir, en la salida) de la máquina 1 de laminación que, cuando está activada, ejerce en el mandril 4 una acción en el sentido opuesto a la ejercida por la bobina 7 mediante el núcleo 8 y los medios 6 de conexión. Los medios 9 de conexión son ventajosamente rígidos y están fabricados de material no magnético y la bobina 10 electromagnética fija rodea la parte de tubería 2 soldada que contiene el núcleo de material 8 ferromagnético. El núcleo 8 ferromagnético, los medios 9 de conexión y la bobina 10 electromagnética fija pueden omitirse sin apartarse del alcance de la invención. La figura 3 muestra esquemáticamente otra realización de una máquina 1 de laminación producida según la invención, que difiere de la mostrada en la figura 2 esencialmente en que, para hacer que el movimiento del mandril sea suave y gradual, al menos la bobina 7 fija consiste en una pluralidad de arrollamientos 7 (de tres arrollamientos 7 en la realización de la figura 3) situados uno junto a otro, que pueden suministrarse por separado.... [Seguir leyendo]
Reivindicaciones:
1. Máquina (1) para laminar el cordón de soldadura de una tubería (2) soldada de manera continua, que comprende: - un rodillo (3) presionado contra la pared exterior de la tubería (2); - un mandril (4) colocado dentro de la tubería (2); - una bobina (7) electromagnética colocada aguas arriba del rodillo (3); - un núcleo de material (5) ferromagnético al que se conecta un extremo del mandril (4) mediante medios (6) de conexión, estando colocado el núcleo (5) ferromagnético dentro de la tubería (2) soldada para someterse al campo magnético generado por dicha bobina (7) electromagnética; caracterizada porque dicha bobina (7) electromagnética está montada en una posición fija en la máquina (1) de laminación y, cuando está activada aspira en su interior dicho núcleo (5) ferromagnético. 2. Máquina (1) de laminación según la reivindicación 1, caracterizada porque los medios (6) de conexión son rígidos y están fabricados de material no magnético. 3. Máquina (1) de laminación según la reivindicación 1, caracterizada porque la bobina (7) fija electromagnética rodea la parte de la tubería (2) soldada que contiene el núcleo de material (5) ferromagnético. 4. Máquina (1) de laminación según la reivindicación 1, caracterizada porque la bobina (7) fija electromagnética consiste en una pluralidad de arrollamientos (7), situados uno junto a otro, que pueden suministrarse por separado. 5. Máquina (1) de laminación según la reivindicación 1, caracterizada porque el otro extremo del mandril (4) se conecta, mediante medios (9) de conexión adicionales, a un núcleo (8) ferromagnético adicional, colocado dentro de la tubería (2) soldada y sometido al campo magnético generado por una bobina (10) electromagnética fija adicional colocada aguas abajo del rodillo (3). 6. Máquina (1) de laminación según la reivindicación 5, caracterizada porque los medios (9) de conexión adicionales son rígidos y están fabricados de material no magnético. 7. Máquina (1) de laminación según la reivindicación 5, caracterizada porque la bobina (10) electromagnética fija adicional rodea la parte de la tubería (2) soldada que contiene el segundo núcleo de material (8) ferromagnético. 8. Máquina (1) de laminación según la reivindicación 5, caracterizada porque la bobina (10) electromagnética fija adicional consiste en una pluralidad de arrollamientos (10), situados uno junto a otro, que pueden suministrarse por separado. 9. Método para laminar el cordón de soldadura de una tubería (2) soldada que avanza de manera continua, presionando un rodillo (3) contra la pared exterior de la tubería dentro de la que se inserta un mandril (4), conectado mediante medios (6) de conexión a un núcleo (5) ferromagnético situado dentro de la tubería y sometido al campo magnético generado por una bobina (7) electromagnética situada aguas arriba del rodillo, caracterizado porque dicha bobina electromagnética está montada en una posición fija en la máquina (1) de laminación y se activa para aspirar en su interior dicho núcleo (5) ferromagnético. 10. Método según la reivindicación 9, caracterizado porque dicha bobina (7) electromagnética consiste en una pluralidad de arrollamientos, situados uno junto a otro, que se suministran por separado para hacer que el movimiento del mandril sea suave y gradual. 11. Método según la reivindicación 9 ó 10, caracterizado porque el otro extremo del mandril (4) se conecta, mediante medios (9) de conexión adicionales, a un núcleo (8) ferromagnético adicional, colocado dentro de la tubería (2) soldada y sometido al campo magnético generado por una bobina (10) electromagnética fija adicional colocada aguas abajo del rodillo (3), activándose dicha bobina (10) electromagnética para aspirar en su interior dicho núcleo (8) ferromagnético. 12. Método según la reivindicación 11, caracterizado porque dicha bobina (10) electromagnética consiste en una pluralidad de arrollamientos, situados uno junto a otro, que se suministran por separado para hacer que el movimiento del mandril sea suave y gradual. 4 6 7
