PROCEDIMIENTO Y PROGRAMA DE ORDENADOR PARA CONTROLAR UN PROCESO DE LAMINACION.
Procedimiento para controlar un proceso de laminación en el que una banda de metal (100) es laminada plana con ayuda de,
al menos, un cilindro de laminación (200) y que comprende: detección de la posición relativa (N) del punto neutral en una curva de contacto entre la banda de metal (100) y el cilindro de laminación (200); y en caso de necesidad estabilización del proceso de laminación de acuerdo a la posición sigma (N) del punto neutral para lo cual se interviene con medidas adecuadas en el proceso de laminación; caracterizado porque la magnitud de la tensión de fluencia plana k e de la banda de metal y la magnitud de la presión hidrostática p N H en el punto neutral son estimadas como parámetros de proceso que no se pueden medir directamente, en cada caso con ayuda de un modelo matemático para el proceso de laminación individual sobre la base de un primer y una segundo grupo de parámetros de proceso medibles, con lo que el primer grupo comprende los parámetros avance fslip, espesor de entrada de la banda hE, espesor de salida de la banda hA y tensión de salida de la banda sigmaA de la banda de metal (100) y el segundo grupo comprende la tensión de entrada de la banda sigma E, la fuerza de laminación F, el ancho de la banda b, el radio R 0 del cilindro de laminación y el módulo de elasticidad plano E* R del cilindro de laminación; y la posición relativa sigma (N) del punto neutral es calculado sobre la base de las magnitudes estimadas para la tensión de fluencia plana ke y la hidrostática pN H , sobre la base del primer grupo de parámetros de proceso medibles así como sobre la base del módulo de elasticidad plano E* de la banda de metal y de la compresibilidad K de la banda de metal
Tipo: Resumen de patente/invención. Número de Solicitud: W06011486EP.
Solicitante: SMS SIEMAG AG.
Nacionalidad solicitante: Alemania.
Dirección: EDUARD-SCHLOEMANN-STRASSE 4,40237 DUSSELDORF.
Inventor/es: PAWELSKI, HARTMUT.
Fecha de Publicación: .
Fecha Concesión Europea: 21 de Octubre de 2009.
Clasificación Internacional de Patentes:
- B21B37/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04). › Dispositivos de control o métodos especialmente adaptados al laminado o a los productos obtenidos por laminado (métodos o dispositivos de medida especialmente adaptados al laminado de metales B21B 38/00).
Clasificación PCT:
- B21B37/00 B21B […] › Dispositivos de control o métodos especialmente adaptados al laminado o a los productos obtenidos por laminado (métodos o dispositivos de medida especialmente adaptados al laminado de metales B21B 38/00).
Fragmento de la descripción:
Procedimiento y programa de ordenador para controlar un proceso de laminación.
La presente invención hace referencia a un procedimiento y un programa de ordenador para controlar un proceso de laminación en el que una banda de metal es laminada plana con ayuda de, al menos, dos cilindros de laminación. La presente invención hace referencia básicamente a todos los tipos de procesos de laminación, como por ejemplo laminación en frío, laminación en caliente o laminación de acabado; pero sin embargo se aplica preferentemente en procesos de laminación en frío.
En el estado actual del arte, por ejemplo de la solicitud japonesa de patente JP 55061309 A, se conoce básicamente un procedimiento de este tipo. Allí se describe que la estabilidad del proceso de laminación depende de la correspondiente posición de un, así llamado, punto neutral. En ese caso, el punto neutral representa aquella posición en el perímetro de un cilindro de trabajo, en la que la velocidad perimetral del cilindro de trabajo coincide con la velocidad del material laminado. Para garantizar la estabilidad del proceso de laminación, la mencionada solicitud japonesa de patente explica cómo regular la tensión de la banda de manera tal, que la posición del punto neutral se encuentre siempre dentro de una curva de contacto entre el cilindro de laminación y el material laminado.
El cálculo de la posición del punto neutral es trivial sólo para un material plástico ideal y puede ser determinado para este tipo de materiales a partir de parámetros medibles del proceso de laminación. Por ello, la utilización de la posición (relativa) del punto neutral, calculada tradicionalmente, como criterio para la estabilidad de un proceso de laminación sólo es posible de manera limitada en el caso de un material plástico no ideal, es decir especialmente en el caso de un material elástico plástico, como por ejemplo en el caso de metales reales. El motivo de ello es que con ayuda de parámetros de laminación tradicionales, la posición (relativa) del punto neutral para procesos de laminación de metales reales sólo puede ser determinada de manera poco precisa.
Tomando como punto de partida este estado actual de la técnica es objeto de la presente invención mejorar un procedimiento y un programa de ordenador conocidos para controlar un proceso de laminación de acuerdo a la posición relativa del punto neutral entre un cilindro de laminación y una banda de metal a laminar, considerando el comportamiento real de la banda de metal durante el proceso de laminación.
