PROCEDIMIENTO Y DISPOSITIVO PARA PRODUCIR UNA HOJA DE VIDRIO AISLANTE.
Procedimiento para producir una hoja de vidrio aislante con como mínimo dos hojas de vidrio,
que incluye los siguientes pasos:
- retirada de una banda elastoplástica (1) de un carrete de alimentación (2),
- apriete de la banda (1) con una de sus superficies laterales contra la primera hoja de vidrio (40) como elemento distanciador periférico cercano al borde,
- colocación y apriete de la segunda hoja de vidrio, caracterizado porque
- la banda elastoplástica (1) tiene una anchura menor que la anchura nominal en una parte de su espesor;
- las superficies parciales en forma de franja (1.1) de las superficies laterales de la banda (1) se revisten en la zona de su anchura nominal con una franja de un pegamento muy adherente (50);
- las superficies parciales en forma de franja (1.2) más hundidas que quedan de las superficies laterales de la banda (1) se revisten con otro pegamento (60), que es estanco a la difusión de vapor de agua, antes de apretarlas contra la primera hoja de vidrio (40); y
- la cantidad del pegamento (60) aplicada sobre la banda (1) se regula en función de la velocidad de transporte de la banda
Tipo: Resumen de patente/invención. Número de Solicitud: W05002050IB.
Solicitante: LISEC, PETER.
Nacionalidad solicitante: Austria.
Dirección: BAHNHOFSTRASSE 34,3363 AMSTETTEN-HAUSMENING.
Inventor/es: LISEC, PETER.
Fecha de Publicación: .
Fecha Concesión Europea: 12 de Agosto de 2009.
Clasificación Internacional de Patentes:
- E06B3/673C2
Clasificación PCT:
- E06B3/663 CONSTRUCCIONES FIJAS. › E06 PUERTAS, VENTANAS, POSTIGOS O CORTINAS METALICAS ENROLLABLES, EN GENERAL; ESCALERAS. › E06B CIERRES FIJOS O MOVILES PARA LA ABERTURA DE LOS EDIFICIOS, VEHICULOS, EMPALIZADAS O CERCADOS SIMILARES EN GENERAL, p. ej. PUERTAS, VENTANAS, CORTINAS, PORTICOS (persianas de cierre o similares A01G 9/22; cortinas A47H; capós o tapas para vehículos B62D 25/10; claraboyas, lumbreras E04B 7/18; sombrillas, toldos E04F 10/00). › E06B 3/00 Bastidores móviles de ventanas, batientes de puertas o elementos similares para cerrar huecos; Colocación de cierres fijos o móviles, p. ej. ventanas; Características de bastidores fijos, relativas al montaje de bastidores en los batientes (E06B 5/00 tiene prioridad; contraventanas o piezas análogas E06B 9/00; cristales C03; unión de hojas de vidrio por fusión C03B 23/203; unión vidrio a vidrio por procedimientos distintos a la fusión o unión de vidrios a otros materiales inorgánicos C03C 27/00). › Elementos para espaciar los cristales.
- E06B3/673 E06B 3/00 […] › Ensamblaje de unidades (E06B 3/677 tiene prioridad).
Clasificación antigua:
- E06B36/63
- E06B36/73
Fragmento de la descripción:
Procedimiento y dispositivo para producir una hoja de vidrio aislante.
La invención se refiere a un dispositivo y un procedimiento para producir hojas de vidrio aislante con como mínimo dos placas de vidrio entre las que está dispuesta una banda elastoplástica como elemento distanciador.
Normalmente, los elementos distanciadores entre una unidad de vidrio aislante que incluye dos o más hojas de vidrio consisten en perfiles huecos de aluminio o acero.
El documento US-A-3 399 294, da a conocer una hoja de vidrio aislante calentada, cuyo elemento distanciador está formado por perfiles huecos de aluminio o plástico y presenta una sección transversal rectangular (ligeramente) escalonada. Las superficies laterales en forma de franja, previstas para apoyarlas en la primera y la segunda placa de vidrio, están provistas en cada caso de una cinta adhesiva transparente para la fijación provisional del elemento distanciador. La superficie del marco distanciador orientada hacia afuera está al mismo nivel que los bordes exteriores de las placas de vidrio. Éstos y los intersticios que quedan entre el marco distanciador y la placa de vidrio correspondiente se revisten o inyectan uniformemente con un adhesivo de tiocol para lograr una obturación estanca a la difusión.
