PRODUCCION REGULADA DE LAMINAS METALICAS.
Procedimiento para la producción de estructuras que se superponen unas sobre las otras en una sección de láminas metálicas (1) con al menos las siguientes etapas:
a) producción de una estructura primaria (2) con una primera herramienta (3),
b) transferencia de la sección de láminas metálicas (1) hacia una segunda herramienta (4), de manera que la segunda herramienta (4) presenta al menos un rodillo perfilado (5) de configuración, que lleva a cabo la transferencia de la sección de láminas metálicas (1);
c) producción de una estructura secundaria (6) con la segunda herramienta (4);
en el que el procedimiento se caracteriza por las siguientes etapas:
d) determinación de una posición espacial de la estructura primaria (2) y de la estructura secundaria (6) en al menos una zona parcial (7) de la sección de láminas metálicas (1);
E) detección de una posición incorrecta y adaptación de un parámetro de funcionamiento del al menos un rodillo perfilado (5)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2006/004481.
Solicitante: EMITEC GESELLSCHAFT FUR EMISSIONSTECHNOLOGIE MBH.
Nacionalidad solicitante: Alemania.
Dirección: HAUPTSTRASSE 128,53797 LOHMAR.
Inventor/es: HODGSON, JAN, HOSTER,GUNTER.
Fecha de Publicación: .
Fecha Concesión Europea: 21 de Abril de 2010.
Clasificación Internacional de Patentes:
- B21D13/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 13/00 Corrugado de chapa metálica, barras o perfiles, con superficie ondulada o sinuosa. › por laminado.
- B21D28/26B
- B21D33/00 B21D […] › Medidas especiales tomadas en relación con el trabajo de las hojas metálicas, p. ej. hojas de oro (corte o perforación de hojas metálicas por métodos similares a los empleados para el papel B26).
- B21D43/02B
- F01N3/28B2B3
Clasificación PCT:
- B21D13/04 B21D 13/00 […] › por laminado.
Fragmento de la descripción:
Producción regulada de láminas metálicas.
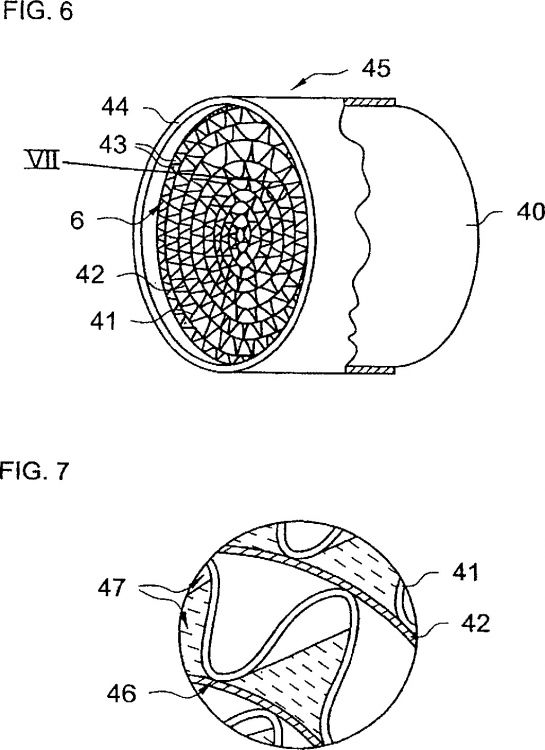
La invención se refiere a un procedimiento y a un dispositivo para la generación de estructuras que se superponen unas sobre las otras en una sección de láminas metálicas de acuerdo con el preámbulo de la reivindicación 1 de la patente y de la reivindicación 8 de la patente. Tal procedimiento y dispositivo, respectivamente, se conocen a partir del documento DE-A-4130673. Tales secciones de láminas metálicas se emplean con preferencia para la formación de cuerpos de panal de abejas, que se emplean, por ejemplo, como componente de tratamiento de los gases de escape en sistemas de escape de gases de motores de combustión interna.
