PROCEDIMIENTO PARA PRODUCIR UNA TELA NO TEJIDA Y PRODUCTO OBTENIDO MEDIANTE DICHO PROCEDIMIENTO.
Procedimiento para procesar un velo de fibras y para producir una tela no tejida para productos sanitarios y productos para bebés,
tales como toallas sanitarias, compresas para incontinencia, pañales bebé, en el que se suministra un velo sin ligar y sin consolidar de fibras cortadas termoplásticas a la línea de contacto entre un par de rodillos que giran en sentidos contrarios, estando provistos ambos rodillos de protuberancias y calentado por lo menos uno de dichos rodillos, consolidándose dichas fibras por puntos de ligado térmico generados por dichas protuberancias, caracterizado porque en la línea de contacto definida entre dichos rodillos dichas protuberancias están dispuestas, de tal manera que algunas protuberancias de un rodillo se encuentran en una disposición de punta contra punta con las protuberancias del otro rodillo, mientras las demás protuberancias de los dos rodillos en la línea de contacto están desfasadas entre sí, de manera que dichos puntos de ligado están distribuidos de acuerdo con unas áreas concentradas y dichas áreas de puntos de ligado concentrados están combinadas con unas áreas provistas de una densidad sustancialmente inferior de puntos de ligado
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E05425203.
Solicitante: PANTEX INTERNATIONAL S.P.A.
Nacionalidad solicitante: Italia.
Dirección: VIA MICHELANGELO, 18 65100 PESCARA (PE) ITALIA.
Inventor/es: Di Benedetto,Carmine, Caira,Antonio.
Fecha de Publicación: .
Fecha Solicitud PCT: 11 de Abril de 2005.
Clasificación Internacional de Patentes:
- D04H1/54B
- D04H13/00B3
- D04H13/00B5
- D04H3/14 TEXTILES; PAPEL. › D04 TRENZADO; FABRICACION DEL ENCAJE; TRICOTADO; PASAMANERIA; NO TEJIDOS. › D04H FABRICACION DE TEJIDOS TEXTILES, p. ej. A PARTIR DE FIBRAS O MATERIALES FILAMENTOSOS (tejido D03; tricotado D04B; trenzado D04C; fabricación de redes D04G; costura D05B; implantación de pelos o mechones por picado D05C; terminación de los "no tejidos" D06 ); ARTICULOS FABRICADOS CON AYUDA DE ESTOS PROCEDIMIENTOS O APARELLAJE, p. ej. FIELTROS, NO TEJIDOS; GUATA; NAPA (telas no tejidas que tienen una capa intermedia o externa de género diferente, p. ej. una tela tejida, B32B). › D04H 3/00 No tejidos formados únicamente o principalmente de hilos o de materiales filamentosos similares de longitud sustancial. › con uniones producidas por soldadura entre hilos o filamentos termoplásticos.
Clasificación PCT:
- B29C59/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 59/00 Conformación de superficies, p. ej. grabado o estampado en relieve; Aparatos a este efecto. › utilizando rodillos o correas sin fin.
- B31F1/07 B […] › B31 FABRICACION DE ARTICULOS DE PAPEL, DE CARTON O DE MATERIAL TRABAJADO DE FORMA ANÁLOGA AL PAPEL; TRABAJO DEL PAPEL, DELCARTON O DE MATERIAL TRABAJADO DE FORMA ANÁLOGA AL PAPEL. › B31F TRABAJO O DEFORMACION MECANICA DEL PAPEL, DEL CARTONO DE MATERIAL TRABAJADO DE MANERA ANÁLOGA AL PAPEL (fabricación de productos estratificados incluyendo otras materias además del papel o del cartón B32B). › B31F 1/00 Deformación mecánica sin eliminación de materia, p. ej. en combinación con laminación o estratificación. › Estampado (ondulación B31F 1/20; ondulación en combinación con impresión B41F 19/02, B41M 1/24; impresoras de estampados B41J 3/38; estampado en combinación con deformación B41K 3/36).
