PROCEDIMIENTO DE MODIFICACION LOCALIZADA DE UN DISPOSITIVO DE MOLDEO ESTRATIFICADO E INSERCION DE MODIFICACION LOCALIZADA EN UN SUSTRATO.
Procedimiento de modificación localizada de un dispositivo de moldeo estratificado (100) de un material,
que incluye una etapa de suministro (50) de múltiples estratos diseñados en cada caso de acuerdo con un modelo digital de diseño asistido por ordenador (3) para formar un primer dispositivo de moldeo por apilamiento de los estratos, procedimiento caracterizado porque incluye:
- una etapa de selección (51) de al menos un estrato (1) a modificar a partir de un archivo DAO (diseño asistido por ordenador) actualizado;
- a partir de un archivo que contiene el modelo digital del estrato (1) seleccionado, una etapa de descomposición (52) del estrato (1) seleccionado en una porción principal (10) y una porción secundaria (20), comprendiendo la porción secundaria (20) una parte denominada parte interior (21), que está rodeada por la porción principal (10), y una parte denominada parte exterior (200), que corresponde a una zona prevista para el contacto con el material a enfriar;
- una etapa de simulación (53) de una inserción de sustitución (S) en la porción secundaria (20) que tiene al menos una parte exterior (22) modificada con respecto a la parte exterior (200) de la porción secundaria (20);
- una etapa de recorte (54) en la que se utiliza al menos un órgano de recorte para retirar la porción secundaria (20) del estrato (1) seleccionado y formar un lugar de recepción (E) de una inserción;
- una etapa de fabricación (55) de una inserción (2) correspondiente a la inserción virtual (S) resultante de la etapa de simulación (53), en la que se utiliza al menos un órgano de recorte para fabricar la inserción (2) a partir de una pieza genérica del mismo espesor (e) que el estrato (1) seleccionado; y
- una etapa de implantación (56) de la inserción (2) fabricada en el lugar de recepción (E) formado durante la etapa de recorte (54) en el estrato (1) seleccionado
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06291254.
Solicitante: ETABLISSEMENTS CATOIRE SEMI
CIRTES SRC.
Nacionalidad solicitante: Francia.
Dirección: 1, RUE CHAMBON,36220 MARTIZAY.
Inventor/es: BARLIER, CLAUDE, CUNIN,DENIS, DESBORDES,GILLES, CATOIRE,DOMINIQUE.
Fecha de Publicación: .
Fecha Solicitud PCT: 2 de Agosto de 2006.
Fecha Concesión Europea: 29 de Julio de 2009.
Clasificación Internacional de Patentes:
- B29C33/30B2
- B29C33/38F
- G05B19/4099 FISICA. › G05 CONTROL; REGULACION. › G05B SISTEMAS DE CONTROL O DE REGULACION EN GENERAL; ELEMENTOS FUNCIONALES DE TALES SISTEMAS; DISPOSITIVOS DE MONITORIZACION O ENSAYOS DE TALES SISTEMAS O ELEMENTOS (dispositivos de maniobra por presión de fluido o sistemas que funcionan por medio de fluidos en general F15B; dispositivos obturadores en sí F16K; caracterizados por particularidades mecánicas solamente G05G; elementos sensibles, ver las subclases apropiadas, p. ej. G12B, las subclases de G01, H01; elementos de corrección, ver las subclases apropiadas, p. ej. H02K). › G05B 19/00 Sistemas de control por programa (aplicaciones específicas, ver los lugares apropiados, p. ej. A47L 15/46; relojes que implican medios anejos o incorporados que permiten hacer funcionar un dispositivo cualquiera en un momento elegido de antemano o después de un intervalo de tiempo predeterminado G04C 23/00; marcado o lectura de soportes de registro con una información digital G06K; registro de información G11; interruptores horarios o de programa horario que se paran automáticamente cuando el programa se ha realizado H01H 43/00). › Mecanizado de superficie o de curva, fabricación de objetos en tres dimensiones (3D), p. ej. fabricación asistida por computador.
Clasificación PCT:
- B29C33/30 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 33/00 Moldes o núcleos; Detalles o accesorios para ellos. › Montaje, cambio o centraje.
- B29C33/38 B29C 33/00 […] › caracterizados por el material o el procedimiento de fabricación (B29C 33/44 tiene prioridad).
