BANDA DE MATERIAL ESTRUCTURADA CON UNA ESTRUCTURACIÓN POLIDIMENSIONAL Y PROCEDIMIENTO DE FABRICACIÓN.
Procedimiento para la fabricación de una banda de material estructurada de un material de banda,
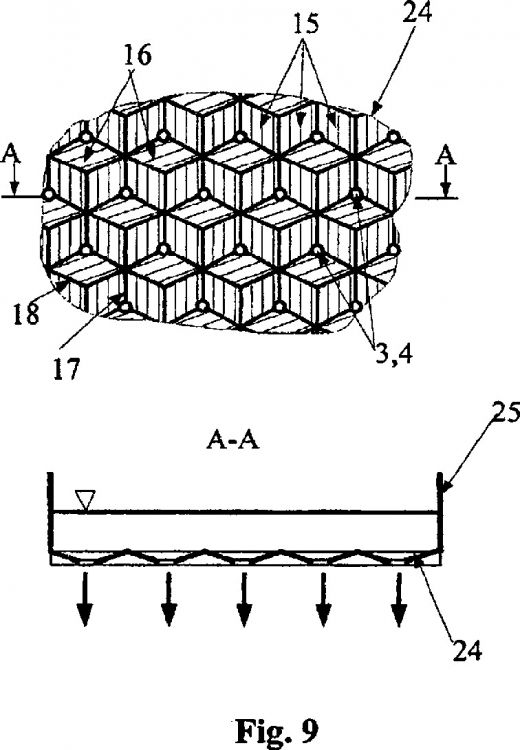
en el que el procedimiento comprende las siguientes etapas: - preparación de un material de banda (1), - configuración de agujeros (3) en el material de banda (1), - realización de un proceso de estructuración primaria, en el que se fabrica una estructuración tridimensional del material de banda con cordones o pliegues (9, 10) así como estructuras en secciones superficiales incluidas por los cordones/pliegues (9, 10), a saber, cubetas (8) rodeadas por los pliegues (9, 10) en el caso de una estructura arqueada y cazoletas (21) rodeadas por los cordones (9, 10) en el caso de una estructura tridimensional de forma ondulada, y - realización de un proceso de estructuración secundaria, caracterizado porque durante la realización del proceso de estructuración secundaria, en el que se fabrica una estructuración tridimensional en forma de facetas del material de banda con superficies de facetas (15, 16) planas o sólo débilmente curvadas dispuestas en el espacio en las secciones de la superficie incluidas, las cubetas/cazoletas (8, 21) son impulsadas con presión sobre su lado convexo y son presionadas sobre su lado cóncavo contra elementos de apoyo (14) que confluyen en una punta de estrella, con lo que las cubetas (8)/cazoletas (21) son introducidas a presión entre los elementos de apoyo, en el que uno de los agujeros (3) está dispuesto, respectivamente, en un lugar característico (4), a saber, en el lugar más profundo (4) en cada una de las estructuras formadas como superficie de facetas (15, 16), en las secciones de superficies incluidas y en el que la sección de superficie incluida se forma en cada uno de los otros lugares de la sección de superficie incluida con una inclinación hacia el lugar característico
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/DE2007/002311.
Solicitante: DR. MIRTSCH GMBH.
Nacionalidad solicitante: Alemania.
Dirección: KREUZRITTERSTRASSE 31 13465 BERLIN ALEMANIA.
Inventor/es: MIRTSCH,SCHOKUFEH, MIRTSCH,MICHAEL.
Fecha de Publicación: .
Fecha Solicitud PCT: 21 de Diciembre de 2007.
Fecha Concesión Europea: 28 de Julio de 2010.
Clasificación Internacional de Patentes:
- B01D33/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B01 PROCEDIMIENTOS O APARATOS FISICOS O QUIMICOS EN GENERAL. › B01D SEPARACION (separación de sólidos por vía húmeda B03B, B03D, mesas o cribas neumáticas B03B, por vía seca B07; separación magnética o electrostática de materiales sólidos a partir de materiales sólidos o de fluidos, separación mediante campos eléctricos de alta tensión B03C; aparatos centrifugadores B04B; aparato de vórtice B04C; prensas en sí para exprimir los líquidos de las sustancias que los contienen B30B 9/02). › B01D 33/00 Filtros con elementos filtrantes móviles durante la filtración (filtros con sustancia filtrante no aglomerada móvil o fluidificada durante la filtración B01D 24/28 - B01D 24/36; centrifugadores B04B). › con bandas filtrantes o análogos soportados por cilindros impermeables para la filtración.
