PROCEDIMIENTO Y DISPOSITIVO PARA PRODUCIR UN MATERIAL EN BANDA PERFORADO.
Procedimiento para producir un material en banda perforado, en el que dicho material en banda (N) se alimenta a través de una línea de contacto (11) entre un primer rodillo (7) y un segundo rodillo (9) que giran en direcciones opuestas y presionan el uno contra el otro,
estando provisto el primer rodillo (7) con unas protuberancias (7P) para la perforación, caracterizado porque el material en banda se precalienta con anterioridad a su alimentación en dicha línea de contacto, y la banda se alimenta en la línea de contacto en una condición precalentada a una temperatura superior a la temperatura ambiente
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IT2003/000198.
Solicitante: PANTEX INTERNATIONAL S.P.A.
Nacionalidad solicitante: Italia.
Dirección: VIA MICHELANGELO, 18 65100 PESCARA (PE) ITALIA.
Inventor/es: GIACOMETTI, CLAUDIO.
Fecha de Publicación: .
Fecha Solicitud PCT: 2 de Abril de 2003.
Fecha Concesión Europea: 18 de Agosto de 2010.
Clasificación Internacional de Patentes:
- B26D7/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B26 HERRAMIENTAS MANUALES DE CORTE; CORTE; SEPARACION. › B26D CORTE; DETALLES COMUNES A LAS MAQUINAS DE PERFORACION, PUNZONADO, CORTE, O CORTE CON SACABOCADOS (disgregación por medio de cuchillos u otros elementos cortantes o desgarrantes que transforman el material en fragmentos B02C 18/00; corte mediante chorros de fluidos abrasivos B24C 5/02; herramientas manuales de corte B26B). › B26D 7/00 Partes constitutivas de aparatos de corte, recorte, punzonado, perforado o separación por procedimiento distinto al corte. › por calentamiento (corte con elementos calientes B26F 3/08).
- B26F1/24 B26 […] › B26F PERFORACION; CORTE CON SACABOCADOS; RECORTE; PUNZONADO; SEPARACION POR MEDIOS DISTINTOS AL CORTE (trazado, perforación o fabricación de ojales A41H 25/00; fabricación de calzado A43D; cirugía A61B; recorte del metal B21D; perforado de metales B23B; corte del metal por calentamiento localizado, p. ej. corte con soplete, B23K; corte mediante chorros de fluidos abrasivos B24C 5/02; detalles comunes a las máquinas de separar B26D; perforado de la madera B27C; perforado de la piedra B28D; trabajo de materias plásticas o de sustancias en estado plástico B29; fabricación de cajas, cajas de cartón, envolturas o bolsas, de papel o material trabajado de forma análoga, p. ej. de hojas metálicas, B31B; del vidrio C03B; del cuero C14B; de materiales textiles D06H; de guías de luz G02B 6/25; de billetes G07B). › B26F 1/00 Perforación; Corte con sacabocados; Recorte; Punzonado; Aparatos a estos efectos (perforación por rayo láser B23K 26/00; sometiendo las herramientas de trabajar con muela o los productos abrasivos a vibraciones, p. ej. muelas en frecuencia ultrasonora B24B 1/04; perforación por chorro abrasivo B24C; fichas o cintas perforadas para fines estadísticos o de registro G06K 1/00). › Perforación por medio de agujas o alfileres.
- D04H13/00B3B
- D04H13/00B5
Clasificación PCT:
- B26F1/20 B26F 1/00 […] › con herramientas soportadas por un tambor rotativo o un soporte similar (B26F 1/22 tiene prioridad).
- D04H13/00 TEXTILES; PAPEL. › D04 TRENZADO; FABRICACION DEL ENCAJE; TRICOTADO; PASAMANERIA; NO TEJIDOS. › D04H FABRICACION DE TEJIDOS TEXTILES, p. ej. A PARTIR DE FIBRAS O MATERIALES FILAMENTOSOS (tejido D03; tricotado D04B; trenzado D04C; fabricación de redes D04G; costura D05B; implantación de pelos o mechones por picado D05C; terminación de los "no tejidos" D06 ); ARTICULOS FABRICADOS CON AYUDA DE ESTOS PROCEDIMIENTOS O APARELLAJE, p. ej. FIELTROS, NO TEJIDOS; GUATA; NAPA (telas no tejidas que tienen una capa intermedia o externa de género diferente, p. ej. una tela tejida, B32B). › Otros no tejidos.