En el tratamiento de los gases de escape de motores de combustión interna móviles, como por ejemplo motores Otto y motores Diesel, se conoce disponer al menos un componente de tratamiento de los gases de escape en el conducto de escape de gases, que acondiciona una superficie relativamente grande (por decirlo así, como un cuerpo de panal de abejas). Estos componentes se proveen, dado el caso, con un recubrimiento específico de la aplicación (por ejemplo, absorbente, catalíticamente activo y/u otro), de manera que, en virtud de la superficie grande del componente, se realiza un contacto íntimo con el gas de escape que circula por delante del mismo. Tales componentes son, por ejemplo, elementos de filtro para la eliminación por filtración de partículas contenidas en el gas de escape, adsorbentes para la acumulación limitada al menos temporalmente de sustancias nocivas contenidas en el gas de escape (por ejemplo, NOx), convertidores catalíticos (por ejemplo, catalizador de 3 pasos, catalizador de oxidación, catalizador de reducción, etc.), difusores para ejercer una influencia sobre la circulación o bien formación de remolinos en el gas de escape que circula a través de los mismos o también elementos calefactores, que calientan el gas de escape precisamente después del arranque en frío del motor de combustión interna a una temperatura deseada. Con respecto a las condiciones de empleo en el sistema de escape gases de un automóvil se han mencionado, en principio, los siguientes sustratos de soporte: cuerpos de panal de abejas cerámicos, cuerpos de pañal de abejas extraídos y cuerpos de panel de abejas de láminas metálicas. En virtud del hecho de que estos sustratos de soporte deben adaptarse siempre en su función, las láminas metálicas resistentes a altas temperatura y resistentes a la corrosión son materiales de partida especialmente bien adecuados para su fabricación.
Se conoce producir cuerpos de panal de abejas con una pluralidad de chapas al menos parcialmente estructuradas, que se introducen a continuación en una carcasa y de esta manera forman un cuerpo de soporte, que se puede proveer con uno o varios de los recubrimientos mencionados anteriormente. Las chapas al menos parcialmente estructuradas se disponen en este caso de tal forma que se configuran canales dispuestos esencialmente paralelos entre sí. Para garantizarlo, una parte de las chapas está provista con una estructura, por ejemplo de un tipo de estructura ondulada, estructura de dientes de sierra, estructura rectangular, estructura triangular, estructura Omega o similar.
Además, se conoce incorporar una segunda estructura en láminas de chapa de este tipo, que debe impedir especialmente que inmediatamente después de la entrada del gas de escape en el cuerpo de panal de abejas, se forme una circulación laminar, en la que no tiene lugar en una medida suficiente un intercambio de gases de zonas de la corriente parcial de gases de escape, que se encuentran en el centro de un canal de este tipo, con las zonas de pared de canal, por ejemplo, catalíticamente activas. Esta segunda estructura o bien microestructura acondiciona superficies de ataque de la corriente, que tiene como consecuencia una formación de remolinos de las corrientes parciales de gases de escape en el interior de tal canal. Esto conduce a una mezcla intensiva de las corrientes parciales de gases de escape propiamente dichas, de manera que se garantiza un contacto íntimo de las sustancias nocivas contenidas en los gases de escape con la pared del canal. Además, es posible, formar a través de tales segundas estructuras unos pasos de la circulación transversalmente al canal, que posibilitan un intercambio de gases de corrientes parciales de gases de escape en canales adyacentes. Por este motivo, se conocen microestructuras, que comprenden, por ejemplo, superficies de guía, motas, proyecciones, aletas, pestañas, taladros o similares. A este respecto existe una pluralidad de variación claramente alta en la producción de tales cuerpos metálicos de panal de abejas frente a los de material cerámico, porque tales paredes complejas de canales no se pueden realizar, o solamente con un gasto técnico especialmente alto, con material cerámico.
Estas chapas provistas con estructuras se apilan entonces (dado el caso, alternando con capas intermedias lisas), se retuercen unas con las otras y se insertan en una carcasa. De esta manera, se forma un cuerpo de panal de abejas, que presenta canales esencialmente paralelos entre sí.
Además, en el tratamiento de los gases de escape tiene un interés especial que se realice una conversión de las sustancias nocivas contenidas en el gas de escape casi inmediatamente después del arranque del motor de combustión interna. En este caso, de acuerdo con las disposiciones o bien directivas legales, esto debería realizarse con una efectividad especialmente alta. Por este motivo, se han empleado en el pasado chapas cada vez más finas. Éstas representan una capacidad térmica específica de la superficie muy reducida, es decir, que se extrae relativamente poco calor desde el gas de escape que circula por delante de ellas o bien las propias chapas experimentan de forma relativamente rápida una elevación de la temperatura. Esto es importante porque los recubrimientos catalíticamente activos empleados actualmente en el sistema de escape de gases, solamente a partir de una determinada temperatura de reacción comienzan con la conversión de las sustancias nocivas, que está aproximadamente entre 230ºC y 270ºC. Con el objetivo de convertir ya después de pocos segundos estas sustancias nocivas con una efectividad de al menos el 98%, se emplean chapas, que tienen un espesor de chapa, por ejemplo, inferior a 0,1 mm, en particular incluso inferior a 0,05 mm.
