METODO PARA TRATAR MATERIAL DE PELICULA, POR EJEMPLO PARA FABRICAR PRODUCTOS SANITARIOS.
Un método de corte de material de película (A) usando un rayo láser (B1,
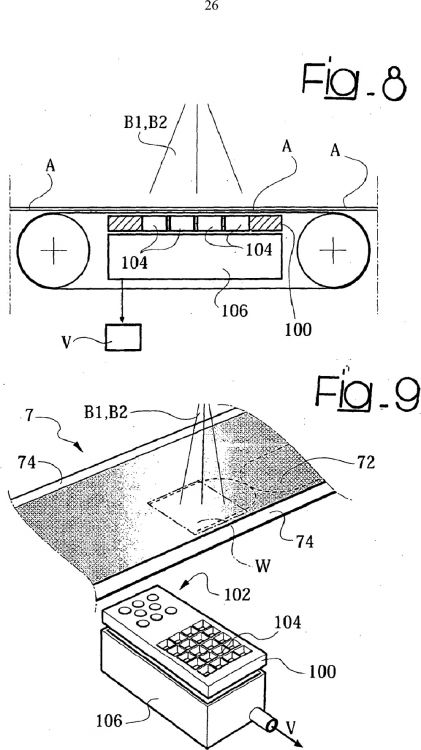
B2), en el que se proporciona una formación para el soporte de dicho material (A) incluyendo una red de transporte (72) para el transporte y soporte de dicho material (A) en una posición que corresponde al área de corte dicho material (A) usando dicho rayo láser (B1, B2), incluyendo el método además el soporte de dicha red de transporte (72) con un elemento de soporte (100) en dicha posición que corresponde al área de corte de dicho material (A) usando dicho rayo láser (B1, B2), caracterizado por que el método incluye: - disponer una fuente de un gradiente de presión en relación con dicho elemento de soporte (100) para forzar dicho material (A) contra dicha red de transporte (72), - proporcionar dicho elemento de soporte (100) con al menos una parte perforada (104) que define una superficie de deslizamiento para dicha red de transporte (72) en dicha posición que corresponde al área de corte de dicho material (A) usando dicho rayo láser (B1, B2), en el que dicha parte perforada (104) tiene un área abierta de al menos el 95%
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2007/003830.
Solicitante: FAMECCANICA. DATA S.P.A..
Nacionalidad solicitante: Italia.
Dirección: VIA ATERNO, 136 66020 SAMBUCETO DI S. GIOVANNI TEATINO (CHIETI) ITALIA.
Inventor/es: PASQUALONI, PAOLO, LUPINETTI,SERAFINO.
Fecha de Publicación: .
Fecha Solicitud PCT: 3 de Diciembre de 2007.
Fecha Concesión Europea: 18 de Agosto de 2010.
Clasificación Internacional de Patentes:
- B23K26/08E2
- B23K26/42D
Clasificación PCT:
- B23K26/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 26/00 Trabajo por rayos láser, p. ej. soldadura, corte o taladrado. › Dispositivos que tiene un movimiento relativo entre el haz de rayos y la pieza.
- B23K26/42
- B65G15/54 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65G DISPOSITIVOS DE TRANSPORTE O ALMACENAJE, p. ej. TRANSPORTADORES PARA CARGAR O BASCULAR, SISTEMAS TRANSPORTADORES PARA TALLERES O TRANSPORTADORES NEUMATICOS DE TUBOS (embalajes B65B; manipulación de material delgado o filiforme, p. ej. hojas de papel o fibras B65H; grúas B66C; aparatos de elevación o arrastre,p. ej. montacargas, B66D; dispositivos para elevar o bajar mercancías para carga y descarga, p. ej. carretillas elevadoras, B66F 9/00; vaciado de botellas, jarras, latas, barricas, barriles o contendores similares, no previstos en otro lugar, B67C 9/00; distribución o trasvase de líquidos B67D; llenado o descarga de contenedores para gases licuados, solidificados o comprimidos F17C; sistemas de conducción para fluídos F17D). › B65G 15/00 Transportadores que tienen superficies portantes de cargas sin fin, es decir, cintas rodantes u otros sistemas equivalentes, a los que se transmite el esfuerzo de tracción por medios diferentes de los elementos de accionamiento sin fin de igual configuración (que tienen superficies que transportan la carga formadas por eslabones longitudinales interconectados B65G 17/06). › Portacargas sin fin hechos de cuerdas o de alambres tejidos juntos.
