Soldadura discontinua de fibras metálicas.
Dispositivo (1) para la soldadura de fibras metálicas (2) para formar un género de punto (3) con una anchura (4)predeterminada,
que comprende:
- una pluralidad de parejas de electrodos de soldadura (5) dispuestos distribuidos sobre la anchura (4),cubriendo conjuntamente toda la anchura (4), a través de las cuales se pueden conducir las fibras metálicas(2),
- al menos una disposición de carrera (6), que provoca un movimiento relativo de al menos un electrodo desoldadura (7) de una pareja de electrodos de soldadura (5),
- al menos un control de soldadura (9), que alimenta una corriente de soldadura en función de un contacto deuna pareja de electrodos de soldadura (5) con las fibras metálicas (2), y
- un control de avance (10) para el movimiento del género de punto (3) que, en función del estado de la almenos una disposición de carrera (6), provoca un avance del género de punto (3).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2007/000233.
Solicitante: EMITEC GESELLSCHAFT FUR EMISSIONSTECHNOLOGIE MBH.
Nacionalidad solicitante: Alemania.
Dirección: HAUPTSTRASSE 128 53797 LOHMAR ALEMANIA.
Inventor/es: HAESEMANN,GOTTFRIED,WILHELM.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K11/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › Soldadura por resistencia; Seccionamiento por calentamiento por resistencia.
- F01N3/022 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F01 MAQUINAS O MOTORES EN GENERAL; PLANTAS MOTRICES EN GENERAL; MAQUINAS DE VAPOR. › F01N SILENCIADORES O DISPOSITIVOS DE ESCAPE PARA MAQUINAS O MOTORES EN GENERAL; SILENCIADORES O DISPOSITIVOS DE ESCAPE PARA MOTORES DE COMBUSTION INTERNA (disposiciones de conjuntos de propulsión relativas al escape de gases B60K 13/00; silenciadores de admisión de aire especialmente adaptados para motores de combustión interna, o con dispositivos para estos motores F02M 35/00; protección contra ruidos en general o amortiguamiento de los mismos G10K 11/16). › F01N 3/00 Silenciadores o aparatos de escape que incluyen medios para purificar, volver inofensivos o cualquier otro tratamiento de los gases de escape (control eléctrico F01N 9/00; dispositivos de control o diagnóstico para los aparatos de tratamiento de gases de escape F01N 11/00). › caracterizados por estructuras filtrantes especialmente adaptadas, p. ej. en forma de panal, de malla o fibrosas.
PDF original: ES-2426923_T3.pdf
Fragmento de la descripción:
Soldadura discontinua de fibras metálicas La presente invención se refiere a un dispositivo y a un procedimiento para la soldadura de fibras metálicas para formar un tejido de punto con una anchura predeterminada. Tales tejidos de punto metálicos se emplean con preferencia en el campo del tratamiento posterior de gases de escape, por ejemplo como material de filtro o material de amortiguación.
Se conoce a partir del documento WO 2004/039580 A1 un procedimiento para la fabricación de un compuesto metálicos poroso en forma de placa, Allí se propone que las fibras metálicas sean prensadas y soldadas entre sí en una etapa de trabajo. Para la realización del procedimiento de soldadura se introducen las fibras metálicas en un dispositivo de soldadura previsto para ello. Para la soldadura de las fibras se dispone un montón de fibras metálicas entre electrodos configurados planos, que preparan una fuerza de prensado suficiente para la soldadura con relación al montón. Como procedimiento de soldadura se propone un procedimiento de soldadura por impulsos, con preferencia el procedimiento de soldadura por impulsos de condensador.
El procedimiento de soldadura conocido para la fabricación de tales telas no tejidas metálicas ha dado, en efecto, buen resultado, pero precisamente con respecto a la fabricación en serie existe, en parte, el peligro de que las condiciones de soldadura no se puedan mantener de una manera uniforme sobre toda la anchura, de manera que la tela no tejida puede presentar en último término oscilaciones no deseadas con respecto a determinados valores característicos de material.
En el documento US 5.679.441 A se describe un proceso de soldadura continuo, que no permite ejercer ninguna influencia sobre oscilaciones no deseadas con respecto a determinados valores característicos del material. La publicación se refiere a un procedimiento continuo para la sinterización de un género de punto de alambres metálicos sobre una red no tejida de fibras metálicas para formar un compuesto. Esto se consigue a través de la utilización de una pareja de electrodos de rodillos. Estos rodillos se extienden en una sola pieza sobre toda la anchura a sinterizar del compuesto. De esta manera no es posible un control separado de los parámetros de soldadura sobre la anchura del compuesto.