Conforme a la invención, este objeto es resuelto a través del procedimiento solicitado en la reivindicación 1.
Con la consideración de la tensión de fluencia plana de la banda de metal y la magnitud de la presión hidrostática en el punto neutral, la posición relativa del punto neutral puede ser calculado de forma más precisa, es decir de manera más real y exacta, que en el pasado. Esto es válido especialmente, porque considerando la presión hidrostática, la compresión de volumen de la banda de metal durante el proceso de laminación se incluye en el cálculo de la posición del punto neutral. Además se considera la recuperación elástica de la banda después de atravesar la posición más estrecha de la abertura entre cilindros. Esta consideración es especialmente importante para valores de cero del parámetro del avance. La información más real, que es posible conforme a la invención, hace posible que un dispositivo de control o un operador que observa o controla el proceso de laminación, intervenga de forma más rápida y eficiente en el proceso de laminación para garantizar su estabilidad.
Ya que los parámetros tensión de fluencia plana y presión hidrostática en el punto neutral son necesarios para el cálculo preciso de la posición relativa del punto neutral, pero no se pueden medir simplemente como parámetros de medición durante el proceso de laminación, conforme a la invención son simulados y, preferentemente, calculados en tiempo real con ayuda de un modelo matemático que se puede adaptar individualmente a cada proceso de laminación individual para estar a disposición a tiempo para el cálculo de la posición real del punto neutral. De manera ventajosa, sin embargo, para el modelo matemático sólo se utilizan, como magnitud de entrada, parámetros de proceso que puedan ser medidos durante el proceso de laminación.
Conforme a la invención, la posición relativa del punto neutral ? es calculada de manera ventajosa de acuerdo a la siguiente fórmula:

donde
fslip: representa el avance;
sA: representa la tensión de salida de la banda;
K: representa la compresibilidad de la banda de metal;
pN: representa la presión en la abertura entre cilindros en el punto neutral perpendicular (normal) en relación a la banda de metal;
qN: representa la presión en la abertura entre cilindros en el punto neutral en dirección longitudinal de la banda de metal;
ke: representa la tensión de fluencia plana
E*: representa el módulo de elasticidad plano de la banda de metal;
hE: representa el espesor de la banda en la entrada; y
hA: representa el espesor de la banda en la salida.
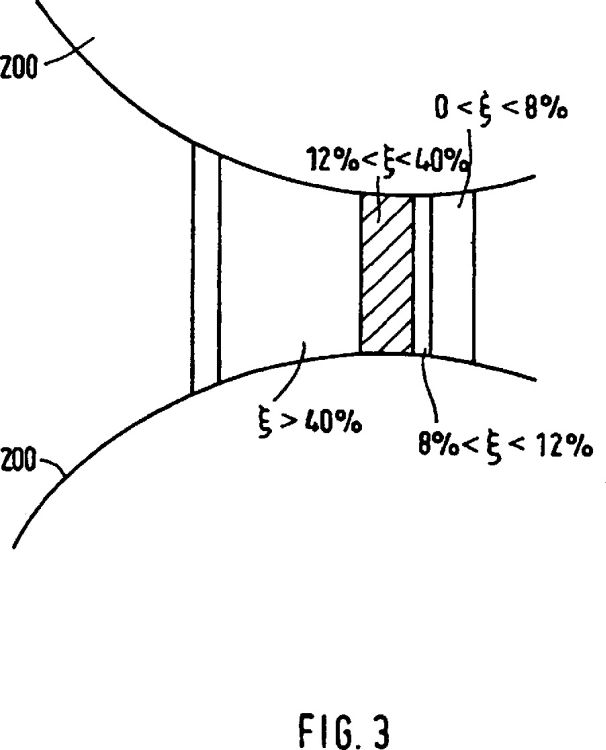
El proceso de laminación es clasificado como estable cuando el valor calculado ? para la posición relativa (N) del punto neutral se encuentra entre un valor umbral inferior de aprox. 0,12 y un valor umbral superior de aprox. 0,4. Si el valor ? se encuentra por debajo del valor umbral inferior, esto es un indicio de que el proceso de laminación es inestable; entonces debe ser estabilizado nuevamente a través de medidas adecuadas, como por ejemplo el aumento de la tensión de la banda en la salida, una reducción de la tensión de la banda en la entrada o un aumento de la fricción en la abertura entre cilindros.
En el otro caso, si el valor ? para la posición relativa del punto neutral se encuentra por encima del valor umbral superior de aprox. 0,4, esto es un indicio de que la fricción en la abertura entre cilindros es muy alta y, con ello, el desgaste de los cilindros también es demasiado alto; en ese caso se deben contrarrestar a través de medidas adecuadas.