- D04H1/54 D04H […] › D04H 1/00 No tejidos formados únicamente o principalmente de fibras cortadas o de otras fibras similares relativamente cortas. › por soldado de fibras unidas, p. ej. por fusión parcial o disolución (en combinación con punzonado D04H 1/485).
- D04H13/00 D04H […] › Otros no tejidos.
- D04H3/14 D04H 3/00 […] › con uniones producidas por soldadura entre hilos o filamentos termoplásticos.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2356919_T3.pdf
Fragmento de la descripción:
CAMPO TÉCNICO
La presente invención se refiere a un procedimiento para producir una capa o velo de material textil, y más en particular una tela no tejida.
Más en particular, la invención se refiere a un procedimiento de producción de una tela no tejida por medio de la consolidación térmica de las fibras.
La presente invención se refiere asimismo a una tela no tejida obtenida mediante dicho procedimiento.
ESTADO DE LA TÉCNICA
Las telas no tejidas se emplean cada vez más en distintos sectores industriales y domésticos. En particular, los velos de tela no tejida se emplean para producir sábanas desechables, prendas de vestir desechables y sobre todo en el sector de los productos de higiene y sanitarios y productos para bebés, tales como toallas sanitarias, pañales absorbentes para incontinencia y pañales bebé.
Las telas no tejidas pueden fabricarse con distintas técnicas. Esencialmente, el proceso de formación de los velos de tela no tejida comporta una fase de formación de un velo de fibras continuas o fibras discontinuas (fibras cortadas), que se consolidan a continuación de acuerdo con distintas técnicas, para ligar el velo y obtener la propia tela no tejida.
El velo de fibras, por ejemplo puede ser un velo de fibras cardadas, o una capa de filamentos continuos entregados de cabezales extrusores.
Las técnicas de ligado pueden ser de varios tipos, tales como mecánicas (punzonado con agujas), hidráulicas (hidroenredamiento), encolado o ligado térmico.
En el caso del ligado térmico o consolidación térmica, se suministra el velo no consolidado, o sea, sin ligar, a través de una calandra, que comprende un cilindro liso y un cilindro grabado, o sea, provisto de protuberancias. Los dos cilindros se presionan uno contra el otro con una elevada presión y por lo menos uno de ellos está caliente, para provocar por lo menos una fusión localizada de las fibras que son (en este caso) fibras termoplásticas monocomponentes o bicomponentes.
El documento WO-A-9855295 describe un procedimiento para producir un material compuesto constituido por dos o tres capas textiles, en el que las fibras que forman las capas textiles están ligadas y las capas se ligan unas con otras mediante una calandra que comprende un par de rodillos grabados. Los rodillos se producen y controlan para funcionamiento punta contra punta, o sea, estando todas las protuberancias de un rodillo en fase con las protuberancias del otro rodillo y forman un dibujo de puntos de ligado con una densidad correspondiente a la densidad de las protuberancias de los dos rodillos.
El documento WO-A-0004215 describe un procedimiento de producción de una tela no tejida por medio de la consolidación térmica de un velo de fibras o filamentos, tales como un velo de fibras textiles, hechas de un material termoplástico como polipropileno. El ligado o consolidación se obtiene mediante calandrado con un rodillo provisto de protuberancias, cuya configuración forma el objeto específico de la invención descrita en esa publicación, y que coopera con un rodillo liso.
El documento WO-A-9925911 (correspondiente al documento US-A-6395211) describe un dispositivo y un procedimiento para producir una tela no tejida perforada. El velo de fibras textiles es ligado previamente para formar una tela no tejida. A continuación se hace que ésta pase a través de una calandra provista de un cilindro liso revestido de un material cedente y un cilindro provisto de protuberancias. La perforación de la tela no tejida se obtiene aplicando una presión y calor suficientes entre los rodillos.
El documento WO-A-03064001 describe técnicas para producir bolsas de aspirador. Estas bolsas se forman a partir de varios componentes unidos unos a otros, con la inclusión de una capa de tela no tejida. Esta se produce calandrando en caliente un velo de fibras entre un rodillo liso y un rodillo provisto de protuberancias.