- D06C15/02 D […] › D06 TRATAMIENTO DE TEXTILES O SIMILARES; LAVANDERIA; MATERIALES FLEXIBLES NO PREVISTOS EN OTRO LUGAR. › D06C ACABADO, APRESTO, RAMEADO O ESTIRADO DE TEJIDOS TEXTILES. › D06C 15/00 Calandrado, prensado, planchado, lustrado o abrillantado de productos textiles (para la producción de motivos o de dibujos D06C 23/00). › entre rodillos de calandria o de prensa que cooperan.
Clasificación antigua:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
CAMPO TÉCNICO
La presente invención se refiere a un procedimiento y a un dispositivo para la perforación de un material en banda, para producir un producto semiacabado destinado, por ejemplo, a fabricar pañales infantiles, compresas higiénicas, compresas para incontinencia urinaria, filtros o productos similares en los que deba estar prevista una capa
o banda permeable que permita el paso de un fluido a través de una pluralidad de perforaciones.
ESTADO DE LA TÉCNICA
En la producción de productos absorbentes para la higiene personal, tales como compresas higiénicas, pañales infantiles, compresas para incontinencia urinaria, o similares, se utilizan hojas o capas de material en banda perforado para constituir la capa superior del producto, destinada a entrar en contacto con la piel del usuario. Esta capa, se conoce comúnmente como “capa superior”. En algunos casos, dicha capa superior está constituida por una película de plástico perforada. En otros casos, está formada por una tela no tejida perforada. También se pueden utilizar para esta función unos productos combinados constituidos por varias telas no tejidas, varias películas o incluso capas de distintos tipos, como películas y telas no tejidas o películas y bandas de fibras sin consolidar, unidas entre sí mediante varias técnicas.
El documento EP-A-0 598 970 describe un procedimiento y un sistema para producir un material en banda perforado, en particular una película, pero también una tela no tejida. De acuerdo con este procedimiento, el material en banda se alimenta a una calandra que comprende dos rodillos en contrarrotación que definen una línea de contacto a través de la cual se alimenta el material que se va a perforar. Uno de los dos rodillos presenta protuberancias y el otro es sustancialmente liso y, si resulta necesario, puede presentar una superficie cilíndrica flexible elásticamente, o puede estar realizado en un material duro, como el acero o similares, de forma análoga al rodillo que presenta protuberancias. El material en banda se perfora mediante el efecto combinado de la presión entre los dos rodillos, la temperatura a la que se calientan y la diferencia en la velocidad periférica entre los dos rodillos. El rodillo que presenta protuberancias es más rápido que el rodillo liso y esto provoca un efecto de deformación y rasgado del material en banda en las protuberancias.
El documento DE-A-2 614 160 describe un procedimiento de perforación diferente, una vez más utilizando un rodillo liso y un rodillo con protuberancias. Este procedimiento se describe haciendo referencia específica a la perforación de telas no tejidas.
Otros dispositivos y procedimientos para perforar materiales en banda, realizados en película de plástico o en tela no tejida, se describen en los documentos US-A-3.085.608, GB-B-484 929, GB-A-1.270.777, EP-A-502 273, US-A-3.509.007; US-A-3.292.619.
OBJETIVOS Y SUMARIO DE LA INVENCIÓN
A partir de la técnica anterior mencionada brevemente con anterioridad, el objetivo de la presente invención es proporcionar un procedimiento particularmente eficiente para producir un material en banda perforado concebido para realizar artículos absorbentes para la higiene personal o de otro tipo, filtros o en general para producir artículos que requieren la presencia de una hoja perforada flexible.
Sustancialmente, según un primer aspecto, la invención prevé un procedimiento para producir un material en banda perforado en el que se alimenta el material en banda a través de una línea de contacto entre un primer rodillo y un segundo rodillo que giran en direcciones opuestas y se presionan el uno contra el otro, estando provisto el primer rodillo de unas protuberancias para la perforación, caracterizado porque el material en banda se calienta con anterioridad a su desplazamiento a través de dicha línea de contacto.