- B01D39/08 B01D […] › B01D 39/00 Sustancia filtrante para fluidos líquidos o gaseosos. › Tejidos filtrantes, es decir, material tejido, tricotado o entrelazado (metálico B01D 39/10).
- B01D39/10 B01D 39/00 […] › Tamices filtrantes esencialmente metálicos.
- B01J19/32 B01 […] › B01J PROCEDIMIENTOS QUÍMICOS O FÍSICOS, p. ej. CATÁLISIS O QUÍMICA DE LOS COLOIDES; APARATOS ADECUADOS. › B01J 19/00 Procedimientos químicos, físicos o físico-químicos en general; Aparatos apropiados. › Elementos de relleno en forma de rejilla o de elementos compuestos de varias piezas para formar una unidad o un módulo en el aparato de transferencia de calor o de materia.
- B21D13/04 B […] › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 13/00 Corrugado de chapa metálica, barras o perfiles, con superficie ondulada o sinuosa. › por laminado.
- D06F37/02 TEXTILES; PAPEL. › D06 TRATAMIENTO DE TEXTILES O SIMILARES; LAVANDERIA; MATERIALES FLEXIBLES NO PREVISTOS EN OTRO LUGAR. › D06F LAVANDERIA, SECADO, PLANCHADO, PRENSADO O PLEGADO DE ARTICULOS TEXTILES. › D06F 37/00 Partes constitutivas específicas de las máquinas de lavar cubiertas por los grupos D06F 21/00 - D06F 25/00. › Recipientes rotatorios, p. ej. tambores.
Clasificación PCT:
- B21D13/04 B21D 13/00 […] › por laminado.
- B21D31/02 B21D […] › B21D 31/00 Otros métodos de trabajo de las chapas, tubos o perfiles metálicos (deformación helicoidal de una de las superficies de los tubos por laminado B21H 3/00; forjado por recalcado B21J 5/08; estampado de motivos decorativos o marcas B44B 5/00). › Picado o perforado, p. ej. para hacer cribas.
- D06F37/02 D06F 37/00 […] › Recipientes rotatorios, p. ej. tambores.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
Fragmento de la descripción:
Banda de material estructurada con una estructuración polidimensional y procedimiento de fabricación.
La invención se refiere a un procedimiento para la fabricación de una banda de material estructurada con una estructuración polidimensional.
Antecedentes de la invención
En la industria y en el ámbito doméstico debe separarse con frecuencia partículas de sustancia sólida de medios fluidos, como gases o líquidos. Ejemplos de ellos son tambores centrifugadores, como por ejemplo un tambor de lavadora para la eliminación de agua de la ropa limpia. Ejemplos son, además, paredes de tamices y medios de filtro para discos, placas o tambores de filtración para la eliminación de partículas de sustancia sólida de medios líquidos, por ejemplo agua o aceite, o de medios gaseosos, por ejemplo gases de la combustión, aire climatizado, gases industriales contaminados o aire comprimido. En este caso, la mayoría de las veces debe conseguir la mayor separación posible del medio líquido o gaseoso de la sustancia sólida. Para conseguir un alto grado de separación, son necesarias fuerzas de compresión o de aceleración, que comprimen el medio líquido o gaseoso con preferencia a través de una pared de separación permeable, por ejemplo taladrada o perforada o de malla fina, por ejemplo en forma de un soporte de filtro o de un medio de filtro. Estas fuerzas de compresión y de aceleración son necesarias para acelerar el medio, para superar las fuerzas de fricción entre el fluido, las partículas de sustancia sólida y la pared y para conducir el fluido a través de la pared de separación, sobre la que se pueden depositar las partículas de sustancia sólida como una torta de filtración. Con el mismo grado de separación de las sustancias sólidas del fluido, la magnitud de estas fuerzas de compresión o bien de aceleración necesarias se determina esencialmente a través de la forma geométrica de la pared y de la disposición de los agujeros en la pared de separación.
A este respecto es un inconveniente especialmente que las altas fuerzas de aceleración y de compresión cargan mecánicamente la pared permeable, como soporte de filtro y medio de filtro, y, además, deben generarse de manera costosa en energía.