En el documento DE 103 57 693 A1 se describe un procedimiento discontinuo, en el que con un único electrodo se suelda un tejido. En este caso, el electrodo se posiciona en varias etapas sucesivas en el plano de desplazamiento, para soldar de esta manera tejido de superficie grande. Esta publicación describe un procedimiento con una sola pareja de electrodos de una sola pieza (de superficie grande) . De esta manera, el dispositivo descrito y el procedimiento mostrado allí no permiten ejercer ninguna influencia sobre oscilaciones no deseadas con respecto a determinados valores característicos del material. De la misma manera, este procedimiento es relativamente lento en virtud de la pluralidad de los movimientos de desplazamiento.
El cometido de la presente invención es solucionar, al menos en parte, los problemas técnicos descritos con relación al estado de la técnica. En particular, debe indicarse un dispositivo, que garantiza la fabricación de géneros de punto de fibras metálicos de alta calidad también en el marco de la fabricación en serie. El dispositivo debe estar constituido, además, de forma sencilla y posibilitar una velocidad de soldadura alta.
Estos cometidos se solucionan con un dispositivo de acuerdo con las características de la reivindicación 1 de la patente así como con un procedimiento, como se describe con las características de la reivindicación 10 de la patente. Otras configuraciones ventajosas se indican en las reivindicaciones de patente formuladas en cada caso de forma independiente.
El dispositivo de acuerdo con la invención para la soldadura de fibras metálicas para formar un género de punto con una anchura predeterminada comprende:
-una pluralidad de parejas de electrodos de soldadura dispuestos distribuidos sobre la anchura, cubriendo conjuntamente toda la anchura (4) ,
-al menos una disposición de carrera, que provoca un movimiento relativo de al menos un electrodo de soldadura de una pareja de electrodos de soldadura,
-al menos un control de soldadura, que alimenta una corriente de soldadura en función de un contacto de una pareja de electrodos de soldadura con las fibras metálicas, y
-un control de avance para el movimiento del género de punto que, en función del estado de la al menos una disposición de carrera, provoca un avance del género de punto
Con respecto a las parejas de electrodos de soldadura hay que indicar que éstas están dispuestas de tal forma que cubren conjuntamente toda la anchura del género de punto o bien el compuesto ahuecado de fibras metálica (dado el caso, con la excepción de una zona marginal estrecha que debe procesar se posteriormente) . A tal fin, las parejas
de electrodos de soldadura puede estar dispuestas con preferencia alineadas, pero esto no es forzosamente necesario, de manera de también es posible una disposición desplazada en la dirección de avance del género de punto de las parejas de electrodos de soldadura.
Por medio de la disposición de carrera se realiza ahora un movimiento relativo al menos de un electrodo de soldadura, con lo que se entiende especialmente que uno de los dos electrodos de soldadura no se mueve durante el proceso de soldadura. Como tal electrodo de soldadura en reposo está realizado con preferencia el electrodo de soldadura que está dispuesto debajo del compuesto. En relación con ello, el electrodo de soldadura dispuesto arriba puede realizar un movimiento de carrera, de manera que con la posición articulada, en la que los electrodos de soldadura tienen la distancia mínima entre sí, tiene lugar la compresión y la soldadura de las fibras metálicas.
En principio, es posible que cada pareja de electrodos de soldadura se activada de manera independiente de la otra por medio de la dispositivo de carrera, debiendo tenerse en cuenta aquí, en determinadas circunstancias, tiempos de proceso más prolongados. No obstante, es muy especialmente preferida una configuración, en la que por medio de la disposición de carrera todas las parejas de electrodos de soldadura se mueven al mismo tiempo o bien en paralelo entre sí. En este caso, se prefiere, además, que cada pareja de electrodos de soldadura esté equipada con un transformador propio, para garantizar un proceso de soldadura todavía mejor controlable y reproducible.
Para la realización del proceso de soldadura, de manera más ventajosa, cada pareja de electrodos de soldadura presenta una alimentación de corriente separada o bien incluso una fuente de corriente propia. Éstas se pueden controlar a través de un control de soldadura común, pero también es posible que para cada pareja de electrodos de soldadura esté previsto un control de soldadura separado. El control de soldadura tiene especialmente la función de alimentar con corriente solamente el electrodo de soldadura que está en contacto con el género de punto de fibras.
El control de avance sirve para una alimentación discontinua del género de punto, de tal manera que el género de punto descansa durante el proceso de soldadura propiamente dicho y es transportado hacia delante en las fases intermedias en un recorrido de avance definido.
De acuerdo con un desarrollo del dispositivo, las parejas de electrodos de soldadura tienen una zona angular de 2 cm2 a 10 cm2. Se prefiere que todas las parejas de electrodos de soldadura presenten la misma zona de actuación. De manera muy especialmente preferida, la zona de actuación está en el orden de magnitud de 3 cm2 a 6 cm2. En este caso, la zona de actuación de una pareja de electrodos de soldadura se extiende en la dirección de la anchura del género de punto con preferencia sobre aproximadamente 2 cm a 3 cm.