- G05B19/4099 G05B 19/00 […] › Mecanizado de superficie o de curva, fabricación de objetos en tres dimensiones (3D), p. ej. fabricación asistida por computador.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Procedimiento de modificación localizada de un dispositivo de moldeo estratificado e inserción de modificación localizada en un estrato.
La presente invención se refiere al campo de los moldes industriales por estratos destinados a la transformación de materiales, por ejemplo transformación de plásticos o soplado o inyección de aleaciones ligeras, principalmente de aluminio. La invención se utiliza sobre todo para el moldeo de piezas complejas mediante la técnica de "modelos perdidos" (procedimiento lost-foam). Más particularmente, la invención se refiere a un procedimiento de modificación localizada de un dispositivo de moldeo estratificado y a una inserción de modificación localizada en un estrato. La invención también se puede aplicar al moldeo de botellas de plástico, al procedimiento de moldeo por soplado o incluso al procedimiento de moldeo que requiere un paso de agua (para la refrigeración) o de aceite (para la termorregulación) en los moldes.
De forma conocida para la puesta en práctica del procedimiento PMP (procedimiento de modelo perdido), el moldeo de piezas complejas se puede realizar con ayuda de un molde diseñado por stratoconception. Las partes de utillaje que forman los estratos se unen para formar un molde. El centro de investigación CIRTES ha desarrollado y patentado un procedimiento de fabricación de un molde de este tipo, denominado "Stratoconception" (marca registrada). En las solicitudes de patente FR 2 834 803, FR 2 789 187 y FR 2 789 188, y también en la patente europea EP 0 585 502, se describe el procedimiento de diseño por estratos en particular para varias aplicaciones. Este procedimiento de fabricación prevé la realización de una pieza mecánica a partir de un diseño asistido por ordenador que incluye las siguientes fases:
- - descomposición previa de la parte maciza de la pieza en estratos elementales;
- - fabricación de los estratos elementales a partir de una puesta en panoplia;
- - reconstitución de la pieza en su integridad por superposición y ensamblaje de los estratos.
Del mismo modo, la solicitud WO 2004/034165 presentada por el centro CIRTES da a conocer un procedimiento de diseño por estratos que permite descomponer estratos en varias partes con fines de modelado para optimizar el dimensionamiento de la pieza a fabricar antes de su realización.
El procedimiento de diseño por estratos no sólo se puede aplicar a la realización de piezas de motor de automóvil por PMP, sino también a la realización de otras piezas de transformación de plásticos (botellas de agua, etc.). En las aplicaciones PMP, el paso de vapor para expandir la materia plástica, sobre todo en el caso del poliestireno, es posible gracias a pasos creados específicamente entre los estratos (no hay estanqueidad entre dos estratos adyacentes del apilamiento). Mediante el procedimiento de stratoconception se pueden realizar ventajosamente puestas a punto de prototipos.
Aunque el procedimiento de diseño por estratos ya ofrece una cantidad determinada de ventajas, un inconveniente de los métodos actuales consiste en que no es posible hacer evolucionar fácilmente la forma del molde. En efecto, una vez que el molde está formado por el apilamiento de los estratos, cualquier modificación mínima en la pieza a fabricar requiere la sustitución completa de uno o varios estratos.
Por ejemplo, el documento FR 2 699 853 da a conocer un método consistente en dividir lonchas de molde en dos partes para formar un molde de dos piezas adaptado al diseño de neumáticos. Las lonchas pueden ser muy finas y de este modo permitir un recorte de precisión. Sin embargo, si la modificación del molde no se puede realizar mediante una simple retirada de material a través de un recorte adicional de las lonchas, sigue siendo necesario fabricar un nuevo juego de lonchas de sustitución.
Por consiguiente, la presente invención tiene por objetivo eliminar uno o varios de los inconvenientes del estado anterior de la técnica definiendo un procedimiento de modificación de un dispositivo de moldeo estratificado que permita hacer evolucionar la forma de un molde obtenido mediante un procedimiento de diseño por estratos.
Otro objeto de la presente invención consiste en facilitar la fase de puesta a punto de prototipos realizados por apilamiento de estratos, por ejemplo mediante el procedimiento de stratoconception.