El documento WO-A-03086709 describe un procedimiento para producir una tela no tejida mediante laminación de un velo de fibras cardadas en una calandra que comprende un rodillo liso y un rodillo provisto de protuberancias.
El documento WO-A-03021024 describe un dispositivo y un procedimiento para consolidar velos de fibras textiles, donde la consolidación o ligado se obtiene calandrando el velo entre un rodillo liso y un rodillo provisto de una distribución de elevada densidad de protuberancias.
El documento WO-A-9713909 describe un procedimiento y un sistema para producir un producto semiacabado en la forma de un velo compuesto de fibras que tiene la función de capa de adquisición y distribución en una toalla sanitaria o pañal bebé. La consolidación de un velo de fibras cardadas se obtiene calandrando en caliente entre dos rodillos. Para reducir la tracción sobre el velo, o sea, la diferencia entre la velocidad con que se suministra el velo de fibras a la calandra y la velocidad de rotación periférica de los rodillos de la calandra, se produce una corriente de aire para presionar el velo contra uno de los dos rodillos.
**(Ver fórmula)**
El documento WO-A-0186050 describe un procedimiento para producir un velo compuesto de tela no tejida mediante calandrado en caliente y ligado por puntos. La configuración de los rodillos de la calandra no se describe con detalle.
El documento DE-A-3416004 describe un procedimiento y un dispositivo para producir una tela no tejida perforada. Se suministra un velo de fibras no consolidadas a una calandra formada por un rodillo liso y por un rodillo provisto de protuberancias. Se presionan los dos rodillos calientes uno contra el otro para provocar la consolidación del velo y su perforación de acuerdo con una distribución de orificios correspondientes a las protuberancias del rodillo.
El documento DE-A-19750459 describe un procedimiento y un dispositivo para perforar un velo de fibras textiles también en este caso por un rodillo liso y un rodillo provisto de protuberancias.
El documento US-A-5656119 describe un procedimiento para producir un artículo de capas múltiples con una película de plástico interpuesta entre dos velos de fibras. Los tres componentes se suministran a una calandra formada por dos cilindros grabados, dispuestos y en fase punta contra punta, lo cual provoca la adhesión de las fibras y la perforación de la película interpuesta.
El documento US-A-2003168194 describe un dispositivo y un procedimiento para gofrar un velo de fibras textiles por medio de una calandra que comprende dos rodillos, pudiendo estar ambos rodillos grabados y manteniéndose los grabados en fase.
El documento EP-A-1418094 describe un procedimiento para producir una tela no tejida, en la cual un velo de fibras se liga previamente por punzonado con agujas y posteriormente de liga adicionalmente mediante un proceso en caliente en una calandra.
Otros ejemplos de procedimientos de producir telas no tejidas se describen en las patentes US nº 3.507.943 y US nº 4.005.169.
OBJETIVOS Y SUMARIO DE LA INVENCIÓN
El objetivo de la presente invención es proporcionar un procedimiento para producir una tela no tejida, que tenga características mejoradas en términos de espesor, cobertura y suavidad, aspectos que se pueden presentar por separado o pueden coexistir.
El objetivo de una forma de realización particular de la invención es proporcionar un procedimiento para producir una tela no tejida gofrada, perforada, o perforada y gofrada, que pueda incluir también una fase subsiguiente de calandrado. Estos objetivos se alcanzan con un procedimiento según la reivindicación 1.