Tal como se pondrá más claramente de manifiesto a partir de la siguiente descripción detallada, haciendo referencia a algunos ejemplos de formas de realización, precalentando el material en banda con anterioridad a su entrada en la línea de contacto definida entre los rodillos perforadores se pueden conseguir una serie de ventajas. Además, la perforación del material en banda en la línea de contacto entre dos rodillos precisa un tiempo de permanencia determinado entre los rodillos y el suministro de una cantidad de energía determinada. La perforación tiene lugar mediante la acción combinada de presión y calor suministrados al material en banda y (si existiese alguna diferencia en la velocidad periférica entre los dos rodillos) mediante el efecto mecánico provocado por dicha diferencia de velocidad. Mientras mayor sea la velocidad de alimentación del material en banda, menor será el tiempo de permanencia del material en contacto con los rodillos perforadores. Esto hace que la perforación resulte crítica. La necesidad de obtener ritmos de producción cada vez mayores está limitada por la necesidad de mantener el material en banda acoplado entre los rodillos perforadores durante el tiempo necesario para garantizar la perforación correcta sobre la anchura total del material y a lo largo de la totalidad de su extensión longitudinal.
Precalentando el material en banda con anterioridad a su alimentación a la línea de contacto entre los rodillos perforadores, se puede llevar la temperatura del material hasta un valor que reduce el tiempo de permanencia requerido por el material en contacto con los rodillos perforadores, permitiendo la perforación correcta y precisa de todo el material al mismo tiempo que éste se alimenta a una velocidad elevada, reduciendo así el tiempo necesario para que los rodillos perforadores realicen la perforación.
De este modo, se puede incrementar el ritmo de producción además de reducir el consumo de energía por unidad de producto.
La mayor facilidad con la que se obtiene la perforación del material en la línea de contacto entre los rodillos perforadores reduce la tensión mecánica en el material. Además, también se puede reducir o, en algunos casos incluso eliminar la diferencia en la velocidad periférica ente el primer y el segundo rodillo. Esto permite una reducción adicional en la tensión mecánica sobre el material en banda. En particular, cuando está constituido por una tela no tejida o por una banda de fibras, la reducción en la tensión y en las tensiones mecánicas hace que se pueda obtener un producto más regular.
Cuando el material en banda alcanza la línea de contacto entre los rodillos perforadores precalentado, se pueden reducir, además de la temperatura de funcionamiento, la presión y el porcentaje de deslizamiento, que es la diferencia entre las velocidades periféricas. La reducción de presión y de la diferencia de la velocidad relativa reduce las tensiones de compresión y, sobre todo, las tensiones de doblado a las que se ven sometidos los salientes o protuberancias que presenta el primer rodillo. Por lo tanto, se pueden producir las protuberancias con una altura mayor, con las ventajas consiguientes con respecto al espesor del producto acabado, en particular cuando está constituido por una capa de fibras textiles o cuando comprende una capa de este tipo. El espesor final del material perforado es un factor importante para las aplicaciones posteriores del material semiacabado. De hecho, para producir compresas higiénicas, por ejemplo, resulta importante que la capa superior sea considerablemente gruesa, para aislar lo máximo posible la superficie exterior del producto absorbente (que entra en contacto con la piel del usuario) de la capa subyacente a la capa superior que absorbe los fluidos corporales. Esta característica de un espesor incrementado del material en banda se define como “tridimensionalidad” del material.
La reducción de la tensión mecánica en las protuberancias del rodillo, que se consigue mediante el procedimiento según la presente invención, también permite una mayor libertad de diseño y, tal como se explicará a continuación, de este modo se incrementa la posibilidad de variar la disposición, la dimensión y la densidad de las perforaciones.
A pesar de que el procedimiento según la presente invención resulta particularmente ventajoso para la perforación de bandas de fibras textiles o telas no tejidas, o de materiales combinados que comprendan por lo menos una capa de fibras textiles, algunas de las ventajas específicas resumidas anteriormente y descritas mejor a continuación también se consiguen en la perforación de películas de plástico.
...