Además, especialmente en la industria química, en la industria farmacéutica y en la industria del vidrio deben distribuirse o bien dosificarse fluidos. Esto debe realizarse a ser posible con medios sencillos.
Además, con frecuencia por razones técnicas de reacción o por razones técnicas de procedimiento, el tiempo de residencia de los fluidos en el equipo debe ser lo más uniforme posible. Por lo tanto, deben evitarse, en cuanto sea posible, regiones de agua muerta y el estancamiento local de fluidos.
Estas relaciones complejas se explican en detalle en el ejemplo de un tambor de lavadora y de una pared de separación para un filtro.
Los inconvenientes debidos a altas fuerzas de compresión y de aceleración se manifiestan en un tambor de lavadora especialmente en que la ropa durante la centrifugación es presionada en los agujeros de la pared del tambor. Así, por ejemplo, se producen abolladuras no deseadas en forma de motas en la ropa centrifugada y, además, partículas de fibras pequeñas, que llegan a través de los agujeros al depósito de lejía y desde allí al tamiz. Esto es especialmente indeseable en la ropa de textil filo. Para no cargar demasiado la ropa, no se retira, por lo tanto, con frecuencia la lejía de lavado de la ropa limpia durante el centrifugado, en la medida que sea posible desde el punto de vista técnico. La humedad residual de la ropa centrifugada se retira entonces posteriormente, en general, a continuación a través de secado costoso de energía.
Se conoce a partir del documento DE 10 2005 026 175 Al un tambor para máquinas de tratamiento de ropa, que está equipado estampaciones elípticas, que apuntan en la dirección del interior del tambor. Puesto que con la ayuda de una forma elíptica o redonda circular de estas estampaciones no se puede ocupar totalmente desde el punto de vista geométrico una superficie de pared lisa o una superficie envolvente cilíndrica, permanece siempre una zona de la pared lisa originalmente no estructurada o bien de la envolvente cilíndrica, que no es detectada por las estampaciones elípticas o redondas circulares. En esta zona no estructurada del tambor, que está más alejada en dirección radial desde el eje del tambor, están dispuestos los taladros para la salida de lejía, mencionados a continuación como agujeros de inundación. De esta manera, aparece en la zona de los agujeros de inundación, con el mismo número de revoluciones de centrifugación del tambor, la máxima fuerza centrífuga para la eliminación de la lejía fuera del tambor de lavar. En este caso, es poco satisfactorio que la circulación de la lejía en esta zona no estructurada de la pared del tambor, en la que están dispuestos también los agujeros de inundación, no encuentra ninguna inclinación geométrica perpendicularmente a la pared del tambor. De esta manera no existe todavía ninguna pendiente geométrica, que favorezca una salida acelerada de la lejía hacia los agujeros de inundación. Solamente existe una pendiente de la circulación geométrica radial en las zonas de la pared de las estampaciones, pero no en la zona de la pared exterior del tambor, donde están dispuestos los agujeros de inundación.
Se conoce a partir del documento DE 19954027 A1 un dispositivo para la fabricación de una envolvente de un tambor de lavadora, que está provisto con una estructura de panal de abejas hexagonal.
Con la ayuda de esta superficie en forma de panal de abejas se conduce el líquido de lavar, que circula a lo largo de la pared del tambor, suavemente en vaivén en las estructuras arqueadas de panal de abejas. De esta manera se realiza una turbulencia ventajosa de la circulación. Las estructuras de panal de abejas poseen aproximadamente el contorno de las estructuras arqueadas (EP 0693008), de manera que las cavidades dirigidas hacia el interior del tambor están engastadas, respectivamente, por pliegues y de esta manera ocupan totalmente la superficie envolvente del tambor. Los agujeros de inundación están dispuestos en este caso en las puntas de estrella de los pliegues hexagonales. De esta manera resulta una mejora, en comparación con el documento DE 10 2005 026 175 A1, porque los agujeros de inundación del documento DE 19954027 A1 no están dispuestos sobre una superficie lisa, unitaria, cilíndrica, sino solamente sobre una superficie estrecha, aproximadamente de forma lineal de los pliegues. De esta manera se mejora en el tambor del documento DE 19954027 A1 la salida de la lejía durante la centrifugación frente al tambor del documento DE 10 2005 026 175 A1. No obstante, esta disposición geométrica de los pliegues y de los taladros de inundación en el documento DE 19954027 A1 no es todavía satisfactoria, porque para el líquido de lejía a eliminar durante la centrifugación no existe en la zona de los pliegues ninguna pendiente radial para la circulación desde los pliegues hacia los agujeros de inundación. Puesto que la lejía de lavar no se puede separar de este modo todavía de la mejor forma posible de la ropa, se elimina la humedad residual de la ropa, en general, a través de secado térmico costoso de energía en la secadora de ropa.
