PROCEDIMIENTO DE SOBREMOLDEO DE CERAMICA Y ELEMENTO COMPUESTO OBTENIDO MEDIANTE DICHO PROCEDIMIENTO.
Órgano de un elemento de dosificación de fluido, de producto pastoso o pulverulento que presenta una superficie exterior substancialmente cilíndrica apropiada para resistir unos gradientes térmicos y/o unas solicitaciones mecánicas que comprende,
dispuestos concéntricamente uno con respecto al otro:
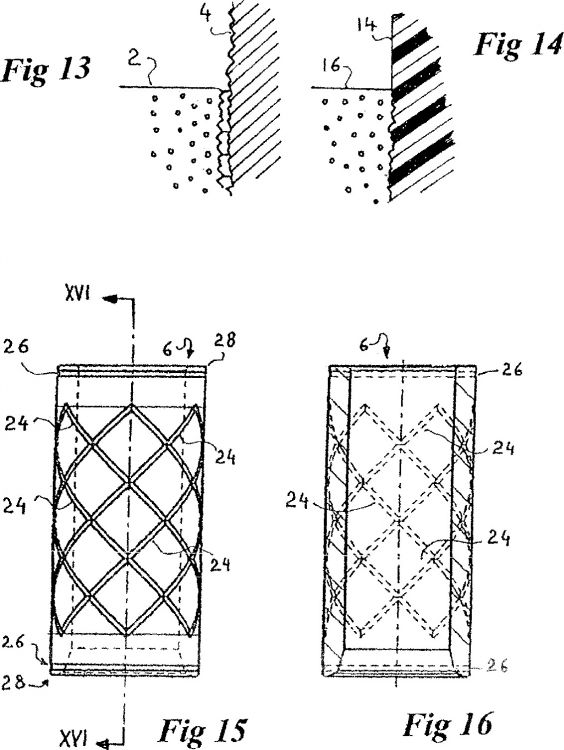
- una parte de material cerámico (6, 16) destinada a entrar en contacto con el fluido, que presenta una superficie exterior sustancialmente cilíndrica,
- un soporte de material polímero (14, 22) sobremoldeado sobre la parte de material cerámico (6, 16), caracterizado porque la parte de material cerámico (6, 16) presenta, sobre su cara lateral externa, por lo menos un relieve (24) que impide cualquier movimiento relativo de esta parte y del soporte y que reparte las tensiones generadas por la diferencia entre los coeficientes de dilatación de los materiales cerámico y polímero, comprendiendo este por lo menos un relieve (24) por lo menos una ranura helicoidal (24) dextrógira y por lo menos una ranura helicoidal (24) levógira que se extienden sobre la superficie de la parte cerámica en contacto con el soporte de material polímero
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07122260.
Solicitante: N.C.A. TECHNOLOGIES.
Nacionalidad solicitante: Bélgica.
Dirección: RUE DU GRAND PEUPLIER 1,7110 STREPY-BRACQUEGNIES.
Inventor/es: RUFFALDI, ALDO, GUILLOTIN,FRANCOIS PH.D.
Fecha de Publicación: .
Fecha Solicitud PCT: 4 de Diciembre de 2007.
Fecha Concesión Europea: 14 de Octubre de 2009.
Clasificación Internacional de Patentes:
- B29C45/14E
- B29C45/14H
- B29C45/14K
- B29C45/14Q
- B32B27/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 27/00 Productos estratificados compuestos esencialmente de resina sintética. › como único componente o componente principal de una capa adyacente a otra capa de una sustancia específica.
Clasificación PCT:
- B29C45/14 B […] › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › incorporando partes o capas preformadas, p. ej. moldeo por inyección alrededor de elementos insertos o sobre objetos a recubrir.
- B32B27/06 B32B 27/00 […] › como único componente o componente principal de una capa adyacente a otra capa de una sustancia específica.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Procedimiento de sobremoldeo de cerámica y elemento compuesto obtenido mediante dicho procedimiento.