Reivindicaciones:
Reivindicaciones
1. Procedimiento para producir un material en banda perforado, en el que dicho material en banda (N) se alimenta a través de una línea de contacto (11) entre un primer rodillo (7) y un segundo rodillo (9) que giran en direcciones opuestas y presionan el uno contra el otro, estando provisto el primer rodillo (7) con unas protuberancias (7P) para la perforación, caracterizado porque el material en banda se precalienta con anterioridad a su alimentación en dicha línea de contacto, y la banda se alimenta en la línea de contacto en una condición precalentada a una temperatura superior a la temperatura ambiente.
2. Procedimiento según la reivindicación 1, caracterizado porque por lo menos uno de entre dichos primer y segundo rodillo (7, 9) está calentado.
3. Procedimiento según la reivindicación 1 ó 2, caracterizado porque dichos primer y segundo rodillo giran con una velocidad periférica diferente entre sí.
4. Procedimiento según la reivindicación 3, caracterizado porque dicho primer rodillo (7) gira a una velocidad periférica superior a dicho segundo rodillo (9).
5. Procedimiento según una o más de las reivindicaciones anteriores, caracterizado porque dicho material en banda es una tela no tejida.
6. Procedimiento según la reivindicación 5, caracterizado porque comprende:
• producir por lo menos una banda de fibras (V);
• unir dichas fibras para formar una tela no tejida;
• alimentar la tela no tejida precalentada en dicha línea de contacto (11).
7. Procedimiento según la reivindicación 8, caracterizado porque dicha banda (V) está producida y unida en serie aguas arriba de dicha línea de contacto.
8. Procedimiento según la reivindicación 6 ó 7, caracterizado porque comprende
las etapas siguientes:
• producir por lo menos una banda de fibras no unidas (V);
• alimentar dicha banda de fibras no unidas (V) a través de por lo menos una estación de calentamiento y unión para unir dichas fibras y formar una tela no tejida;
• alimentar la tela no tejida precalentada en dicha por lo menos una estación de calentamiento y unión en dicha línea de contacto (11).
9. Procedimiento según la reivindicación 8, caracterizado porque el calentamiento y la unión se llevan a cabo utilizando un sistema de aire pasante.
10. Procedimiento según una o más de las reivindicaciones 6 a 9, caracterizado porque la tela no tejida se alimenta en dicha línea de contacto con una velocidad de entrada igual o inferior a la velocidad periférica del primer rodillo (7).
11. Procedimiento según la reivindicación 12, caracterizado porque dicho segundo rodillo (9) se hace girar a una velocidad periférica inferior o igual a la velocidad periférica de dicho primer rodillo.
12. Procedimiento según las reivindicaciones 10 u 11, caracterizado porque la velocidad de alimentación de la tela no tejida en dicha línea de contacto está comprendida entre el 90% y el 100% de la velocidad periférica del primer rodillo (7).
13. Procedimiento según la reivindicación 12, caracterizado porque la velocidad de alimentación de la tela no tejida en dicha línea de contacto está comprendida entre el 90% y el 110% de la velocidad periférica del segundo rodillo (9).
14. Procedimiento según las reivindicaciones 12 ó 13, caracterizado porque la velocidad periférica del segundo rodillo (9) está comprendida entre el 50% y el 100% de la velocidad periférica del primer rodillo (7).
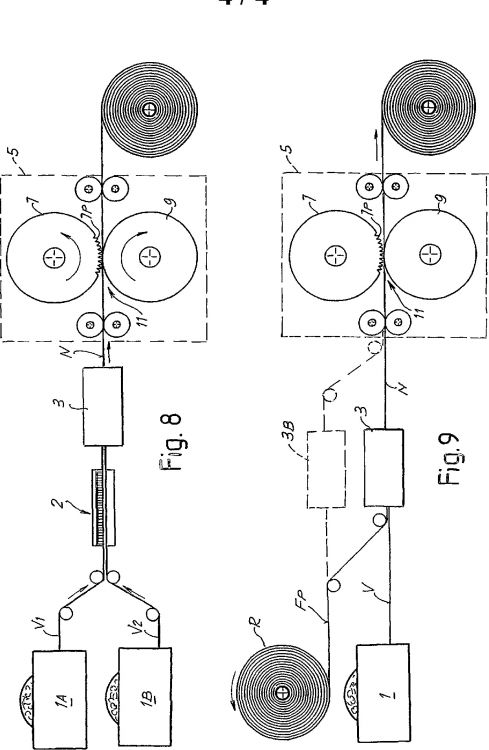
15. Procedimiento según la reivindicación 5, caracterizado porque presenta las etapas siguientes:
• producir por lo menos una banda de fibras no unidas (V);
• alimentar dicha banda de fibras no unidas a una estación de calentamiento (3);
• alimentar la banda de fibras precalentada en dicha estación de calentamiento en dicha línea de contacto (11);
• unir las fibras para formar la tela no tejida y perforar la banda de fibras en dicha línea de contacto (11).