A partir de los objetivos mencionados anteriormente resultan, sin embargo, una serie de problemas técnicos de fabricación y técnicos de aplicación. Así, por ejemplo, se puede indicar que para el ajuste selectivo de un comportamiento de la circulación de los gases de escape en el cuerpo de panal de abejas es necesario, en determinadas circunstancias, una alineación exacta de las microestructuras en los canales. Además, hay que tener en cuenta que tales láminas metálicas se unen entre sí según la técnica de unión, especialmente son estañadas (soldadas con latón, dado el caso en vacío) o unidas por soldadura. Sin embargo, esto presupone que existen zonas de contacto definidas de las láminas metálicas entre sí. De ello resulta que debe garantizarse una alineación lo más precisa posible de las estructuras que se superponen unas sobre las otras. Sin embargo, esto no se podía asegurar hasta ahora con suficiente exactitud. Condicionado por influencias en la producción de las estructuras, como por ejemplo una excitación a vibración de las láminas metálicas, se producen desviaciones en el comportamiento de retracción y/o de transformación de la lámina metálica. Las inexactitudes en la fabricación o bien las tolerancias dentro de las herramientas (como por ejemplo errores en la marcha concéntrica, defectos de los cojinetes, defectos del contorno de dientes de laminación, etc.) conducen a una desviación no deseada de las posiciones de las estructuras entre sí, que oscila en parte periódicamente. Además, las faltas de homogeneidad del material de las láminas metálicas conducen a otras desviaciones de las estructuras entre sí.
A partir del documento WO 2004/072446 A1 se deducen capas de chapa estructuradas y procedimientos para su producción. En este caso, se propone especialmente realizar con la incorporación de una estructura secundaria al mismo tiempo una reducción de la anchura de la estructura primaria ondulada. Con esta finalidad, se emplean especialmente herramientas, que presentan troqueles, cuya distancia entre sí se puede variar.
Además, se conoce a partir del documento US 2002/0002853 A1 que para la producción de aletas de forma ondulada para intercambiadores de calor de placas se realizan...
Reivindicaciones:
1. Procedimiento para la producción de estructuras que se superponen unas sobre las otras en una sección de láminas metálicas (1) con al menos las siguientes etapas:
en el que el procedimiento se caracteriza por las siguientes etapas:
2. Procedimiento de acuerdo con la reivindicación 1, en el que el al menos un rodillo perfilado (5) es accionado con una velocidad angular, que se modifica en la etapa e).
3. Procedimiento de acuerdo con la reivindicación 1 ó 2, en el que al menos la etapa d) se realiza al menos una vez por revolución del al menos un rodillo perfilado (5).
4. Procedimiento de acuerdo con una de las reivindicaciones anteriores, en el que la etapa e) se realiza al menos una vez por revolución del rodillo perfilado (5).
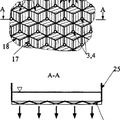
5. Procedimiento de acuerdo con una de las reivindicaciones anteriores, en el que la etapa a) comprende la estampación de orificios (8) y la etapa c) comprende la formación de ondas (9) en la sección de láminas metálicas (1).
6. Procedimiento de acuerdo con una de las reivindicaciones anteriores, en el que una posición incorrecta se refiere a un desplazamiento de la posición (10) des la estructura primara (2) con respecto a la estructura secundaria (6) mayor que 0,3 mm.
7. Procedimiento de acuerdo con una de las reivindicaciones anteriores, en el que la detección de una posición incorrecta se realiza por medio de a menos un sensor óptico (11).
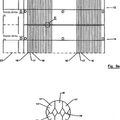
8. Dispositivo (17) para la producción de estructuras que se superponen unas sobre las otras, que comprende al menos los siguientes componentes:
en el que el dispositivo se caracteriza por:
9. Dispositivo (17) de acuerdo con la reivindicación 8, en el que el al menos un sensor (11) está configurado de tal forma que éste tiene un campo de detección (15) variable.
10. Dispositivo (17) de acuerdo con la reivindicación 8 ó 9, en el que al por lo menos un sensor (11) está asociado un rodillo de medición (16), que posiciona una sección de láminas metálicas (1) con respecto al por lo menos a un sensor (11).
11. Dispositivo (17) de acuerdo con una de las reivindicaciones 8 a 10, en el que están previstos medios luminosos (18), que irradian, al menos parcialmente, un lado (19) de la sección de láminas metálicas (1) en el campo de detección (15) del al menos un sensor (11).