En el caso de una pared de separación para discos, placas o tambores de filtro así como para centrífugas para la eliminación de partículas de sustancia sólida de medios líquidos, como agua o aceite, o de medios gaseosos, como gases de la combustión, gases industriales contaminados o aire comprimido, por ejemplo, una pared de tamiz tiene que absorber las fuerzas de compresión necesarias durante la filtración. La pared de separación para un filtro está constituida con frecuencia por un soporte de filtro y por el medio de filtro, especialmente rejilla de malla estrecha, fibras mixtas, fibras sintéticas, fibras de vidrio, espumas. El soporte de filtro tiene el cometido de recibir el medio de filtro habitualmente blando y fino y de absorber las fuerzas de compresión. Estas fuerzas de compresión se producen especialmente porque el fluido a separar de las partículas de sustancia sólida debe ser comprimido a través del medio de filtro y la torta de filtro que se forma encima. Estas fuerzas de compresión requieren una estabilidad dimensional de la pared de tamiz o bien del soporte de filtro, que se favorece a través de un número reducido de agujeros en la pared de tamiz o bien en el soporte de filtro. El problema consiste ahora en que en la zona de la...
Reivindicaciones:
1. Procedimiento para la fabricación de una banda de material estructurada de un material de banda, en el que el procedimiento comprende las siguientes etapas:
caracterizado porque durante la realización del proceso de estructuración secundaria, en el que se fabrica una estructuración tridimensional en forma de facetas del material de banda con superficies de facetas (15, 16) planas o sólo débilmente curvadas dispuestas en el espacio en las secciones de la superficie incluidas, las cubetas/cazoletas (8, 21) son impulsadas con presión sobre su lado convexo y son presionadas sobre su lado cóncavo contra elementos de apoyo (14) que confluyen en una punta de estrella, con lo que las cubetas (8)/cazoletas (21) son introducidas a presión entre los elementos de apoyo, en el que uno de los agujeros (3) está dispuesto, respectivamente, en un lugar característico (4), a saber, en el lugar más profundo (4) en cada una de las estructuras formadas como superficie de facetas (15, 16), en las secciones de superficies incluidas y en el que la sección de superficie incluida se forma en cada uno de los otros lugares de la sección de superficie incluida con una inclinación hacia el lugar característico.
2. Procedimiento de acuerdo con la reivindicación 1, caracterizado porque la estructuración tridimensional del material de banda se fabrica en el proceso de estructuración primaria por medio de una autoorganización controlada.
3. Procedimiento de acuerdo con la reivindicación 1 ó 2, caracterizado porque las cubetas (8)/cazoletas (21) son impulsadas con presión sobre su lado convexo con un cilindro de presión elástico (5) o a través de un medio de actuación fluídica.
4. Procedimiento de acuerdo con al menos una de las reivindicaciones anteriores, caracterizado porque las superficies de facetas (15, 16) se configuran con una forma piramidal.
5. Procedimiento de acuerdo con la reivindicación 4, caracterizado porque se realiza elevada una punta de la pirámide (4).
6. Procedimiento de acuerdo con al menos una de las reivindicaciones anteriores, caracterizado porque las superficies de facetas (15, 16) son equipadas, respectivamente, con varios agujeros (3).
7. Procedimiento de acuerdo con al menos una de las reivindicaciones anteriores, caracterizado porque el material de banda (1) fabricado con la estructuración tridimensional en forma de facetas se dobla en una forma de tambor (19, 20), de tal manera que los agujeros (3) están dispuestos en el lugar característico (4) de las superficies de facetas (15, 16) en común en el radio exterior o en el radio interior de la forma de tambor (19, 20).
8. Procedimiento de acuerdo con al menos una de las reivindicaciones anteriores, caracterizado porque el material de banda (1) fabricado con la estructuración tridimensional en forma de facetas se transforma libre de pandeo en una forma curvada.