Con este fin, la invención propone un procedimiento de modificación localizada de un dispositivo de moldeo estratificado de un material, que incluye una etapa de suministro de múltiples estratos diseñados en cada caso de acuerdo con un modelo digital de diseño asistido por ordenador para formar un primer dispositivo de moldeo por apilamiento de los estratos, procedimiento que se caracteriza porque incluye:
- - una etapa de selección de al menos un estrato a modificar a partir de un archivo DAO (diseño asistido por ordenador) actualizado; (esta identificación y selección se realiza por comparación entre el archivo "antes de la modificación" y el archivo "modificado");
- - a partir de un archivo que contiene el modelo digital del estrato seleccionado, una etapa de descomposición del estrato seleccionado en una porción principal y una porción secundaria, comprendiendo la porción secundaria una parte denominada parte interior, que está rodeada por la porción principal, y una parte denominada parte exterior, que corresponde a una zona prevista para el contacto con el material a enfriar;
- - una etapa de simulación de una inserción de sustitución en la porción secundaria que tiene al menos una parte exterior modificada con respecto a la parte exterior de la porción inicial;
- - una etapa de recorte en la que se utiliza al menos un órgano de recorte para retirar la porción secundaria del estrato seleccionado y formar un lugar de recepción de una inserción;
- - una etapa de fabricación de una inserción correspondiente a la inserción resultante de la etapa de simulación, en la que se utiliza al menos un órgano de recorte para fabricar la inserción a partir de una pieza genérica del mismo espesor que el estrato seleccionado; y
- - una etapa de implantación de la inserción fabricada en el lugar de recepción formado durante la etapa de recorte en el estrato seleccionado.
De este modo, el procedimiento según la invención permite hacer evolucionar fácilmente y por un coste mínimo la forma de los estratos, utilizando para ello estratos modificados por ensamblaje con una inserción amovible. Las modificaciones sólo afectan a uno o varios estratos identificados como estratos que deben ser modificados (en una parte de la forma de moldeo).
De acuerdo con otra particularidad, la etapa de recorte en el estrato seleccionado y la etapa de fabricación de la inserción incluyen en cada caso un recorte por hilo metálico de electroerosión o un modo de recorte seleccionado entre las técnicas de fresado, erosión por estampación, recorte por chorro de agua, recorte por láser.
De acuerdo con otra particularidad, la etapa de implantación comprende únicamente una inserción y una sujeción de la inserción fabricada entre al menos dos paredes opuestas del lugar de recepción.
De este modo, el ensamblaje para formar un estrato con una forma nueva es rápido, ya que la inserción se implanta sin ayuda de herramientas o medios de fijación específicos.
De acuerdo con otra particularidad, la invención es tal como se define en las reivindicaciones 4 a 6.
De acuerdo con otra particularidad, la etapa de descomposición comprende una delimitación de una porción secundaria que separa la porción principal en dos piezas distintas, comprendiendo la porción secundaria una parte interior, que está rodeada por las dos piezas de la porción principal, y una parte exterior, que corresponde a una zona prevista para el contacto con el material a enfriar.
Esto permite cambiar una parte intermedia de un estrato en una extensión considerable conservando las partes de los extremos del estrato.
Otro objeto de la invención consiste en proponer estratos evolutivos que permitan conservar la mayor parte del dispositivo de moldeo estratificado a pesar de las evoluciones de forma en las piezas a fabricar por moldeo.
Con este fin,...