El documento DE-A-30 02 904, ya ha dado a conocer también un elemento distanciador en forma de una banda con sección transversal rectangular, frecuentemente denominado "Swiggle-Strip", que está provisto de láminas protectoras, que procede de un tambor o carrete de alimentación y que se coloca sobre la hoja de vidrio mediante un dispositivo equipado con una cabeza giratoria. Este elemento distanciador en forma de banda basado en caucho butílico es viscoplástico y muy adherente (lo que es deseable para lograr una unión estanca al gas en primer lugar con la primera hoja de vidrio y posteriormente con la segunda hoja de vidrio de la unidad de vidrio aislante), pero tiene una viscosidad que depende en gran medida de la temperatura.
Recientemente se han desarrollado bandas distanciadoras elastoplásticas considerablemente menos sensibles a la temperatura basadas en poliuretano o materiales similares que también tienen sección transversal rectangular, que presentan una forma y unas dimensiones más estables que la denominada "Swiggle-Strip", que tienen un forro de lámina de aluminio en la futura cara exterior y que, en los dos lados estrechos previstos para pegar la banda con las hojas de vidrio, están provistas desde fábrica de un revestimiento de un pegamento muy adherente cubierto con láminas protectoras hasta el momento de la aplicación. El documento DE-A-102 12 359, da a conocer un procedimiento y un dispositivo para aplicar una banda de este tipo como mínimo sobre la primera placa de vidrio de una unidad de vidrio aislante consistente en como mínimo dos de estas placas de vidrio.
Sin embargo, se ha comprobado que el pegamento aplicado en los dos lados estrechos de la banda no es estanco a la difusión de vapor de agua. Probablemente se trata de una laca adhesiva de polimerización rápida basada en metacrilatos. Por ello, después del montaje de la hoja de vidrio aislante, hasta ahora la junta marginal que queda se ha rellenado con una masa de obturación que asegura la estanqueidad a la difusión de vapor de agua forzosamente necesaria, ya que, de lo contrario, con el paso del tiempo penetra vapor de agua en el espacio interior cerrado de la hoja de vidrio aislante e inevitablemente esto conduce a la formación de agua de condensación y hace que la hoja sea inservible. Sin embargo, las masas de relleno de juntas marginales adecuadas son caras y se requieren grandes cantidades de las mismas a causa de la magnitud considerable de la sección transversal de la junta marginal.
En la solicitud de patente alemana no publicada previamente nº 103 50 312.9, se describe un procedimiento ventajoso en comparación con el anterior, en el que se utiliza la misma banda elastoplástica, pero ésta no está revestida por los dos lados estrechos con el pegamento arriba mencionado. Poco antes de colocar la banda sobre la placa de vidrio, sobre los lados estrechos de la misma se aplica un pegamento estanco a la difusión de vapor de agua, preferentemente un pegamento butílico. Sin embargo se ha comprobado que, a diferencia de lo que ocurre en el caso de los marcos distanciadores rígidos con superficies laterales revestidas con butilo, conocidos desde hace mucho tiempo y usuales en general, en este caso puede ocurrir que, debido a las fuerzas de adhesión limitadas del pegamento butílico, sobre todo en caso de bandas anchas en relación con su espesor y/o en caso de formatos de hoja grandes y bandas correspondientemente largas, la banda aplicada sobre la primera placa de vidrio varíe de posición antes de colocar la segunda placa de vidrio y/o al prensar las dos placas de vidrio para formar la unidad de vidrio aislante, es decir, que se desplace ligeramente de su posición nominal. Esto puede perjudicar visualmente a la unidad de vidrio aislante acabada debido a un aspecto "ondulado" del elemento distanciador y/o a una configuración en un ángulo no exactamente recto de las esquinas del elemento distanciador. Sin embargo, fundamentalmente por motivo de un mejor aislamiento térmico en relación con los elementos distanciadores metálicos, existe el empeño de utilizar bandas de plástico adecuadas en lugar de estos últimos.
La invención tiene por objetivo mejorar este último procedimiento y crear un dispositivo adecuado principalmente para la realización del procedimiento mejorado.
En lo que respecta al procedimiento, dicho objetivo se logra mediante los pasos indicados en la reivindicación 1 ó 2.