- B65G21/20 B65G […] › B65G 21/00 Chasis o bastidores de soporte o de protección para transportadores sin fin o elementos de tracción de transportadores de correas o de cadenas. › Medios incorporados, fijados al armazón o a los bastidores, para guiar los portacargas, los elementos de tracción o las cargas portadas sobre las superficies móviles (disposiciones para el soporte de correas B65G 15/60; rodillos o instalaciones de rodillos B65G 39/00,).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
Fragmento de la descripción:
Campo de la Invención
La presente invención se refiere al tratamiento de material de película usando tecnología de rayo láser.
La invención se ha desarrollado prestando particular atención a su posible aplicación en el sector de los productos sanitarios, en el que el material laminar (o película) está constituido por productos sanitarios o por componentes de dichos productos. Desde este punto de vista, el propósito de la invención es una mejora en las soluciones descritas en el documento EP-A-1 447 068 y en el documento EP-A-1 736 272, ambos presentados en nombre del presente solicitante. Descripción de la técnica relacionada
En el desarrollo de la tecnología de corte de productos absorbentes y similares usando tecnología láser se han encontrado diversas razones críticas con respecto a las estructuras de transporte (normalmente transportadores de cinta) diseñadas para soportar el producto antes, después y, sobre todo, durante el transcurso de la operación del tratamiento láser.
Usando, por ejemplo, cintas de poliuretano con y sin recubrimiento de silicona (un recubrimiento que, al menos en principio, debe ser transparente al rayo láser) sucede que, en muchos casos, las cintas tienen una vida útil corta, debido al hecho de que el rayo láser, en cualquier caso, es suficientemente potente para dañar su superficie.
Además de esto, para garantizar el transporte positivo tanto de la banda, a partir de la cual se cortan los productos, como de los productos obtenidos, manteniendo la banda y los productos tan adherentes como sea posible a la cinta transportadora, se prevé normalmente que (de acuerdo con una solución comúnmente adoptada en el sector de las plantas de transporte) las bandas se sometan a aspiración. Para hacer esto, se hacen orificios en las cintas transportadoras con un diámetro en el intervalo de 3-4 mm de acuerdo con los diferentes tipos de patrón.
Adoptando esta solución, sucede, sin embargo, que cuando el rayo láser corta el producto en una posición que corresponde a un orificio de aspiración, el producto puede acabar adoptando una posición incorrecta. El “vacío” (es decir, la acción de aspiración a través del orificio) determina de hecho un cierto zanjeo del material en el orificio: el rayo, por lo tanto, actúa sobre el material en una posición “desenfocada”, con el riesgo de sobrecalentamiento local del material hasta que se lleva a combustión. Esto da como resultado un corte subóptimo, es decir, uno con un borde endurecido que se convierte químicamente a fin de presentar una coloración diferente, más amarillenta.
En cierto modo correlacionado con el fenómeno descrito anteriormente, surge también el problema vinculado al hecho de que los materiales sometidos a tratamiento láser son normalmente películas que pueden someterse a estiramiento y el estrangulamiento consecuente, con un efecto adverso sobre la precisión de las operaciones de tratamiento (corte, soldadura).
Como un resultado del estiramiento, existe por tanto el riesgo de que el tratamiento siga trayectorias que son al menos marginalmente diferentes a las previstas, por tanto da lugar a productos con características inaceptables, que por lo tanto deben descartarse.
Los dispositivos para el corte por láser que incluyen una red de alambre son conocidos de por sí en diferentes áreas de tecnología, como se atestigua, por ejemplo, mediante el documento US-A-5 500 507, que se tomó como un modelo para el preámbulo de la reivindicación 1, o el documento GB-A-1 081
589. Objeto y sumario de la invención El objeto de la presente invención es superar las desventajas descritas anteriormente.