Reivindicaciones:
1. Procedimiento de modificación localizada de un dispositivo de moldeo estratificado (100) de un material, que incluye una etapa de suministro (50) de múltiples estratos diseñados en cada caso de acuerdo con un modelo digital de diseño asistido por ordenador (3) para formar un primer dispositivo de moldeo por apilamiento de los estratos, procedimiento caracterizado porque incluye:
- - una etapa de selección (51) de al menos un estrato (1) a modificar a partir de un archivo DAO (diseño asistido por ordenador) actualizado;
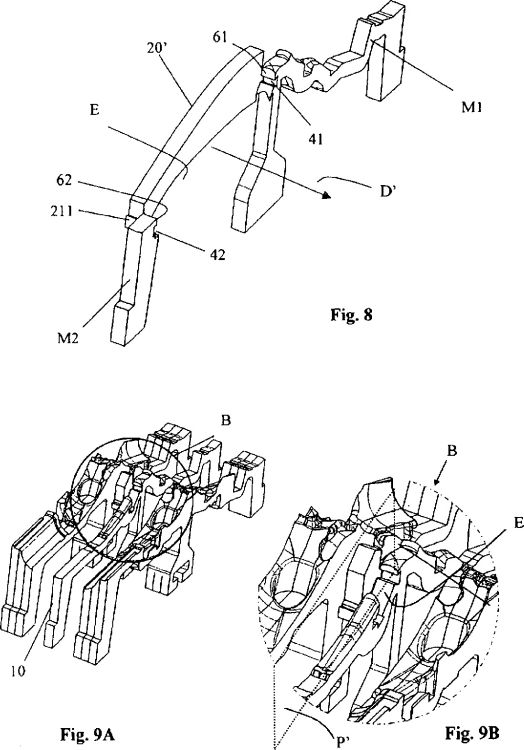
- - a partir de un archivo que contiene el modelo digital del estrato (1) seleccionado, una etapa de descomposición (52) del estrato (1) seleccionado en una porción principal (10) y una porción secundaria (20), comprendiendo la porción secundaria (20) una parte denominada parte interior (21), que está rodeada por la porción principal (10), y una parte denominada parte exterior (200), que corresponde a una zona prevista para el contacto con el material a enfriar;
- - una etapa de simulación (53) de una inserción de sustitución (S) en la porción secundaria (20) que tiene al menos una parte exterior (22) modificada con respecto a la parte exterior (200) de la porción secundaria (20);
- - una etapa de recorte (54) en la que se utiliza al menos un órgano de recorte para retirar la porción secundaria (20) del estrato (1) seleccionado y formar un lugar de recepción (E) de una inserción;
- - una etapa de fabricación (55) de una inserción (2) correspondiente a la inserción virtual (S) resultante de la etapa de simulación (53), en la que se utiliza al menos un órgano de recorte para fabricar la inserción (2) a partir de una pieza genérica del mismo espesor (e) que el estrato (1) seleccionado; y
- - una etapa de implantación (56) de la inserción (2) fabricada en el lugar de recepción (E) formado durante la etapa de recorte (54) en el estrato (1) seleccionado.
2. Procedimiento según la reivindicación 1, en el que la etapa de recorte (54) en el estrato (1) seleccionado y la etapa de fabricación (55) de la inserción (2) incluyen en cada caso un recorte por hilo metálico de electroerosión o un modo de recorte seleccionado entre las técnicas de fresado, erosión por estampación, recorte por chorro de agua, recorte por láser.
3. Procedimiento según la reivindicación 1 ó 2, en el que la etapa de implantación (56) comprende únicamente una inserción y una sujeción de la inserción (2) fabricada entre al menos dos paredes opuestas (61, 62) del lugar de recepción (E).
4. Procedimiento según una de las reivindicaciones 1 a 3, que comprende una etapa de identificación (51') de al menos una zona de moldeo a modificar (A) que se extiende por un estrato (1) o por varios estratos adyacentes, etapa de identificación (51') que es tenida en cuenta para seleccionar una cantidad determinada de estratos adyacentes durante la etapa de selección (51), utilizando la etapa de descomposición (52) de cada uno de los estratos (1) seleccionados informaciones representativas del emplazamiento de una zona de moldeo a modificar (A) para generar, para el conjunto de los estratos (1) seleccionados, un conjunto de porciones secundarias (20) que engloba dicha zona a modificar (A).
5. Procedimiento según una de las reivindicaciones 1 a 4, en el que dicha etapa de descomposición (52) comprende un cálculo de una delimitación entre la porción principal (10) y la porción secundaria (20) que prevé la creación de bordes de anclaje (211, 212, 213) en dicha parte interior (21) de la porción secundaria, complementarios de los alojamientos de anclaje (41, 42, 43) del lugar de recepción (E).
6. Procedimiento según una de las reivindicaciones 1 a 5, que comprende una etapa de apilamiento (57) de estratos incluyendo al menos un estrato (1) seleccionado provisto de una inserción (2) para formar un segundo dispositivo de moldeo.
7. Procedimiento según una de las reivindicaciones 1 a 6, caracterizado porque la etapa de descomposición (52) comprende una delimitación de una porción secundaria que separa la porción principal en dos piezas distintas (M1, M2), comprendiendo la porción secundaria una parte interior, que está rodeada por las dos piezas de la porción principal, y una parte exterior, que corresponde a una zona prevista para el contacto con el material a enfriar.