Patentes similares o relacionadas:
MÉTODO PARA LA FABRICACIÓN DE TANQUES, del 11 de Enero de 2011, de LUXFER GROUP LIMITED: Método de fabricación de un tanque o revestimiento para el uso en un recipiente a presión, dicho método incluyendo las etapas de: a) formar una o […]
MÉTODO PARA PRODUCIR ARTÍCULOS TUBULARES SOLDADOS, del 1 de Septiembre de 1960, de CONTINENTAL CAN COMPANY, INCORPORATED: Método para producir artículos tubulares soldados, caracterizado por una costura para tubos, que comprende un par de porciones marginales […]
PROCEDIMIENTO PARA LA FABRICACIÓN DE UN CUERPO DE BOTE, ASÍ COMO CUERPO DE BOTE, del 29 de Diciembre de 2010, de CREBOCAN AG: Procedimiento para la fijación de una parte de válvula con una envoltura de unión y una válvula a un revestimiento de un bote, […]
Un dispositivo para ajustar la profundidad de corte para la remoción de cordones de soldadura dentro de secciones de perfil tales como tubos y similares, del 13 de Febrero de 2019, de FIVES OTO S.P.A: Un dispositivo para ajustar la profundidad de corte para la remoción de cordones de soldadura longitudinales dentro de secciones tales como […]
Procedimiento de fabricación de una banda de espesor variable y banda asociada, del 18 de Enero de 2019, de Aperam: Procedimiento de fabricación de una banda de espesor variable según su longitud, dicha banda está realizada en una aleación que comprende, en peso:
34,5% ≤ Ni ≤ […]
Estabilizador hueco, y tubo de acero para estabilizadores huecos y método para producir el mismo, del 23 de Noviembre de 2018, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un estabilizador hueco que tiene una composición química que comprende como componentes químicos, en términos de % en masa:
del 0,26% al 0,30% de C,
del 0,05% […]
Aparato para conformar de forma automatizada piezas en bruto de llantas de rueda, del 17 de Octubre de 2018, de MW Lublin SP. z o.o: Aparato para conformar piezas en bruto de llantas de rueda que comprende:
- una estación (A) de enrollamiento para enrollar piezas en bruto de material en forma de […]
Brazo telescópico de alta resistencia, del 7 de Marzo de 2018, de EFFER S.P.A.: Un brazo telescópico de alta resistencia, que comprende una pluralidad de secciones coaxiales con unos tamaños en disminución sostenida […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 MÉTODO PARA LA FABRICACIÓN DE TANQUES, del 11 de Enero de 2011, de LUXFER GROUP LIMITED: Método de fabricación de un tanque o revestimiento para el uso en un recipiente a presión, dicho método incluyendo las etapas de: a) formar una o […]
MÉTODO PARA LA FABRICACIÓN DE TANQUES, del 11 de Enero de 2011, de LUXFER GROUP LIMITED: Método de fabricación de un tanque o revestimiento para el uso en un recipiente a presión, dicho método incluyendo las etapas de: a) formar una o […]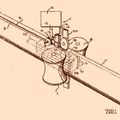 MÉTODO PARA PRODUCIR ARTÍCULOS TUBULARES SOLDADOS, del 1 de Septiembre de 1960, de CONTINENTAL CAN COMPANY, INCORPORATED: Método para producir artículos tubulares soldados, caracterizado por una costura para tubos, que comprende un par de porciones marginales […]
MÉTODO PARA PRODUCIR ARTÍCULOS TUBULARES SOLDADOS, del 1 de Septiembre de 1960, de CONTINENTAL CAN COMPANY, INCORPORATED: Método para producir artículos tubulares soldados, caracterizado por una costura para tubos, que comprende un par de porciones marginales […]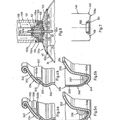 PROCEDIMIENTO PARA LA FABRICACIÓN DE UN CUERPO DE BOTE, ASÍ COMO CUERPO DE BOTE, del 29 de Diciembre de 2010, de CREBOCAN AG: Procedimiento para la fijación de una parte de válvula con una envoltura de unión y una válvula a un revestimiento de un bote, […]
PROCEDIMIENTO PARA LA FABRICACIÓN DE UN CUERPO DE BOTE, ASÍ COMO CUERPO DE BOTE, del 29 de Diciembre de 2010, de CREBOCAN AG: Procedimiento para la fijación de una parte de válvula con una envoltura de unión y una válvula a un revestimiento de un bote, […] Un dispositivo para ajustar la profundidad de corte para la remoción de cordones de soldadura dentro de secciones de perfil tales como tubos y similares, del 13 de Febrero de 2019, de FIVES OTO S.P.A: Un dispositivo para ajustar la profundidad de corte para la remoción de cordones de soldadura longitudinales dentro de secciones tales como […]
Un dispositivo para ajustar la profundidad de corte para la remoción de cordones de soldadura dentro de secciones de perfil tales como tubos y similares, del 13 de Febrero de 2019, de FIVES OTO S.P.A: Un dispositivo para ajustar la profundidad de corte para la remoción de cordones de soldadura longitudinales dentro de secciones tales como […]