Campo de la invención
La presente invención se refiere a un procedimiento que permite fabricar unos elementos cerámicos compuestos especialmente adaptados para la manutención y el acondicionamiento de fluidos o de productos pastosos o pulverulentos, en particular para las industrias alimentaria, farmacéutica y química.
La invención se refiere asimismo a unos elementos realizados mediante dicho procedimiento.
Estado de la técnica
Se conocen las ventajas de los materiales cerámicos de alta tecnicidad: gran dureza, resistencia mecánica, comportamiento al desgaste y a la corrosión elevados, bajo coeficiente de rozamiento, bajo porcentaje de relargado de partículas, pequeña dilatación térmica. También se han realizado enormes progresos en la calidad del moldeo, que permite realizar unas piezas de una precisión y de un estado de superficie igualado. En contrapartida, la cerámica es un material quebradizo y por tanto muy difícil de mecanizar. En consecuencia, la cerámica está frecuentemente asociada a un material de soporte.
El solicitante se ha especializado así en la fabricación de elementos de dosificaciones, tales como unas bombas, especialmente adaptadas para la manutención y el acondicionamiento de fluidos o de productos pastosos en particular para las industrias alimentaria, química y farmacológica. En estos elementos según el estado de la técnica, se asocia corrientemente la cerámica para los elementos de bombas en contacto con los fluidos, los polvos o unos productos pastosos con el acero inoxidable, sirviendo este último para las envolventes que soportan los elementos de solidarización de las bombas con los otros elementos de circuitos (bridas, elementos de rácores, manecillas, etc).
Esta asociación, a pesar de sus ventajas técnicas y tecnológicas, no está desprovista de limitaciones. A pesar de la posibilidad de trabajar con unas tolerancias cada vez más reducidas (del orden del micrómetro), cuando se baja por debajo de una cierta escala resulta en efecto difícil obtener un contacto íntimo entre los dos materiales asociados. Ahora bien, en las industrias mencionadas más arriba es imperativo evitar la formación de intersticios donde podrían alojarse unos depósitos y/o desarrollarse unos microorganismos. Las exigencias de higiene y de pureza tienen un impacto directo sobre las instalaciones de producción, también sometidas a unas reglamentaciones legales obligatorias y en plena evolución.
Se ha buscado por tanto asociar la cerámica con otros materiales, que permiten un contacto más íntimo entre los diferentes componentes, y se ha buscado por otra parte reducir los costes de producción. Se ha buscado en particular asociar la cerámica a unos materiales polímeros.
Se conoce el documento FR-2 683 482 que describe unos recipientes tubulares tales como unos frascos de vidrio o cerámica utilizados en cosmetología, cuyos tapones, provistos de difusores, son solidarizados al gollete por un manguito de material polímero que es sobremoldeado sobre este gollete. El gollete está además provisto de relieves de enganchado axial y antirrotación destinados a asegurar una mejor fijación del manguito sobre el gollete. Estos relieves de enganchado axial y antirrotación del gollete consisten en unos relieves longitudinales (estrías) y en un relieve anular situado debajo de estos relieves longitudinales.
El documento JP-2000/309031 describe un artículo que comprende un cuerpo de cerámica sobre el cual está sobremoldeado un disco polimérico. La superficie del cilindro en contacto con el disco polimérico presenta un vaciado sobre cuyos bordes han sido formadas unas ranuras a fin de aumentar la resistencia general del artículo descrito.
El documento US nº 4.309.937 describe un cilindro maestro compuesto que comprende un núcleo cilíndrico realizado en material metálico o cerámico sobre el cual está sobremoldeada una envolvente de material plástico. La superficie del núcleo cilíndrico en contacto con la envolvente está provista de ranuras anulares destinadas a segurizar la envolvente e impedir cualquier movimiento relativo del núcleo cilíndrico.