8. Estrato para un dispositivo de moldeo (100) de tipo estratificado, caracterizado porque está compuesto por al menos una pieza principal (10) y una inserción amovible (2) prevista para permitir una evolución local de la forma del dispositivo de moldeo (100), pieza principal (10) que tiene un espesor (e) determinado y está provista de un lugar de recepción (E) que delimita un alojamiento aplanado con un plano medio (P') que coincide con el plano medio (P) del estrato para recibir una parte denominada parte interior (21) de la inserción (2), parte interior (21) que tiene un espesor igual a dicho espesor (e) determinado y que está prolongada por una parte denominada parte exterior (22) que incluye una zona prevista para el contacto con el material a enfriar.
9. Estrato según la reivindicación 8, en el que el lugar de recepción (E) tiene un perfil general en forma de U provisto de alojamientos de anclaje (41, 42, 43) para recibir elementos macho (211, 212, 213) previstos en la parte interior (21) de la inserción (2).
10. Estrato según la reivindicación 8 ó 9, en el que la inserción (2) está prevista para hacer evolucionar localmente la forma de un dispositivo de moldeo (100) estratificado, caracterizado porque la inserción comprende:
- - una parte denominada parte interior (21) con un espesor (e) determinado, prevista para apoyarse sobre un lugar de recepción (E) situado en un estrato del dispositivo de moldeo (100), comprendiendo dicha parte interior (21) bordes de anclaje (211, 212, 213) para fijarla de forma amovible en dicho lugar de recepción (E); y
- - una parte denominada parte exterior (22), que incluye una zona prevista para el contacto con un material a enfriar.
11. Estrato según la reivindicación 10, caracterizado porque la inserción (2) incluye al menos una forma en cola de milano (211, 212, 213) que coopera con una forma complementaria (41, 42, 43) realizada en el estrato.
12. Dispositivo de moldeo (100) de tipo estratificado, formado por apilamiento de múltiples estratos aplanados según un plano ortogonal a la dirección de apilamiento (D), caracterizado porque incluye al menos un estrato según la reivindicación 8 ó 9.
13. Utilización de un estrato según la reivindicación 8 ó 9 para modificar un prototipo realizado mediante un procedimiento de diseño por estratos.
Patentes similares o relacionadas:
Método y máquina para preparar plantillas, del 4 de Diciembre de 2019, de To-a-T IP B.V: Método de preparación de una plantilla para un pie insertado en el calzado mediante: - insertar el pie en el calzado; - posicionar […]
Sistema y estación de trabajo para el diseño, fabricación y ensamblaje de construcciones de biomaterial, del 4 de Diciembre de 2019, de Advanced Solutions Life Sciences, LLC: Un sistema de bioensamblaje que comprende un componente de modelado de tejidos y un componente de estación de trabajo de bioensamblado robótico, […]
Trazado de trayectorias de herramienta de haz para contornos compuestos 3D utilizando superficies de trayectoria de mecanizado para mantener una sola representación sólida de objetos, del 13 de Noviembre de 2019, de FLOW INTERNATIONAL CORPORATION: Un método de operación en un sistema CAM de fabricación asistida por ordenador para representar una trayectoria de mecanizado de un […]
Método, dispositivo de impresión y sistema para imprimir un objeto tridimensional, del 29 de Octubre de 2019, de Thales Dis France SA: Un método para imprimir un objeto tridimensional, que comprende un dispositivo de impresión, como primer dispositivo, o un segundo dispositivo […]
Laminado y/o texturizado para impresión tridimensional, del 19 de Junio de 2019, de Stratasys Ltd: Un método para laminar un modelo tridimensional para impresión de un objeto correspondiente mediante una impresora 3D, realizado el laminado […]
Procedimiento de fabricación de un sistema de conductos, del 19 de Junio de 2019, de BAE SYSTEMS PLC: Un procedimiento de producción de un sistema de conductos para su uso a bordo de una aeronave, comprendiendo el procedimiento: identificar […]
Reconstrucción ósea e implantes ortopédicos, del 12 de Junio de 2019, de Mahfouz, Mohamed Rashwan: Procedimiento de diseño de un implante ortopédico específico para el paciente, en el que el procedimiento comprende: comparar un modelo […]
Método de fabricación y ensamblaje y sistema de partes de una aeronave, del 24 de Mayo de 2019, de Airbus Defence and Space SAU: Método de fabricación y ensamblaje de partes de una aeronave que comprende los pasos siguientes: a) proporcionar una primera parte de aeronave […]