A los fines de la documentación es ventajoso si la posición relativa del punto neutral, calculada conforme a la invención, es almacenada preferentemente a través de su transcurso de tiempo. Independientemente de ello, para una rápida aplicación de medidas para la estabilización del proceso de laminación o para una eliminación de fuerzas de fricción demasiado altas en la abertura de los cilindros es ventajoso, si la posición relativa del punto neutral, calculada conforme a la invención, es mostrada a
Otros diseños ventajosos del procedimiento solicitado son objeto de las reivindicaciones secundarias.
El objeto arriba mencionado de la presente invención es resuelto, además, a través de un programa de ordenador para un dispositivo de control para controlar un proceso de laminación conforme al procedimiento arriba descrito.
A la descripción se adjuntan, en total, tres figuras, donde
Fig. 1 muestra un par de cilindros para la conformación de una abertura de cilindros con una banda de metal que la atraviesa;
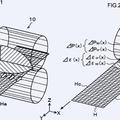
Fig. 2 un esquema de conjunto para ilustrar el procedimiento conforme a la invención; y
Fig.3 diferentes rangos de posición posibles para la posición relativa del punto neutral en una abertura de los cilindros.
A continuación la invención es descrita en detalle, haciendo referencia a las figuras mencionadas en forma de ejemplos de ejecución.
La figura 1 muestra un tren de laminación con un par de cilindros en el que los cilindros de laminación 200 se encuentran dispuestos en vertical, uno sobre el otro, y con lo que entre ambos cilindros de laminación 200 se encuentra conformada una abertura de cilindros. Para realizar un proceso de laminación, una banda de metal 100 es desplazada entre la abertura de cilindros y laminada plana. Tanto el cilindro (de trabajo) superior como también el inferior 200 hace contacto con la banda de metal 100 en una curva de contacto, que en el cilindro de laminación 200 es representada por la...
Reivindicaciones:
1. Procedimiento para controlar un proceso de laminación en el que una banda de metal (100) es laminada plana con ayuda de, al menos, un cilindro de laminación (200) y que comprende:
detección de la posición relativa (N) del punto neutral en una curva de contacto entre la banda de metal (100) y el cilindro de laminación (200); y en caso de necesidad
estabilización del proceso de laminación de acuerdo a la posición ? (N) del punto neutral para lo cual se interviene con medidas adecuadas en el proceso de laminación; caracterizado porque la magnitud de la tensión de fluencia plana ke de la banda de metal y la magnitud de la presión hidrostática pNH en el punto neutral son estimadas como parámetros de proceso que no se pueden medir directamente, en cada caso con ayuda de un modelo matemático para el proceso de laminación individual sobre la base de un primer y una segundo grupo de parámetros de proceso medibles, con lo que el primer grupo comprende los parámetros avance fslip, espesor de entrada de la banda hE, espesor de salida de la banda hA y tensión de salida de la banda sA de la banda de metal (100) y el segundo grupo comprende la tensión de entrada de la banda sE, la fuerza de laminación F, el ancho de la banda b, el radio R0 del cilindro de laminación y el módulo de elasticidad plano E*R del cilindro de laminación; y la posición relativa ? (N) del punto neutral es calculado sobre la base de las magnitudes estimadas para la tensión de fluencia plana ke y la hidrostática pNH, sobre la base del primer grupo de parámetros de proceso medibles así como sobre la base del módulo de elasticidad plano E* de la banda de metal y de la compresibilidad K de la banda de metal.
2. Procedimiento conforme a la reivindicación 1,caracterizado porque la posición relativa del punto neutral ? es calculada de acuerdo a la siguiente fórmula:

donde
fslip: representa el avance;
sA: representa la tensión de salida de la banda;
K: representa la compresibilidad de la banda de metal (100);
pN: representa la presión en la abertura entre cilindros en el punto neutral perpendicular (normal) en relación a la banda de metal;
qN: representa la presión en la abertura entre cilindros en el punto neutral en dirección longitudinal de la banda de metal;
ke: representa la tensión de fluencia plana
E*: representa el módulo de elasticidad plano de la banda de metal (100);
hE: representa el espesor de la banda en la entrada; y
hA: representa el espesor de la banda en la salida.
3. Procedimiento conforme a una de las reivindicaciones anteriores, caracterizado porque el proceso de laminación transcurre de manera estable y no requiere de una intervención estabilizadora a través de medidas adecuadas, si el valor calculado ? para la posición relativa (N) del punto neutral se encuentra entre un valor umbral inferior de aprox. 0,12 y un valor umbral superior de aprox. 0,40.