Por lo tanto, a diferencia del estado actual de la técnica, se parte de una banda elastoplástica que no presenta una sección transversal rectangular normal, sino una sección transversal rectangular (ligeramente) escalonada o también una sección transversal trapecial. Por ello, cada una de las dos superficies laterales consiste en dos superficies parciales en forma de franja, de las cuales la superficie parcial correspondiente a la mayor anchura de la banda se reviste, preferentemente ya en fábrica, con el pegamento muy adherente con un espesor de capa por lo general claramente inferior a 1/10 mm, mientras que la otra superficie parcial en forma de franja, desplazada hacia atrás o más hundida con respecto a la primera, no tiene pegamento en el estado de suministro de la banda. Poco antes de colocar la banda, sobre las superficies parciales en forma de franja más hundidas de las dos superficies laterales se aplica un segundo pegamento que asegura la estanqueidad necesaria a la difusión de vapor de agua. Normalmente, esta capa de pegamento tiene un espesor de unas décimas de milímetro. La banda es más estrecha en este espesor de capa en el área de las superficies parciales de los dos lados, de modo que la aplicación del segundo pegamento compensa como mínimo aproximadamente el escalón entre las dos superficies parciales. Al aplicar la banda sobre la hoja de vidrio, el pegamento muy adherente a modo de película asegura la adhesión de la banda sobre la primera hoja de vidrio exactamente en su posición predeterminada y de forma que no se puede desplazar, y el segundo pegamento produce la unión de la banda o el elemento distanciador con la hoja de vidrio de forma estanca a la difusión. Lo mismo es aplicable para la colocación de la segunda hoja de vidrio y el prensado de la unidad. A continuación, la junta marginal que queda se rellena como hasta ahora con una masa de obturación. Sin embargo, ésta no ha de ser estanca a la difusión de vapor de agua y, en consecuencia, puede ser más económica que las masas de obturación requeridas hasta a la fecha.
Como pegamento se utiliza preferentemente un pegamento butílico como el que ya ha demostrado su eficacia para el revestimiento de las superficies laterales de los marcos distanciadores de perfiles huecos metálicos arriba mencionados.
En el procedimiento según la invención, la banda se coloca sobre la primera hoja de vidrio y se aprieta contra ésta mediante una estación de aplicación automática.
La cantidad de pegamento aplicada sobre la banda se regula convenientemente en función de la velocidad de transporte de la banda de tal modo que se obtenga un espesor de capa de pegamento lo más constante posible. Esto se logra haciendo que la cantidad de pegamento utilizada por unidad de tiempo para la aplicación se mantenga proporcional a la velocidad de transporte de la banda, es decir, en particular que adquiera un valor cero en caso de parada de la banda.
Idealmente,...
Reivindicaciones:
1. Procedimiento para producir una hoja de vidrio aislante con como mínimo dos hojas de vidrio, que incluye los siguientes pasos:
- - retirada de una banda elastoplástica (1) de un carrete de alimentación (2),
- - apriete de la banda (1) con una de sus superficies laterales contra la primera hoja de vidrio (40) como elemento distanciador periférico cercano al borde,
- - colocación y apriete de la segunda hoja de vidrio,
caracterizado porque
- - la banda elastoplástica (1) tiene una anchura menor que la anchura nominal en una parte de su espesor;
- - las superficies parciales en forma de franja (1.1) de las superficies laterales de la banda (1) se revisten en la zona de su anchura nominal con una franja de un pegamento muy adherente (50);
- - las superficies parciales en forma de franja (1.2) más hundidas que quedan de las superficies laterales de la banda (1) se revisten con otro pegamento (60), que es estanco a la difusión de vapor de agua, antes de apretarlas contra la primera hoja de vidrio (40); y
- - la cantidad del pegamento (60) aplicada sobre la banda (1) se regula en función de la velocidad de transporte de la banda.
2. Procedimiento para producir una hoja de vidrio aislante con como mínimo dos hojas de vidrio, que incluye los siguientes pasos:
- - retirada de una banda elastoplástica (1) de un carrete de alimentación (2),
- - apriete de la banda (1) con una de sus superficies laterales contra la primera hoja de vidrio (40) como elemento distanciador periférico cercano al borde,
- - colocación y apriete de la segunda hoja de vidrio,
caracterizado porque
- - la banda elastoplástica (1) tiene una anchura menor que la anchura nominal en una parte de su espesor;
- - las superficies parciales en forma de franja (1.1) de las superficies laterales de la banda (1) se revisten en la zona de su anchura nominal con una franja de un pegamento muy adherente (50);
- - las superficies parciales en forma de franja (1.2) más hundidas que quedan de las superficies laterales de la banda (1) se revisten con otro pegamento (60), que es estanco a la difusión de vapor de agua, antes de apretarlas contra la primera hoja de vidrio (40); y
- - el espesor del revestimiento con el pegamento adicional (60) se mantiene aproximadamente constante independientemente de la velocidad de transporte de la banda.