Se conoce por otra parte el documento US 2003/0171817 que describe unas prótesis femorales que asocian unas partes de cerámica y unas partes de polietileno. Una prótesis compuesta de este tipo, implantada en el cuerpo humano, sólo sufre solicitaciones mecánicas moderadas y no es nunca sometida a importantes diferencias de temperatura.
Sin embargo, dicha asociación es a priori imprevisible en el caso de elementos de las industrias de acondicionamiento de fluidos, de productos pulverulentos o pastosos. En efecto, uno de los criterios esenciales es que las piezas deben poder ser limpiadas, desinfectadas y esterilizadas, y trabajar por otra parte a unas temperaturas de régimen relativamente bajas para evitar la alteración de los productos a acondicionar. En consecuencia, se considera que estos elementos de dosificación pueden sufrir transiciones de temperatura comprendidas, por ejemplo en el caso de la industria alimentaria, entre -10º y +140ºC, lo que provoca unas tensiones que se pueden calificar de "extremas" para dicha asociación de materiales. En efecto, las cerámicas, a la inversa de los materiales polímeros con los cuales se desea asociarlas, se distinguen por su coeficiente de dilatación muy bajo, garantía de las tolerancias elevadas que se exige de ellas. Además, los materiales polímeros, en particular los termoplásticos, ven sus características mecánicas degradarse en gran manera a temperatura elevada.
Las instalaciones y utillajes utilizados imponen por tanto la utilización de soluciones que resistan las tensiones térmicas y mecánicas impuestas, fiables, flexibles, fáciles de mantenimiento in situ e higiénicas.
La presente invención está definida por las reivindicaciones independientes. Unos modos de realización preferidos están definidos por las reivindicaciones subordinadas.
Sumario de la invención
Un objetivo de la invención es poner en el mercado unos elementos compuestos de acondicionamiento de fluidos de cerámica que resistan grandes diferencias de temperatura, de manera que puedan soportar sin problema las condiciones de limpieza y en particular de esterilización in situ.
Otro objetivo de la invención es que estas piezas compuestas estén desprovistas de intersticios, sin tener necesidad de juntas de estanqueidad.
Otro objetivo de la invención es que estas piezas disfruten de una larga duración de vida.
Otro objetivo de la invención es que estas piezas puedan ser utilizadas en unos procedimientos de fabricación de productos alimenticios, farmacéuticos o químicos.
El objeto de la invención es un órgano de un elemento de dosificación de fluidos y de productos pastosos que presenta una interfaz sustancialmente cilíndrica apropiada para resistir unos choques térmicos y/o unas solicitaciones mecánicas. Este órgano comprende, dispuestos concéntricamente uno con respecto al otro:
- - una parte de material cerámico destinada a entrar en contacto con el fluido que presenta una superficie exterior sustancialmente cilíndrica,
- - un soporte de material polímero sobremoldeado sobre la parte de material cerámico.
La parte de material cerámico presenta, sobre su cara lateral externa, por lo menos un relieve que comprende por lo menos una ranura helicoidal dextrógira y por lo menos una ranura helicoidal levógira que impiden cualquier movimiento relativo de esta parte y del soporte. Este o estos relieves reparten las tensiones creadas por la diferencia entre los coeficientes de dilatación de los materiales cerámico y polímero tanto en régimen como durante las etapas de limpieza. Se observará que, según el modo de realización, el material polímero puede eventualmente entrar en contacto con el producto transportado y que debe por tanto responder tanto a unos criterios de resistencia como de higiene.
Según un primer modo de realización ventajoso, la parte de material cerámico es una pieza hembra en forma de un manguito, formando el soporte de material polímero una envolvente sobremoldeada sobre la cara lateral exterior de este manguito de cerámica. Este órgano es, por ejemplo, un cuerpo de bomba o una inserción.
Según otro modo de realización ventajoso, la parte de material cerámico...