Patentes similares o relacionadas:
Aparato para fabricar una plancha de metal para un conducto que incluye nervios de tipo malla, del 28 de Febrero de 2018, de Jinwoong Technology Co., Ltd: Un aparato para fabricar una plancha de metal para un conducto que tiene nervios de tipo de malla, comprendiendo el aparato: un bastidor (F) constituido […]
Procedimiento y dispositivo para producir cintas de chapa cortadas a medida, del 11 de Mayo de 2016, de WISCO Lasertechnik GmbH: Procedimiento para producir una cinta de chapa cortada a medida en una línea de fabricación (12, 12'), que comprende al menos una estación de ensamblaje […]
 HOJA DE MATERIAL LAMINADO EN FRÍO Y PROCEDIMIENTO PARA SU FABRICACIÓN, del 13 de Mayo de 2011, de HADLEY INDUSTRIES OVERSEAS HOLDINGS LIMITED: Hoja de material laminado en frío que presenta sobre ambas de sus superficies unas hileras (R12) de unas proyecciones y unas hileras (R13) de depresiones , correspondiendo […]
HOJA DE MATERIAL LAMINADO EN FRÍO Y PROCEDIMIENTO PARA SU FABRICACIÓN, del 13 de Mayo de 2011, de HADLEY INDUSTRIES OVERSEAS HOLDINGS LIMITED: Hoja de material laminado en frío que presenta sobre ambas de sus superficies unas hileras (R12) de unas proyecciones y unas hileras (R13) de depresiones , correspondiendo […]
 ELEMENTO DE FIJACIÓN PARA ELEMENTOS DE CONSTRUCCIÓN EN SECO Y PROCEDIMIENTO PARA FABRICAR ESTE ELEMENTO DE FIJACIÓN, del 10 de Febrero de 2011, de RICHTER-SYSTEM GMBH & CO. KG: Elemento de fijación (1, 1', 1'') para elementos de construcción en seco, que presenta un material de chapa con al menos un tramo de […]
ELEMENTO DE FIJACIÓN PARA ELEMENTOS DE CONSTRUCCIÓN EN SECO Y PROCEDIMIENTO PARA FABRICAR ESTE ELEMENTO DE FIJACIÓN, del 10 de Febrero de 2011, de RICHTER-SYSTEM GMBH & CO. KG: Elemento de fijación (1, 1', 1'') para elementos de construcción en seco, que presenta un material de chapa con al menos un tramo de […]
 BANDA DE MATERIAL ESTRUCTURADA CON UNA ESTRUCTURACIÓN POLIDIMENSIONAL Y PROCEDIMIENTO DE FABRICACIÓN, del 17 de Enero de 2011, de DR. MIRTSCH GMBH: Procedimiento para la fabricación de una banda de material estructurada de un material de banda, en el que el procedimiento comprende las siguientes etapas: - preparación de un […]
BANDA DE MATERIAL ESTRUCTURADA CON UNA ESTRUCTURACIÓN POLIDIMENSIONAL Y PROCEDIMIENTO DE FABRICACIÓN, del 17 de Enero de 2011, de DR. MIRTSCH GMBH: Procedimiento para la fabricación de una banda de material estructurada de un material de banda, en el que el procedimiento comprende las siguientes etapas: - preparación de un […]
 LAMINA DE PROTUBERANCIAS, del 1 de Octubre de 2010, de ONO WATERPROTECTION GMBH: Lámina de protuberancias con filas de protuberancias que se cruzan y una retícula en cruz de valles entre las filas, caracterizada porque […]
LAMINA DE PROTUBERANCIAS, del 1 de Octubre de 2010, de ONO WATERPROTECTION GMBH: Lámina de protuberancias con filas de protuberancias que se cruzan y una retícula en cruz de valles entre las filas, caracterizada porque […]
PERFECCIONAMIENTOS EN LAS HERRAMIENTAS PARA LA FABRICACION DE ALETAS PARA INTERCAMBIADORES DE CALOR., del 1 de Junio de 2005, de INDUSTRIAS METALURGICAS JEM, S.A.: Perfeccionamientos en las herramientas para la fabricación de aletas para intercambiadores de calor. Los perfeccionamientos se caracterizan por la realización en los fondos de […]
PROCEDIMIENTO PARA LA FABRICACION DE PANELES ACANALADOS EN UNO O EN AMBOS LADOS, del 27 de Julio de 2010, de ACUMENT GMBH & CO. OHG: Procedimiento para la fabricación de discos acanalados en un lado o en ambos lados, es decir discos provistos de un perfil acanalado en uno o en ambos lados del disco, en […]