De acuerdo con la presente invención, dicho objeto se consigue gracias al método que tiene las características recordadas específicamente en la reivindicación 1.
Las reivindicaciones forman una parte integral de la descripción de la invención provista en este documento.
En particular, con respecto a la estructura para transportar el material sometido a tratamiento, la solución descrita en este documento prevé, en una realización, usar una cinta transportadora fabricada de red.
Una cinta transportadora de red tiene, por otro lado, una cierta tendencia a contaminarse con residuo de material plástico fundido. Es posible eliminar y/o reducir la contaminación mediante el ajuste óptimo apropiado de enfoque del rayo láser. La condición correspondiente es, sin embargo, difícil de mantener con el tiempo sin intervenciones continuas. Además, incluso operando con rayos láser ajustados y enfocados perfectamente, existe siempre un mínimo de contaminación, que, en presencia de velocidades de procesamiento elevadas (por ejemplo, cercanas a 1000 piezas/minuto), es tal como para prestar necesariamente una intervención de restauración de la cinta.
Por la razón anterior, en una realización, el problema de contaminación se elimina insertando un cepillo de limpieza que cepilla contra la cinta a sí mismo y, por tanto, rompe las fibras fundidas contaminantes, que se retiran posteriormente a través de bocas proporcionadas a tal propósito.
El transportador de red se expone a la acción de un gradiente de presión (10-100 mbar (1-10 kPa), por ejemplo, a vacío) y se soporta mediante un miembro de soporte altamente perforado que tiene un área abierta mayor del 95%. Breve descripción de los dibujos adjuntos
La invención se describirá a continuación, meramente por medio de ejemplos no limitantes, con referencia a los dibujos adjuntos, en los que:
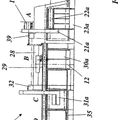
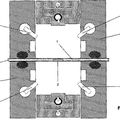
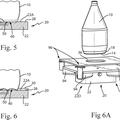
- La Figura 1 es un alzado lateral de un sistema que opera de acuerdo con la invención; - Las Figuras 2 y 3 ilustran los criterios de operación del sistema de la Figura 1; - Las Figuras 4 a 7 ilustran detalles de la solución descrita en este documento; y - Las Figuras 8 y 9 ilustran detalles adicionales de la solución descrita en este documento.Descripción detallada de realizaciones ejemplares
En el diagrama general de la Figura 1, el número de referencia 1 designa una fuente láser diseñada para efectuar una acción de corte sobre los artículos A, que se mueve (con una velocidad que se adoptará en este documento, a modo de ejemplo, constante y dirigida de derecha a izquierda, como se muestra en la Figura 1) en una dirección designada como un todo por z.
En una realización, la fuente 1 está constituida por una fuente láser que puede generar un rayo láser que, proyectado sobre los artículos A, forma un punto de interacción sobre ellos. El punto de interacción se diseña para ejercer sobre los propios artículos A -de acuerdo al criterio conocido en sí mismos (véanse, por ejemplo, los documentos EP-A-1 447 068 y EP-A-1 736 272, ya citados previamente) -una acción de corte a lo largo de una trayectoria predeterminada, que corresponde, por ejemplo, al contorno de los propios artículos A. Como se ha explicado en mayor detalle en los documentos citados anteriormente, estos son, en el caso de los artículos A, productos sanitarios o componentes distintos (película, etc.) para dichos productos.
El tratamiento puede realizarse en una forma continua o de otro modo en una forma discontinua, es decir, en puntos o tramos, a fin de dar lugar, por ejemplo, a una perforación en puntos o tramos (denominados perforaciones o sacabocados).
En la realización ejemplar ilustrada en este documento (que, se recuerda, es meramente un ejemplo), el rayo láser producido por la fuente 1 se envía a dos sistemas de desviación 2.