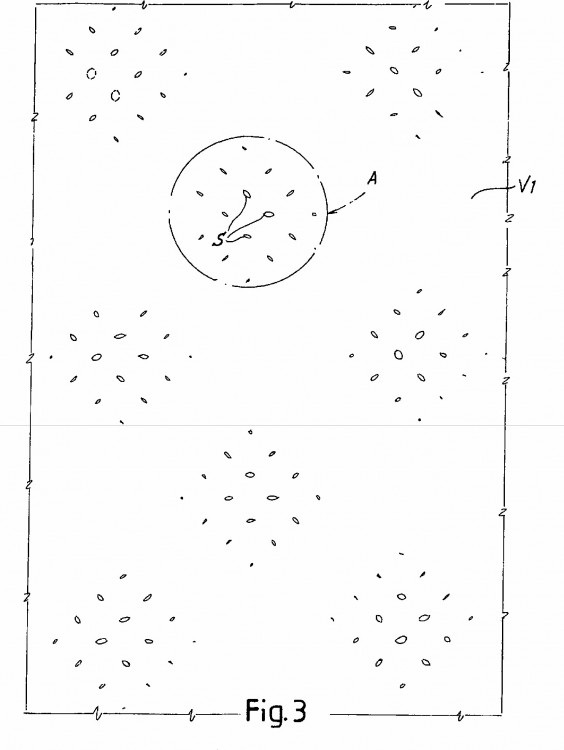
De acuerdo con un primer aspecto, la invención se refiere a un procedimiento para procesar un velo de fibras y para producir una tela no tejida, en los cuales un velo de fibras termoplásticos esencialmente no ligadas se liga uniendo puntos que están distribuidos de acuerdo con áreas concentradas; estas áreas de puntos de ligado concentrados están combinadas con áreas desprovistas, bien parcial, bien totalmente, de puntos de ligado.
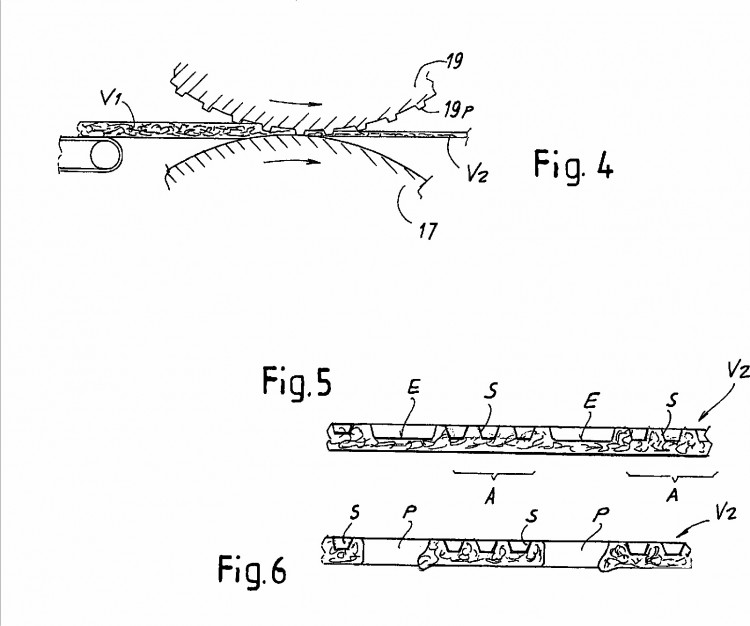
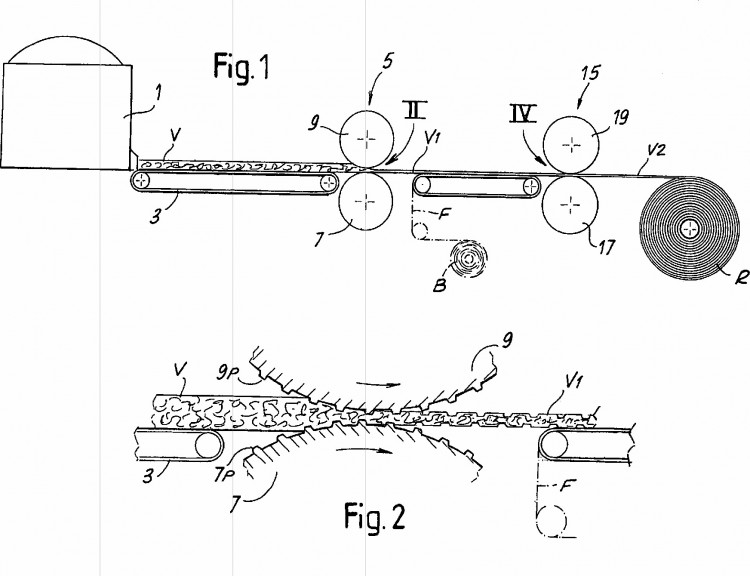
En una forma de realización posible, para producir los puntos de ligado distribuidos por áreas, se suministra el velo de fibras no ligadas entre dos rodillos que giran en sentidos contrarios, provistos ambos de protuberancias; durante la rotación en la línea de contacto entre los dos rodillos, parte de las protuberancias de un primer rodillo se llevan encaradas con protuberancias correspondientes... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para procesar un velo de fibras y para producir una tela no tejida para productos sanitarios y productos para bebés, tales como toallas sanitarias, compresas para incontinencia, pañales bebé, en el que se suministra un velo sin ligar y sin consolidar de fibras cortadas termoplásticas a la línea de contacto entre un par de rodillos que giran en sentidos contrarios, estando provistos ambos rodillos de protuberancias y calentado por lo menos uno de dichos rodillos, consolidándose dichas fibras por puntos de ligado térmico generados por dichas protuberancias, caracterizado porque en la línea de contacto definida entre dichos rodillos dichas protuberancias están dispuestas, de tal manera que algunas protuberancias de un rodillo se encuentran en una disposición de punta contra punta con las protuberancias del otro rodillo, mientras las demás protuberancias de los dos rodillos en la línea de contacto están desfasadas entre sí, de manera que dichos puntos de ligado están distribuidos de acuerdo con unas áreas concentradas y dichas áreas de puntos de ligado concentrados están combinadas con unas áreas provistas de una densidad sustancialmente inferior de puntos de ligado.