16. Procedimiento según la reivindicación 15, caracterizado porque la banda de fibras no unidas (V) se alimenta en dicha línea de contacto con una velocidad de entrada inferior que la velocidad periférica del primer rodillo (7), siendo dicha velocidad periférica del primer rodillo igual o superior a la velocidad periférica del segundo rodillo (9).
17. Procedimiento según la reivindicación 16, caracterizado porque se imparte una velocidad de suministro igual o superior a la velocidad periférica del primer rodillo al material en banda suministrado desde dicha línea de contacto.
18. Procedimiento según las reivindicaciones 16 ó 17, caracterizado porque la velocidad de alimentación de la banda de fibras en dicha línea de contacto está comprendida entre el 50% y el 90% de la velocidad periférica del primer rodillo.
19. Procedimiento según una o varias de las reivindicaciones 5 a 18, caracterizado porque dos o más bandas de fibras (V1, V2) están acopladas y ensambladas conjuntamente.
20. Procedimiento según la reivindicación 19, caracterizado porque comprende: formar por lo menos una primera y una segunda banda de fibras no unidas (V1, V2); ensamblar dichas primera y segunda bandas entre sí y consolidar dichas fibras en dicha estación de calentamiento.
21. Procedimiento según la reivindicación 19, caracterizado porque comprende:
• formar por lo menos una primera y una segunda banda de fibras no unidas;
alimentar dichas primera y segunda banda de fibras no unidas a una o dos estaciones de calentamiento y unión para precalentar y unir de forma separada las fibras de la primera y la segunda banda para formar dos telas no tejidas;
• alimentar dichas dos telas no tejidas precalentadas en dicha línea de contacto;
• perforar y ensamblar entre sí dichas dos telas no tejidas en dicha línea de contacto.
22. Procedimiento según una o varias de las reivindicaciones 5 a 21, caracterizado porque dicho material en banda comprende fibras bicompuestas.
23. Procedimiento según una o varias de las reivindicaciones 5 a 23, caracterizado porque se combina una película de plástico (Fp) con dicha tela no tejida o con dicha banda de fibras no consolidadas.
24. Procedimiento según una o varias de las reivindicaciones 1 a 5, caracterizado porque dicho material en banda comprende por lo menos una película de plástico (Fp).
25. Línea de producción para producir un material en banda perforado, que comprende por lo menos un paso para alimentar un material en banda (V, V1, V2, Fp) a una estación de perforación (7, 9) que comprende un primer rodillo (7) y un segundo rodillo (9) que giran en direcciones opuestas y se presionan entre sí, definiendo una línea de contacto (11) a través de la que se alimenta el material en banda; estando dicho primer rodillo (7) provisto de protuberancias (7P) para la perforación; caracterizada porque está prevista una estación de calentamiento (3) aguas arriba de dicha estación de perforación, a través de la que pasa dicho paso de alimentación y en la que se precalienta el material en banda con anterioridad a su alimentación a dicha estación de perforación, estando dispuestas dicha estación de calentamiento y dicha estación de perforación, de manera que la banda entre en dicha estación de perforación en una condición precalentada a una temperatura más elevada que la temperatura ambiente.
26. Línea de producción según la reivindicación 25, caracterizada porque por lo menos uno de los rodillos de la estación de perforación está calentado.
27. Línea de producción según las reivindicaciones 25 ó 26, caracterizada porque los dos rodillos de la estación de perforación están controlados de manera que giren a velocidades periféricas diferentes entre sí.
28. Línea de producción según la reivindicación 27, caracterizada porque dicho primer rodillo (7) gira a una velocidad periférica mayor que la velocidad periférica de dicho segundo rodillo (9).