Además, se propone también que la disposición de carrera mueva en común todas las parejas de electrodos de soldadura. En este caso, se prefiere especialmente que la disposición de carrera represente un accionamiento de excéntrica. Con una disposición de carrera de este tipo se puede realizar, por ejemplo, a modo de un árbol de levas, un movimiento relativo de las parejas de electrodos de soldadura individuales entre sí con una frecuencia alta y una guía exacta.
Muy especialmente preferida es la configuración del dispositivo, en la que el control de soldadura comprende, respectivamente, un transformador y un convertidor controlado por frecuencia que, se puede adaptar al movimiento de la disposición de carrera. En el convertidor controlado por frecuencia... [Seguir leyendo]
Reivindicaciones:
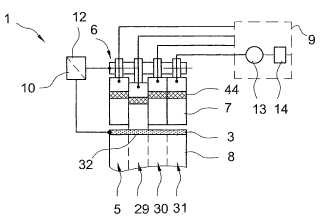
1. Dispositivo (1) para la soldadura de fibras metálicas (2) para formar un género de punto (3) con una anchura (4) predeterminada, que comprende:
- una pluralidad de parejas de electrodos de soldadura (5) dispuestos distribuidos sobre la anchura (4) , cubriendo conjuntamente toda la anchura (4) , a través de las cuales se pueden conducir las fibras metálicas (2) ,
- al menos una disposición de carrera (6) , que provoca un movimiento relativo de al menos un electrodo de soldadura (7) de una pareja de electrodos de soldadura (5) ,
- al menos un control de soldadura (9) , que alimenta una corriente de soldadura en función de un contacto de una pareja de electrodos de soldadura (5) con las fibras metálicas (2) , y
- un control de avance (10) para el movimiento del género de punto (3) que, en función del estado de la al menos una disposición de carrera (6) , provoca un avance del género de punto (3) .
2. Dispositivo (1) de acuerdo con la reivindicación 1, caracterizado por que las parejas de electrodos de soldadura (5) tienen una zona de actuación (11) de 2 a 10 cm2.
3. Dispositivo (1) de acuerdo con la reivindicación 1 ó 2, caracterizado por que la disposición de carrera (6) mueve en común todas las parejas de electrodos de soldadura (5) .
4. Dispositivo (1) de acuerdo con una de las reivindicaciones anteriores, caracterizado por que la disposición de carrera (6) es un accionamiento de excéntrica (12) .
5. Dispositivo (1) de acuerdo con una de las reivindicaciones anteriores, caracterizado por que el control de soldadura (9) comprende, respectivamente, un transformador (13) y un convertidor (14) controlado por frecuencia, que se puede sincronizar con el movimiento de la disposición de carrera (6) .
6. Dispositivo (1) de acuerdo con una de las reivindicaciones anteriores, caracterizado por que están previstos medios para la realización de al menos 300 carreras de un electrodo de soldadura (7) por minuto.
7. Dispositivo (1) de acuerdo con una de las reivindicaciones anteriores, caracterizado por que la pareja de electrodos de soldadura (5) presenta una refrigeración (15) .
8. Dispositivo (1) de acuerdo con una de las reivindicaciones anteriores, caracterizado por que está prevista una instalación de detección de la posición (16) antepuesta, con la que se puede al menos verificar y regular la posición de las fibras metálicas (2) con relación al dispositivo (1) .
9. Dispositivo (1) de acuerdo con una de las reivindicaciones anteriores, caracterizado por que a continuación del dispositivo (1) está conectada una instalación de costura (17) , que al menos compacta o suelda una zona marginal
(18) del género de punto (3) .
10. Procedimiento para la soldadura de fibras metálicas (2) para formar un tejido de punto (3) con una anchura (4) predeterminada, en el que el procedimiento se realiza con un dispositivo (1) de acuerdo con una de las reivindicaciones anteriores y que comprende al menos las siguientes etapas:
a) alimentación de un compuesto (19) de fibras metálicas (2) hacia un dispositivo (1) para la soldadura de las fibras (2) para formar un género de punto (3) ,
b) soldadura separada de varias secciones parciales (20) del compuesto (19) en un intervalo de tiempo, en el que el compuesto (19) descansa.
11. Procedimiento de acuerdo con la reivindicación 10, caracterizado por que la etapa b) comprende un proceso de soldadura en una sección parcial (20) individual inferior a 4 milisegundos.
12. Procedimiento de acuerdo con la reivindicación 10 u 11, caracterizado por que la etapa b) se realiza con una velocidad de repetición de al menos 300 procesos de soldadura por minuto.