2. Procedimiento según la reivindicación 1, caracterizado porque dichos puntos de ligado están concentrados en áreas discretas que están rodeadas de áreas totalmente desprovistas de puntos de ligado.
3. Procedimiento según la reivindicación 1 o 2, caracterizado porque durante la rotación en la línea de contacto entre dichos dos rodillos parte de las protuberancias de un primer rodillo es soportada por lo menos parcialmente opuestas a protuberancias correspondientes de un segundo rodillo, mientras que parte de las protuberancias de dicho primer rodillo están dispuestas en unas oquedades correspondientes entre las protuberancias del segundo rodillo, estando formados los puntos de ligado entre pares de protuberancias opuestas entre sí.
4. Procedimiento según la reivindicación 1, 2 o 3, caracterizado porque dichas áreas de puntos de ligado concentrados están separadas entre sí por áreas por lo menos parcialmente desprovistas de puntos de ligado.
5. Procedimiento según la reivindicación 1, 2 o 3, caracterizado porque dicho velo es un velo de fibras cardadas discontinuas.
6. Procedimiento según las reivindicaciones 4 y 5, caracterizado porque la distancia entre las áreas, en las cuales los puntos de ligado están concentrados es inferior a la longitud media de dichas fibras.
7. Procedimiento según una o más de las reivindicaciones anteriores, caracterizado porque el velo ligado por medio de dicho ligado por puntos es gofrado posteriormente.
8. Procedimiento según la reivindicación 7, caracterizado porque el velo es gofrado en una calandra que comprende un rodillo provisto de unas protuberancias que coopera con un rodillo liso, estando calentado preferentemente uno de dichos dos rodillos y estando presionados dichos dos rodillos uno contra el otro.
9. Procedimiento según una o más de las reivindicaciones 1 a 6, caracterizado porque dicho velo ligado mediante el ligado por puntos es perforado posteriormente.
10. Procedimiento según la reivindicación 9, caracterizado porque dicho velo es perforado en una calandra que comprende un rodillo provisto de protuberancias que coopera con un rodillo liso, estando calentado preferentemente uno de dichos dos rodillos y estando presionados dichos dos rodillos uno contra el otro.