3. Procedimiento según la reivindicación 2, caracterizado porque se mide el valor REAL del espesor del revestimiento con el pegamento adicional (60) y la diferencia con respecto a un valor NOMINAL predeterminado se utiliza como señal de error para mantener constante el espesor del revestimiento.
4. Procedimiento según la reivindicación 2 ó 3, caracterizado porque la cantidad de pegamento adicional (60) aplicada sobre la banda (1) se regula en función de la velocidad de transporte de la banda.
5. Procedimiento según una de las reivindicaciones 1 a 4, caracterizado porque como pegamento adicional se utiliza un pegamento butílico (60).
6. Procedimiento según una de las reivindicaciones 1 a 5, caracterizado porque la banda (1) se coloca sobre la primera hoja de vidrio (40) y se aprieta contra la misma mediante una estación de aplicación automática.
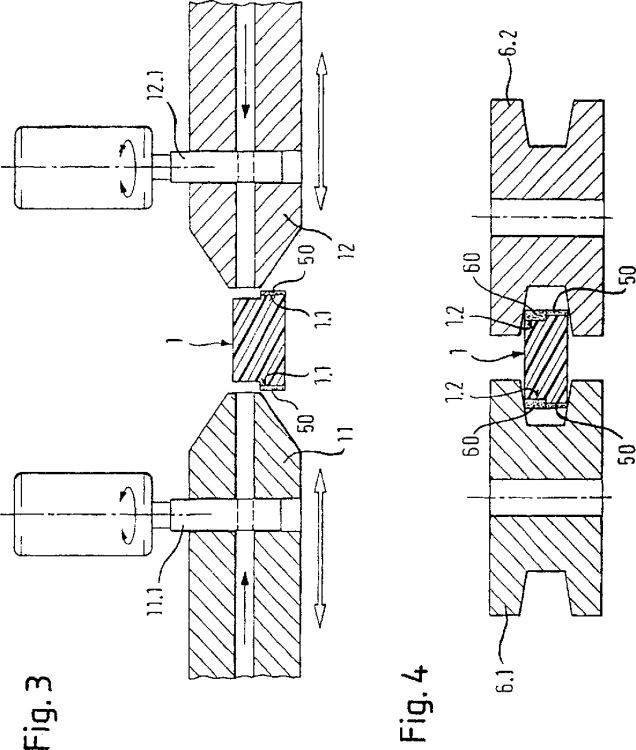
7. Dispositivo para aplicar una banda elastoplástica (1) con superficies laterales escalonadas, cuyas superficies parciales más altas están revestidas con un pegamento muy adherente (50) y cubiertas con láminas protectoras, como elemento distanciador en la producción de hojas de vidrio aislante, con un carrete de alimentación (2) para la banda, varios rodillos de guía de banda accionados (4, 6, 7, 8) y una cabeza de apriete (20) para la banda que se puede mover en relación con una primera hoja de vidrio (40), en particular para la realización del procedimiento según una de las reivindicaciones 1 a 6, caracterizado porque entre el carrete de alimentación (2) y la cabeza de apriete (20) están dispuestos dispositivos sucesivos para desprender la lámina protectora y boquillas (11, 12) opuestas entre sí para revestir las superficies parciales (1.1, 1.2) más hundidas de las superficies laterales de la banda (1) con un pegamento adicional (60), y las boquillas de revestimiento (11, 12) tienen medios asociados (11.1, 12.1) para controlar el caudal de pegamento en función de la velocidad de transporte de la banda.
8. Dispositivo según la reivindicación 7, caracterizado porque las boquillas de revestimiento (11, 12) son boquillas de ranura.
9. Dispositivo según la reivindicación 8, caracterizado porque la anchura de la ranura de las boquillas de revestimiento (11, 12) es menor que la anchura de las superficies parciales más hundidas (1.2) de las superficies laterales de la banda (1).