13. Procedimiento de acuerdo con una de las reivindicaciones 10 a 12, caracterizado por que los procesos de soldadura individuales son realizados con al menos uno de los siguientes parámetros:
- con una presión de prensado de los electrodos de soldadura en el intervalo de 5.000 a 50.000 N/cm2,
- con una corriente de soldadura en el intervalo de 300 a 1.200 amperios,
-con una potencia de soldadura en el intervalo de 500 a 20.000 vatios.
14. Procedimiento de acuerdo con una de las reivindicaciones 10 a 13, caracterizado por que la etapa a) se realiza con un avance medio (24) de al menos 3 metros por minuto.
15. Procedimiento de acuerdo con una de las reivindicaciones 10 a 14, caracterizado por que el compuesto (19) es alineado antes de la etapa a) con relación al dispositivo (1) para la soldadura.
16. Procedimiento de acuerdo con una de las reivindicaciones 10 a 15, caracterizado por que el género de punto (3)
es alimentado después de la etapa b) a la instalación de costura (17) , siendo ajustado una anchura (4) predeterminada del género de punto (3) . 17. Procedimiento de acuerdo con una de las reivindicaciones 10 a 16, caracterizado por que el género de punto (3)
es generado con al menos una de las siguientes propiedades: -fibras (2) con un diámetro hidráulico de las fibras (25) de 10 a 100 !m, -fibras (2) con una relación entre longitud de las fibras (26) y diámetro hidráulico de las fibras (25) de 50 a 5000, -fibras (2) con una varianza del diámetro de las fibras (25) de máximo 50 %,
-anchura (4) del género de punto (3) de 5 a 500 mm, -altura (27) del género de punto (3) de 0, 1 a 10 mm, -peso específico del género de punto (3) de 100 a 5000 g/m2, -incremento de la resistencia desde el compuesto (19) hacia el género de punto (3) de al menos 3, -porosidad del género de punto de 50 a 85 %.
Patentes similares o relacionadas:
Catalizadores diésel de cuatro vías y métodos de uso, del 12 de Febrero de 2019, de BASF CORPORATION: Un artículo catalizador que comprende un filtro de flujo de pared que tiene una pluralidad de pasajes que se extienden longitudinalmente formados por […]
Filtro para motores de combustión interna, del 27 de Diciembre de 2017, de UFI Innovation Center S.r.l: Filtro para motores de combustión interna, que comprende una carcasa externa rígida provista de por lo menos una entrada para un fluido que se va a filtrar […]
Filtro de hollín catalizado de presión compensada, del 15 de Noviembre de 2017, de BASF CORPORATION: Un artículo de escape que comprende: un sustrato de flujo de pared que comprende un extremo de entrada, un extremo de salida, que tiene una longitud que se extiende entre […]
Sustratos de filtro parcial que contienen catalizadores de SCR y sistemas de tratamiento de emisiones y métodos de tratamiento de gases de escape de motores, del 14 de Junio de 2017, de BASF CORPORATION: Artículo catalítico para su uso en un sistema para tratar una corriente de gas de escape de motor que contiene una concentración de NOx inicial […]
Estructura de panal, del 30 de Noviembre de 2016, de SUMITOMO CHEMICAL CO., LTD: Una estructura de panal columnar que se extiende a lo largo de un eje central (CL), incluyendo: una primera superficie de extremo (10a, 20a) y una segunda […]
 Filtro de panal y método de producción del mismo, del 26 de Octubre de 2016, de SUMITOMO CHEMICAL COMPANY, LIMITED: Un filtro de panal que comprende una pared divisoria que forma una pluralidad de canales de flujo que están mutuamente en paralelo y un catalizador […]
Filtro de panal y método de producción del mismo, del 26 de Octubre de 2016, de SUMITOMO CHEMICAL COMPANY, LIMITED: Un filtro de panal que comprende una pared divisoria que forma una pluralidad de canales de flujo que están mutuamente en paralelo y un catalizador […]
Dispositivo de filtración de partículas, del 28 de Mayo de 2014, de VOLVO TECHNOLOGY CORPORATION: Dispositivo de filtración de partículas que comprende un filtro con un lado de entrada de alimentación para un gas de alimentación y una salida de material filtrado […]
PROCEDIMIENTO Y DISPOSITIVO PARA SOLDAR FIBRAS METÁLICAS FORMANDO UN VELO POR REALIZACIONES REPETIDAS DE UN PROCESO DE SOLDADURA; CUERPO DE NIDO DE ABEJA CON VELOS QUE COMPRENDEN FIBRAS METÁLICAS CURZADAS SOLDADAS, del 18 de Noviembre de 2011, de EMITEC GESELLSCHAFT FUR EMISSIONSTECHNOLOGIE MBH: Procedimiento para fabricar un velo de fibras metálicas , que comprende al menos los pasos siguientes: a) formación de una capa con fibras […]