29. Línea de producción según una o más de las reivindicaciones 25 a 28, caracterizada porque están previstos unos dispositivos de unión a lo largo de dicho paso de alimentación para unir las fibras a una banda de fibras no unidas y formar una tela no tejida que se alimenta a dicha estación de perforación.
30. Línea de producción según la reivindicación 29, caracterizada porque dichos dispositivos de unión comprenden un sistema de unión del tipo de aire pasante.
31. Línea de producción según una o más de las reivindicaciones 25 a 30, caracterizada porque comprende por lo menos una máquina (1; 1A, 1B) para producir una banda de fibras (V; V1, V2).
32. Línea de producción según una o más de las reivindicaciones 25 a 30, caracterizada porque comprende unos dispositivos de ensamblado para ensamblar entre sí dos o más capas destinadas a formar dicho material en banda.
33. Línea de producción según la reivindicación 32, caracterizada porque dichos dispositivos de ensamblado comprenden medios para consolidar dos bandas de fibras entre sí.
34. Línea de producción según una o más de las reivindicaciones 25 a 33, caracterizada porque comprende dos pasos de alimentación para por lo menos dos componentes destinados a formar dicho material en banda, unificándose dichos dos pasos de alimentación con anterioridad a su paso a través de dicha estación de perforación.
Patentes similares o relacionadas:
Máquina de troquelado con dispositivo de alineación, del 22 de Abril de 2020, de Masterwork Group Co., Ltd: Máquina de troquelado y/o gofrado de lecho plano con una estación de troquelado y/o gofrado que presenta una mesa superior y una mesa […]
Sistemas y métodos de envasado de polímeros, del 29 de Mayo de 2019, de Cloud Packaging Solutions, LLC: Un conjunto de descarga que comprende: una cinta transportadora que incluye superficies de cinta interior y exterior , incluyendo […]
Conjunto y método para cortar recubrimientos, del 24 de Abril de 2019, de SOCIETE DES PRODUITS NESTLE S.A.: Un conjunto para cortar un recubrimiento de un producto de confitería congelado que comprende una herramienta de corte de recubrimiento que comprende un marco […]
APARATO PARA CORTAR VOLÚMENES DE ESPUMA DE POLIESTIRENO EXPANDIDO O SIMILAR OBTENIENDO SUPERFICIES DE DOBLE CURVATURA, del 22 de Septiembre de 2016, de UNIVERSIDAD TÉCNICA FEDERICO SANTA MARÍA: Aparato para cortar volúmenes de espuma de poliestireno expandido o similar obteniendo superficies de doble curvatura, que comprende un primer par de guías lineales, […]
Dispositivo rebanador de alimentos con equipo prerrefrigerador, del 21 de Septiembre de 2016, de WEBER MASCHINENBAU GMBH BREIDENBACH: Dispositivo rebanador de alimentos para rebanar productos alimenticios , que comprende: un equipo prerrefrigerador para refrigerar el producto alimenticio […]
Sistemas y métodos de envasado de polímeros, del 25 de Mayo de 2016, de Cloud Packaging Solutions, LLC: Un conjunto de cuchillas giratorias que comprende: un núcleo giratorio ; y una pluralidad de cuchillas que se extienden desde el núcleo giratorio […]
 Procedimiento y aparato para cortar una tubería fabricada de material termoplástico, del 6 de Abril de 2016, de SICA S.P.A.: Un procedimiento para cortar una tubería fabricada de material termoplástico, caracterizado porque comprende, en combinación, las etapas […]
Procedimiento y aparato para cortar una tubería fabricada de material termoplástico, del 6 de Abril de 2016, de SICA S.P.A.: Un procedimiento para cortar una tubería fabricada de material termoplástico, caracterizado porque comprende, en combinación, las etapas […]
MECANISMO TERMOSTATADO DE CORTE POR IMPACTO, del 9 de Octubre de 2014, de CONSTRUCCIONES ELECTROMECANICAS DEL TER, S.A.: 1. Mecanismo termostatado de corte por impacto del tipo constituido por un chasis dotado de unas paredes verticales , en cuya zona superior se dispone un soporte en el […]