Cada sistema 2 es capaz de devolver, en la dirección de los artículos A, una parte respectiva (B1 o B2) del rayo láser recibido de la fuente 1, otorgando tras dicha parte de rayo respectiva un movimiento de desviación que está principalmente en una dirección transversal a la dirección de movimiento de los artículos A (eje x de las Figuras 2 y 3) así como -en una forma preferida también en la dirección de dicho movimiento (eje z de las figuras).
Por ejemplo, la fuente 1 puede ser una fuente de láser CO2 o YAG (o de otra forma, incluso un semiconductor y/o una fuente de láser de fibra óptica, que tiene asociado posiblemente al mismo dispositivos amplificadores que otorgan la potencia necesaria tras el rayo generado). Los sistemas de desviación 2 pueden estar constituidos por dispositivos disponibles actualmente en el mercado, tales como, por ejemplo, los cabezales de exploración óptica, modelo Nº HPM10A, producidos por General Sccanning,...
Reivindicaciones:
1. Un método de corte de material de película (A) usando un rayo láser (B1, B2), en el que se proporciona una formación para el soporte de dicho material
(A) incluyendo una red de transporte (72) para el transporte y soporte de dicho material (A) en una posición que corresponde al área de corte dicho material
(A) usando dicho rayo láser (B1, B2), incluyendo el método además el soporte de dicha red de transporte (72) con un elemento de soporte (100) en dicha posición que corresponde al área de corte de dicho material (A) usando dicho rayo láser (B1, B2), caracterizado por que el método incluye: -disponer una fuente de un gradiente de presión en relación con dicho elemento de soporte (100) para forzar dicho material (A) contra dicha red de transporte (72), -proporcionar dicho elemento de soporte (100) con al menos una parte perforada (104) que define una superficie de deslizamiento para dicha red de transporte (72) en dicha posición que corresponde al área de corte de dicho material (A) usando dicho rayo láser (B1, B2), en el que dicha parte perforada
(104) tiene un área abierta de al menos el 95%.
2. El método de la reivindicación 1, en el que dicha parte perforada tiene un área abierta de al menos el 98%.
3. El método de cualquiera de las reivindicaciones 1 ó 2, en el que dicha parte perforada (104) incluye aberturas cuadradas o rectangulares.
4. El método de cualquiera de las reivindicaciones 1 a 3, en el que dicha parte perforada (104) tiene una estructura con forma de cuadrícula.
5. El método de la reivindicación 4, en el que dicha estructura con forma de cuadrícula incluye elementos con forma de cuchilla que se extienden en una dirección ortogonal o paralela a dicha superficie de deslizamiento para dicha red de transporte (72).
6. El método de cualquiera de las reivindicaciones 4 ó 5, en el que dicha estructura con forma de cuadrícula incluye elementos conectados flojamente
para mantener una capacidad mutua de movimiento.
7. El método de acuerdo con cualquiera de las reivindicaciones 1 a 7, incluyendo la selección de dicha red (72) como una red compuesta por un material seleccionado entre acero, bronce, combinaciones de acero y bronce, material sintético y fibras mezcladas.
8. El método de acuerdo con una cualquiera de las reivindicaciones 1 a 7, en el que dicha red (72) forma un área central de red de dicha formación para el soporte preferiblemente homogéneo de dicho material (A), en el que dicha área central de la red (72) está flanqueada por bordes laterales continuos (74).
9. El método de acuerdo con una cualquiera de las reivindicaciones anteriores, en el que dicha red (72) es una malla tejida con trama y urdido.
10. El método de acuerdo con la reivindicación 9, en el que dicho urdido es un urdido monofilamento o multifilamento, con una sección transversal que varía entre 0,1 y 1 mm, con valores preferidos de entre 0,2 y 0,3 mm.
11. El método de acuerdo con la reivindicación 9, en el que dicho urdido es un urdido con un número de mallas por centímetro cuadrado en el urdido de 10 a 40, con valores preferidos de 15-35 mallas.
12. El método de acuerdo con la reivindicación 9, en el que dicha trama es una trama monofilamento o multifilamento con una sección transversal que varía entre 0,1 y 1 mm, con valores preferidos de entre 0,2 y 0,3 mm.