11. Procedimiento según una o más de las reivindicaciones anteriores, caracterizado porque dicho velo de fibras o filamentos está unido a una segunda capa de material para formar un producto compuesto.
12. Procedimiento según la reivindicación 11, caracterizado porque dicha segunda capa de material es una película de plástico.
13. Procedimiento según una o más de las reivindicaciones anteriores, caracterizado porque en las áreas, en las cuales se hallan concentrados los puntos de ligado dichos puntos presentan una densidad comprendida entre 5 y 200 puntos/cm2, preferentemente entre 30 y 100 puntos/cm2 y aun más preferentemente entre 30 y 70 puntos/cm2.
14. Procedimiento según una o más de las reivindicaciones anteriores, caracterizado porque dichas áreas provistas de dichos puntos de ligado concentrados están separadas entre sí en una distancia comprendida entre 5 y 30 mm y preferentemente entre 8 y 20 mm.
15. Procedimiento según una o más de las reivindicaciones anteriores, caracterizado porque dicho velo está formado por unas fibras cuyo número está comprendido entre 1 y 15 dtex.
16. Procedimiento según una o más de las reivindicaciones anteriores, caracterizado porque se forma un velo de fibras de una longitud comprendida entre 10 y 100 mm, preferentemente entre 20 y 80 mm y aun más preferentemente entre 25 y 50 mm.
17. Procedimiento según una o más de las reivindicaciones anteriores, caracterizado porque el velo ligado presenta un peso básico comprendido entre 10 y 40 g/m2, preferentemente entre 12 y 35 g/m2 y aun más preferentemente entre 15 y 30 g/m2.
18. Procedimiento según una o más de las reivindicaciones anteriores, caracterizado porque el área ligada está comprendida entre el 1% y el 15%, preferentemente entre el 3% y el 10% y aun más preferentemente entre el 4% y el 8% de la superficie total del velo.
19. Procedimiento según una o más de las reivindicaciones anteriores, caracterizado porque dichos dos rodillos están presionados uno contra el otro con una fuerza por unidad de longitud igual a 30 N/mm o menos.
20. Procedimiento según una o más de las reivindicaciones anteriores, caracterizado porque la distancia entre los centros de dichos dos rodillos es tal que la distancia entre las protuberancias opuestas de los dos rodillos en la línea de contacto entre ellos es inferior a 1 mm, preferentemente del orden de 0,02-0,8 mm y aun más preferentemente entre 0,05 y 0,5 mm.
21. Procedimiento según una o más de las reivindicaciones anteriores, caracterizado porque el espesor del velo entregado a partir de la línea de contacto entre dichos dos rodillos está calibrado a un valor comprendido entre 0,20 y 1,00 mm y preferentemente entre 0,25 y 0,50 mm.
22. Velo de fibras cortadas textiles termoplásticas ligadas mediante ligado por puntos para producir una tela no tejida para productos sanitarios y productos para bebés, tales como toallas sanitarias, compresas para incontinencia, pañales bebé, caracterizado porque dichos puntos de ligado están concentrados en áreas discretas que están rodeadas por unas áreas desprovistas de puntos de ligado, siendo la distancia entre dichas áreas discretas de puntos de ligado concentrados inferior a la longitud media de dichas fibras.
23. Velo según la reivindicación 22, caracterizado porque está formado por unas fibras cardadas discontinuas.
24. Velo según una o más de las reivindicaciones 22 o 23, caracterizado porque se le aplica un gofrado posteriormente a dicho ligado.
**(Ver fórmula)**
25. Velo según una o más de las reivindicaciones 22 a 24, caracterizado porque está perforado.
26. Velo según una o más de las reivindicaciones anteriores, caracterizado porque está unido a una segunda capa de material para formar un producto compuesto.
27. Velo según la reivindicación 26, caracterizado porque dicha segunda capa de material es una película de plástico.
28. Velo según una o más de las reivindicaciones 22 a 27, caracterizado porque en las áreas en las cuales se hallan concentrados los puntos de ligado dichos puntos presentan una densidad comprendida entre 5 y 200 puntos/cm2, preferentemente entre 30 y 100 puntos/cm2 y aun más preferentemente entre 30 y 70 puntos/cm2.