9. Procedimiento de acuerdo con al menos una de las reivindicaciones anteriores, caracterizado porque el material de banda se prepara como un material de rejilla de malla, de tejido o textil.
10. Procedimiento de acuerdo con al menos una de las reivindicaciones anteriores, caracterizado porque el material de banda se fabrica como un material seleccionado a partir del grupo siguiente de materiales; material de fibra metálica, de fibra de plástico, de fibra natural, de fibra de carbono, de fibra de vidrio, de cartón o papel.
11. Procedimiento de acuerdo con al menos una de las reivindicaciones anteriores, caracterizado porque sobre la superficie del material de banda se forma una capa antiadherente o una superficie antiadherente, especialmente a modo de un efecto Lotus, en el que esto se realiza antes o después de la configuración de los agujeros o antes o después de la estructuración tridimensional.
12. Utilización de un procedimiento de acuerdo con al menos una de las reivindicaciones anteriores para la fabricación de una banda de metal estructurada como pared de un tambor de una máquina de tratamiento de ropa.
13. Utilización de un procedimiento de acuerdo con al menos una de las reivindicaciones 1 a 11 para la fabricación de una banda de metal estructurada como una pared de tamiz plana o curvada, por ejemplo para la fabricación de papel y cartón o un soporte de filtro.
14. Utilización de un procedimiento de acuerdo con al menos una de las reivindicaciones 1 a 11 para la fabricación de una banda de metal estructurada como un medio de filtro (23) plano o curvado.
15. Utilización de un procedimiento de acuerdo con al menos una de las reivindicaciones 1 a 11 para la fabricación de una banda de metal estructurada para un elemento de válvula, especialmente para la fabricación de fibra de vidrio.
16. Utilización de un procedimiento de acuerdo con al menos una de las reivindicaciones 1 a 11 para la fabricación de una banda de metal estructurada para un dispositivo dosificador, especialmente para medios fluidos.
Patentes similares o relacionadas:
Procedimiento de craqueo catalítico para el tratamiento de una fracción con bajo contenido de carbono Conradson, del 17 de Julio de 2019, de Total Raffinage France: Procedimiento de craqueo catalítico en lecho fluidizado de una baja carga de coquización de carbono Conradson menor o igual al 0,1 % en peso […]
Módulo de relleno estructurado para columna de transferencia de masa y proceso que lo utiliza, del 24 de Mayo de 2019, de KOCH-GLITSCH, LP: Un módulo de relleno estructurado que comprende: una pluralidad de placas verticales, que se extienden en paralelo, que tienen corrugaciones, caracterizado por […]
Columna de destilación, del 10 de Enero de 2018, de L'AIR LIQUIDE, SOCIETE ANONYME POUR L'ETUDE ET L'EXPLOITATION DES PROCEDES GEORGES CLAUDE: Columna de destilación que comprende al menos un módulo de empaquetamiento corrugado en cruzado que comprende una pluralidad de tiras con sus orientaciones de […]
Empaquetados y cuerpos de relleno para el intercambio térmico y de sustancias, del 20 de Diciembre de 2017, de BASF SE: Cuerpos de relleno o empaquetados para el intercambio térmico y de sustancias en materiales metálicos, donde el material de partida se compone de distintas capas […]
Contactor para columna de intercambio constituido por una disposición de rellenos estructurados, del 30 de Agosto de 2017, de IFP ENERGIES NOUVELLES: Contactor para columna de intercambio de calor y/o de materia entre dos fluidos, comprendiendo dicho contactor al menos una capa de relleno constituida por una […]
Procedimiento de intercambio de materia y relleno estructurado para una carga de líquido pequeña, del 3 de Mayo de 2017, de SULZER CHEMTECH AG: Procedimiento de intercambio de materia, que comprende las etapas: suministrar un primer fluido y un segundo fluido a un aparato de intercambio de materia, en donde […]
Procedimiento y dispositivo de producción de ácido polifosfórico, del 5 de Abril de 2017, de PRAYON TECHNOLOGIES: Procedimiento de producción de ácido polifosfórico a partir de soluciones de ácido ortofosfórico, que comprende: a) una combustión de un […]
Reactor para oxidaciones parciales con módulos de placas de chapa térmica, del 19 de Octubre de 2016, de BASF SE: Reactor para oxidaciones parciales de una mezcla de reacción fluida en presencia de un catalizador heterogéneo en forma de partículas, con - uno o varios módulos […]