Reivindicaciones:
1. Órgano de un elemento de dosificación de fluido, de producto pastoso o pulverulento que presenta una superficie exterior substancialmente cilíndrica apropiada para resistir unos gradientes térmicos y/o unas solicitaciones mecánicas que comprende, dispuestos concéntricamente uno con respecto al otro:
- - una parte de material cerámico (6, 16) destinada a entrar en contacto con el fluido, que presenta una superficie exterior sustancialmente cilíndrica,
- - un soporte de material polímero (14, 22) sobremoldeado sobre la parte de material cerámico (6, 16),
caracterizado porque la parte de material cerámico (6, 16) presenta, sobre su cara lateral externa, por lo menos un relieve (24) que impide cualquier movimiento relativo de esta parte y del soporte y que reparte las tensiones generadas por la diferencia entre los coeficientes de dilatación de los materiales cerámico y polímero, comprendiendo este por lo menos un relieve (24) por lo menos una ranura helicoidal (24) dextrógira y por lo menos una ranura helicoidal (24) levógira que se extienden sobre la superficie de la parte cerámica en contacto con el soporte de material polímero.
2. Órgano según la reivindicación 1, caracterizado porque la parte de material cerámico (6, 16) es una pieza hembra (6) en forma de manguito, formando el soporte de material polímero una envolvente (14) sobremoldeada sobre la cara lateral exterior de este manguito (6) de cerámica.
3. Órgano según la reivindicación 2, caracterizado porque este órgano es un cuerpo de bomba o una inserción.
4. Órgano según la reivindicación 1, caracterizado porque la parte de material cerámico (6, 16) es una pieza cilíndrica macho (16), formando el soporte de material polímero una envolvente (22) que recubre uno de los extremos de la cara lateral exterior de esta pieza cilíndrica (16).
5. Órgano según la reivindicación 4, caracterizado porque este órgano es un pistón.
6. Órgano según cualquiera de las reivindicaciones anteriores, caracterizado porque comprende además por lo menos una ranura periférica (26) dispuesta cerca de por lo menos uno de los extremos de las superficie de la parte de cerámica en contacto con el soporte de material polímero.
7. Órgano según cualquiera de las reivindicaciones anteriores, caracterizado porque el por lo menos un relieve (24) está formado por mecanizado, con extracción de material.
8. Órgano según cualquiera de las reivindicaciones anteriores, caracterizado porque el por lo menos un relieve (24) tiene una profundidad comprendida entre 0,25 y 0,40 mm.
9. Órgano según cualquiera de las reivindicaciones anteriores, caracterizado porque el material cerámico se selecciona de entre el grupo [alúmina, circonio, nitruro de silicio, y sus compuestos].
10. Órgano según cualquiera de las reivindicaciones anteriores, caracterizado porque el polímero del soporte se selecciona de entre el grupo [PPS, PPSU, PSU, PEEK, PEI, PES, PVDF].
11. Órgano según cualquiera de las reivindicaciones anteriores, caracterizado porque un extremo por lo menos de la parte de cerámica (6, 16) en contacto con el soporte de material polímero está achaflanado.
12. Procedimiento de fabricación de un órgano de un elemento de dosificación de fluido compuesto que presenta una interfaz sustancialmente cilíndrica apropiada para resistir unas diferencias de temperatura y/o unas solicitaciones mecánicas, caracterizado porque comprende las operaciones siguientes:
- preparar una mezcla de composición adecuada para la obtención después de cocción de un material cerámico adaptado para el mecanizado;
- preparar una probeta que presenta una superficie exterior sustancialmente cilíndrica por moldeo o extrusión de esta mezcla;
- precocer esta probeta a baja temperatura;
- desbastar esta probeta;
- realizar por lo menos un relieve (24) que comprende por lo menos una ranura helicoidal dextrógira (24) y por lo menos una ranura helicoidal levógira (24) sobre la superficie lateral de esta pieza cerámica;
- sinterizar a alta temperatura esta probeta, de manera que se obtenga una pieza cerámica (6, 16) de dimensiones adecuadas;
- precalentar esta pieza cerámica a una temperatura compatible con el contacto con un material polímero;
- colocar esta pieza cerámica en un molde de sobremoldeo precalentado;
- inyectar el molde de sobremoldeo un material polímero;
- enfriar y extraer la pieza compuesta obtenida fuera del molde de sobremoldeo; y
- repartir mediante el por lo menos un relieve (24) las tensiones susceptibles de producirse en la interfaz de la pieza compuesta cuando ésta es sometida a un choque térmico.