29. Velo según una o más de las reivindicaciones 22 a 28, caracterizado porque dichas áreas provistas de dichos puntos de ligado concentrados están separadas entre sí en una distancia comprendida entre 5 y 30 mm y preferentemente entre 8 y 20 mm.
30. Velo según una o más de las reivindicaciones 22 a 29, caracterizado porque está formado por unas fibras cuyo número está comprendido entre 1 y 15 dtex.
31. Velo según una o más de las reivindicaciones 22 a 30, caracterizado porque está formado con unas fibras de una longitud comprendida entre 10 y 100 mm, preferentemente entre 20 y 80 mm y aun más preferentemente entre 25 y 50 mm.
32. Velo según una o más de las reivindicaciones 22 a 31, caracterizado porque tiene un peso básico comprendido entre 10 y 40 g/m2, preferentemente entre 12 y 35 g/m2 y aun más preferentemente entre 15 y 30 g/m2.
33. Velo según una o más de las reivindicaciones 22 a 32, caracterizado porque el área ligada está comprendida entre el 1% y el 15%, preferentemente entre el 3% y el 10% y aun más preferentemente entre el 4% y el 8% de la superficie total del velo.
34. Velo según una o más de las reivindicaciones 22 a 33, caracterizado porque presenta un espesor comprendido entre el 0,20 y el 1,00 mm y preferentemente entre 0,25 y 0,50 mm.
Patentes similares o relacionadas:
Método de fabricación y dispositivo de fabricación de tela no tejida hilada por cohesión, del 8 de Abril de 2020, de TORAY INDUSTRIES, INC.: Un proceso para producir una tela no tejida hilada por cohesión al expulsar un grupo de fibras continuas desde una hilera , adelgazar y estirar el grupo de fibras […]
Material no tejido constituido por filamentos continuos, del 1 de Abril de 2020, de REIFENHÄUSER GMBH & CO. KG MASCHINENFABRIK: Material no tejido constituido por filamentos continuos de material sintético termoplástico, estando configurados los filamentos continuos como filamentos multicomponente […]
Material textil no tejido y procedimiento para formarlo, del 8 de Enero de 2020, de Fitesa Germany GmbH: Material textil no tejido que comprende una pluralidad de fibras que contienen polipropileno que forman una malla no tejida, fibras que contienen […]
Dispositivo de guía para tiras de tela no tejida, del 20 de Noviembre de 2019, de REIFENHÄUSER GMBH & CO. KG MASCHINENFABRIK: Dispositivo de guía para el guiado de una tira de tela no tejida de fibras de material plástico, preferiblemente de filamentos sinfín de plástico, transportada […]
Material textil no tejido soplado en estado fundido y método para fabricarlo, del 25 de Septiembre de 2019, de TORAY INDUSTRIES, INC.: Un material textil no tejido soplado en estado fundido que comprende una fibra que contiene una resina termoplástica como su componente principal, en donde la densidad […]
Tejido no tejido, soporte de membrana de separación, membrana de separación, elemento de separación de fluido y método para la fabricación de tejido no tejido, del 18 de Septiembre de 2019, de TORAY INDUSTRIES, INC.: Un tejido no tejido, que tiene dos superficies, que tienen una diferencia en cuanto a la suavidad entre las mismas de 10 segundos a 50 segundos, que se mide basándose en la […]
Sustrato textil de fibras de refuerzo, del 21 de Agosto de 2019, de Teijin Carbon Europe GmbH: Sustrato textil de fibras de refuerzo para la producción de preformas de material compuesto, que comprende una esterilla unidireccional de al menos una capa plana de hilos […]
Material no tejido constituido por filamentos continuos, del 21 de Agosto de 2019, de REIFENHÄUSER GMBH & CO. KG MASCHINENFABRIK: Material no tejido de filamentos continuos de material sintético termoplástico, estando configurados los filamentos continuos como filamentos multicomponente […]