4. Procedimiento conforme a una de las reivindicaciones 1 o 2, caracterizado porque el proceso de laminación es estabilizado a través de medidas adecuadas, como aumento de la tensión de la banda en la salida, reducción de la tensión de la banda en la entrada o aumento de la fricción en la abertura entre cilindros, por ejemplo a través de aumento de la rugosidad del cilindro de laminación, reducción de la cantidad de lubricante y/o reducción de la velocidad de laminación, si el valor ? para la posición relativa del punto neutral se encuentra entre cero y un nivel umbral inferior de aprox. 0,12.
5. Procedimiento conforme a una de las reivindicaciones 1 o 2, caracterizado porque el proceso de laminación es mejorado a través de medidas adecuadas, como reducción de la tensión de la banda en la salida, aumento de la tensión de la banda en la entrada o reducción de la fricción, por ejemplo a través de disminución de la rugosidad del cilindro de laminación, aumento de la cantidad de lubricante y/o aumento de la velocidad de laminación, si el valor ? para la posición relativa del punto neutral se encuentra por encima de un nivel umbral superior de aprox. 0,4.
6. Procedimiento conforme a una de las reivindicaciones anteriores, caracterizado porque la estabilización del proceso de laminación se realiza automáticamente o por la intervención de un operario en el proceso de laminación, de acuerdo a la posición calculada del punto neutral.
7. Procedimiento conforme a una de las reivindicaciones anteriores, caracterizado porque la posición relativa calculada (N) del punto neutral es almacenada preferentemente en su transcurso de tiempo y/o es mostrada a un operador en un dispositivo de visualización, preferentemente en tiempo real.
8. Programa de ordenador para un dispositivo de control para controlar un proceso de laminación caracterizado porque el programa de ordenador se encuentra diseñado para ejecutar el procedimiento conforme a una de las reivindicaciones antes mencionadas.
Patentes similares o relacionadas:
MAQUINA DESAPILADORA DE LAJAS DE DIVERSOS MATERIALES DISPUESTOS EN MONTONES O PILAS, del 4 de Junio de 2020, de VETAMAQUINARIA BIERZO, S.L: 1. Máquina desapiladora de lajas de diversos materiales dispuestos en montones o pilas caracterizada porque comprende: - una estructura portante sobre la que se […]
Dispositivo de fabricación de lámina de acero laminada en caliente, y método de fabricación de lámina de acero laminada en caliente, del 1 de Enero de 2020, de NIPPON STEEL CORPORATION: Un aparato de fabricación de una lámina de acero laminada en caliente que comprende: una fila de laminadores de acabado en caliente; un dispositivo […]
 Método de control de laminación para una placa de metal, dispositivo de control de laminación y método para la fabricación de la placa de metal laminada, del 31 de Julio de 2019, de NIPPON STEEL CORPORATION: Un método de control de laminación que comprende:
encontrar una distribución de las diferencias de la deformación unitaria de pandeo crítica […]
Método de control de laminación para una placa de metal, dispositivo de control de laminación y método para la fabricación de la placa de metal laminada, del 31 de Julio de 2019, de NIPPON STEEL CORPORATION: Un método de control de laminación que comprende:
encontrar una distribución de las diferencias de la deformación unitaria de pandeo crítica […]
 Método de laminación y aparato de laminación para materiales metálicos laminados planos, del 31 de Mayo de 2019, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un método de laminación para un material metálico laminado plano para ejecutar una laminación usando un equipo de laminación que incluye un laminador y al menos un par […]
Método de laminación y aparato de laminación para materiales metálicos laminados planos, del 31 de Mayo de 2019, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un método de laminación para un material metálico laminado plano para ejecutar una laminación usando un equipo de laminación que incluye un laminador y al menos un par […]
Procedimiento de laminación en caliente, laminador en caliente y producto de programa informático para la implementación de tal procedimiento, del 6 de Febrero de 2019, de Arcelormittal: Procedimiento para regular al menos uno de los parámetros (α) de un procedimiento de laminación en caliente de un semiproducto metálico […]
Sistema de amortiguación de vibraciones activo de un tren de laminación, del 26 de Octubre de 2016, de DANIELI & C. OFFICINE MECCANICHE S.P.A.: Un sistema de amortiguación de vibración activo para un bastidor de laminación, en particular para bandas de laminación, que comprende dos o más rodillos de trabajo (1, 1') con […]
Dispositivo electromagnético para estabilizar y reducir la deformación de una banda hecha de material ferromagnético, y proceso relacionado, del 24 de Diciembre de 2014, de DANIELI & C. OFFICINE MECCANICHE S.P.A.: Un dispositivo electromagnético para la estabilización y la reducción de la deformación de una banda hecha de material ferromagnético durante […]
Sistema amortiguador de vibraciones para un tren de laminación con primer y segundo elementos hidráulicos pasivos, del 3 de Diciembre de 2014, de DANIELI & C. OFFICINE MECCANICHE S.P.A.: Un sistema amortiguador de vibraciones de un tren de laminación que comprende al menos una caja de laminación que tiene rodillos (1,1') y […]