13. Procedimiento de fabricación según la reivindicación 12, caracterizado porque la realización de relieves sobre la superficie lateral del elemento cerámico se realiza por mecanizado en el momento del desbastado de la probeta, después de la precocción a baja temperatura.
14. Procedimiento de fabricación según una de las reivindicaciones 12 ó 13, caracterizado porque comprende además la operación siguiente:
- recocido de la pieza compuesta obtenida por sobremoldeo.
15. Procedimiento de fabricación según una de las reivindicaciones 12 a 14, caracterizado porque los relieves son preformados cuando tiene lugar el moldeo y/o mecanizados después de sinterización a alta temperatura.
Patentes similares o relacionadas:
Capas de barrera sobre membranas de impermeabilización, del 22 de Julio de 2020, de SIKA TECHNOLOGY AG: Membrana de impermeabilización que comprende a) una membrana de poliolefina termoplástica que comprende al menos un polímero seleccionado de homopolímero […]
Película compuesta y producto textil que comprende la misma, del 8 de Julio de 2020, de YIE-CHENG TEXTILE TECHNOLOGY CO., LTD: Una película compuesta , que comprende: una capa de película de politetrafluoroetileno ; y una capa elástica de poliuretano unida a la capa de película de […]
ENVASE BIODEGRADABLE, SU PROCEDIMIENTO DE OBTENCIÓN Y SU USO PARA CONTACTO, TRANSPORTE Y/O ALMACENAJE DE PRODUCTOS PERECEDEROS, del 30 de Junio de 2020, de NASTEPUR, S.L: Envase biodegradable, su procedimiento de obtención y su uso para contacto, transporte y/o almacenaje de productos perecederos. La presente invención se refiere […]
Un procedimiento y un aparato para desmontar un módulo de visualización unido mediante un adhesivo líquido ópticamente transparente, del 24 de Junio de 2020, de HENKEL AG & CO. KGAA: Un procedimiento para desmontar un componente de un conjunto electrónico, que comprende las etapas siguientes: (a) proporcionar un aparato para generar radiación […]
 Un método y aparato para producir un laminado de película para un material de envasado laminado, del 24 de Junio de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un método para proporcionar un laminado de película que comprende un sustrato y una película de polímero , siendo el laminado de película adecuado […]
Un método y aparato para producir un laminado de película para un material de envasado laminado, del 24 de Junio de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un método para proporcionar un laminado de película que comprende un sustrato y una película de polímero , siendo el laminado de película adecuado […]
Película laminada que comprende copolímero de etileno, del 3 de Junio de 2020, de BOREALIS AG: Una composicion de polimero para una capa de pelicula, que comprende (A) 10 a 50 % en peso de un copolimero de etileno con unidades que […]
Manguera de revestimiento para el saneamiento de sistemas de tubería de conducción de fluidos, del 3 de Junio de 2020, de RelineEurope AG: Uso de al menos una lámina interior tubular sin costuras en una manguera de revestimiento con al menos una capa curable aplicada directa o indirectamente […]
Película multicapa que incluye capa de barrera al olor que tiene propiedades de amortiguación de sonido, del 13 de Mayo de 2020, de HOLLISTER INCORPORATED: Una película multicapa que comprende una capa de barrera al olor que tiene propiedades de amortiguación de sonido, donde la capa de barrera al […]