10. Dispositivo par aplicar una banda elastoplástica (1) con superficies laterales escalonadas, cuyas superficies parciales más altas están revestidas con un pegamento muy adherente (50) y cubiertas con láminas protectoras, como elemento distanciador en la producción de hojas de vidrio aislante, con un carrete de alimentación (2) para la banda, varios rodillos de guía de banda accionados (4, 6, 7, 8) y una cabeza de apriete (20) para la banda que se puede mover en relación con una primera hoja de vidrio (40), en particular para la realización del procedimiento según una de las reivindicaciones 1 a 6, caracterizado porque entre el carrete de alimentación (2) y la cabeza de apriete (20) están dispuestos dispositivos sucesivos para desprender la lámina protectora y boquillas (11, 12) opuestas entre sí para revestir las superficies parciales (1.1, 1.2) más hundidas de las superficies laterales de la banda (1) con un pegamento adicional (60), y porque detrás de las boquillas de revestimiento (11, 12) (con respecto al sentido de transporte de la banda) está dispuesto un dispositivo para medir el espesor del revestimiento con el pegamento adicional (60), que regula el paso de pegamento a través de las boquillas de revestimiento.
11. Dispositivo según una de las reivindicaciones 7 a 10, caracterizado porque delante de las boquillas de revestimiento (11, 12) (con respecto al sentido de transporte de la banda) está dispuesto como mínimo un primer par de rodillos para el guiado lateral de la banda (1).
12. Dispositivo según una de las reivindicaciones 7 a 11, caracterizado porque delante de las boquillas de revestimiento (con respecto al sentido de transporte de la banda) está dispuesta una guía de altura (4) para la banda (1).
13. Dispositivo según una de las reivindicaciones 7 a 12, caracterizado porque detrás de las boquillas de revestimiento (11, 12) (con respecto al sentido de transporte de la banda) están dispuestos pares de rodillos (6, 7) para el guiado lateral de la banda, cuyos rodillos (6.1, 6.2) sólo entran en contacto con la banda (1) por los cantos de las superficies laterales de la misma.
Patentes similares o relacionadas:
 HERRAMIENTA DE APLICACIÓN MANUAL PARA LA COLOCACIÓN DE UNA TIRA SEPARADORA SELLANTE SOBRE VIDRIO O UN MATERIAL SIMILAR, del 11 de Enero de 2011, de AGC FLAT GLASS NORTH AMERICA, INC: Un aparato para la colocación de una tira separadora sellante a lo largo de una lámina de vidrio compuesto por: un asa que tiene unos extremos primero […]
HERRAMIENTA DE APLICACIÓN MANUAL PARA LA COLOCACIÓN DE UNA TIRA SEPARADORA SELLANTE SOBRE VIDRIO O UN MATERIAL SIMILAR, del 11 de Enero de 2011, de AGC FLAT GLASS NORTH AMERICA, INC: Un aparato para la colocación de una tira separadora sellante a lo largo de una lámina de vidrio compuesto por: un asa que tiene unos extremos primero […]
Unidad modular de panel de vidrio, del 1 de Julio de 2020, de TILSE Industrie- und Schiffstechnik GmbH: Unidad modular de panel de vidrio para su uso en una embarcación con al menos dos cristales de seguridad , en la que puede estar […]
Unidad de vacuum insulated glass (vidrio aislante al vacío - VIG) que incluye pilares de nanocompuesto y/o métodos de fabricación de la misma, del 17 de Junio de 2020, de Guardian Glass, LLC: Una unidad de vacuum insulated glass (vidrio aislante al vacío - VIG), que comprende: un primer y segundo sustrato de vidrio sustancialmente […]
Armazones para la fabricación de puertas y ventanas de gran superficie, del 18 de Marzo de 2020, de BBG S.A: Armazones para la fabricación de puertas o ventanas, que comprenden: a) por lo menos, un armazón periférico fijo que comprende un armazón rígido de aluminio […]
Puerta de mueble de recinto refrigerado, del 12 de Febrero de 2020, de AGC GLASS EUROPE: Puerta de mueble de recinto refrigerado que comprende: a. al menos un acristalamiento múltiple aislante que consiste en al menos […]
Unidad de panel de vidrio y ventana de vidrio, del 1 de Enero de 2020, de Panasonic Intellectual Property Management Co., Ltd: Una unidad de panel de vidrio que comprende: un primer panel (T1) que incluye al menos una primera placa de vidrio; un segundo […]
Procedimiento de producción de dos o más paneles de vidrio al vacío, del 1 de Enero de 2020, de Panasonic Intellectual Property Management Co., Ltd: Un procedimiento de producción de dos o más paneles de vidrio al vacío, comprendiendo el procedimiento: retirar, de un primer cuerpo de vidrio que incluye […]
Sistema de acristalamiento aislado y método de montaje de tal sistema de acristalamiento aislado, del 25 de Diciembre de 2019, de Finglas S.r.l: Un sistema de acristalamiento aislado que comprende: - un primer panel de vidrio, - un segundo panel de vidrio, - un elemento espaciador […]