13. El método de acuerdo con la reivindicación 9, en el que dicha trama es una trama con un número de mallas por centímetro cuadrado en la malla de 10 a 40, con valores preferidos de 15-35 mallas.
14. El método de acuerdo con una cualquiera de las reivindicaciones 9 a 13, en el que dicho urdido es multifilamento y dicha trama es monofilamento.
15. El método de acuerdo con una cualquiera de las reivindicaciones 9 a 14,
en el que dicha red (72) tiene un espesor de 0,2 a 2 mm, con valores preferidos de 0,3-1 mm.
16. El método de acuerdo con una cualquiera de las reivindicaciones anteriores, en el que dicha red (72) tiene una masa por unidad de área de 0,5 a 3 kg/m2, con valores preferidos de 1-2 kg/m2.
17. El método de acuerdo con una cualquiera de las reivindicaciones anteriores, en el que dicha red (72) tiene una permeabilidad de 3000 a 15000 1/m2 s, con valores preferidos de 5000-10000 1/m2 s.
18. El método de acuerdo con una cualquiera de las reivindicaciones anteriores, en el que dicha red (72) tiene una estructura de enrejado con un área abierta del 10 al 50%, con valores preferidos del 20-40%.
19. El método de acuerdo con una cualquiera de las reivindicaciones anteriores, incluyendo la limpieza de dicha red (72) con al menos un cepillo de limpieza (9) asociado para ello.
20. El método de acuerdo con la reivindicación 19, en el que dicho cepillo de limpieza (9) es un cepillo con cerda metálica, preferiblemente cerda de latón o acero, o cerda de poliéster sintético.
21. El método de acuerdo con cualquiera de las reivindicaciones 19 ó 20, en el que dicho cepillo de limpieza (9) es un cepillo giratorio, preferiblemente contrarrotatorio con respecto al movimiento de deslizamiento de dicha red de transporte (72) sobre dicha superficie de deslizamiento.
Patentes similares o relacionadas:
 PROCEDIMIENTO PARA EL CORTE DE TABLAS DE MATERIAL, EN PARTICULAR CHAPAS METALICAS, ASI COMO INSTALACION DE CORTE PARA LA REALIZACION DE ESTE PROCEDIMIENTO, del 11 de Febrero de 2010, de MERZ, KARL: Procedimiento para el corte de tablas de material (13a, 13b), en particular chapas metálicas, colocándose en este procedimiento en primer lugar […]
PROCEDIMIENTO PARA EL CORTE DE TABLAS DE MATERIAL, EN PARTICULAR CHAPAS METALICAS, ASI COMO INSTALACION DE CORTE PARA LA REALIZACION DE ESTE PROCEDIMIENTO, del 11 de Febrero de 2010, de MERZ, KARL: Procedimiento para el corte de tablas de material (13a, 13b), en particular chapas metálicas, colocándose en este procedimiento en primer lugar […]
 PROCEDIMIENTO PARA LA FABRICACION DE UNA CHAPA RESISTENTE A LA CORROSION, CONFORMABLE, CON RECUBRIMIENTO DE TODA LA SUPERFICIE DE CHAPAS DE ACERO UNIDAS Y TRATADAS TERMICAMENTE, del 5 de Mayo de 2010, de RASSELSTEIN GMBH: Procedimiento para la fabricación de una chapa resistente a la corrosión, conformable, a partir de chapas de acero sin recubrir (1, 1'') que comprende las siguientes […]
PROCEDIMIENTO PARA LA FABRICACION DE UNA CHAPA RESISTENTE A LA CORROSION, CONFORMABLE, CON RECUBRIMIENTO DE TODA LA SUPERFICIE DE CHAPAS DE ACERO UNIDAS Y TRATADAS TERMICAMENTE, del 5 de Mayo de 2010, de RASSELSTEIN GMBH: Procedimiento para la fabricación de una chapa resistente a la corrosión, conformable, a partir de chapas de acero sin recubrir (1, 1'') que comprende las siguientes […]
 Soporte de vacío con junta de falda extensible, del 29 de Julio de 2020, de THE PROCTER & GAMBLE COMPANY: Un soporte de vacío que tiene una superficie de retención para soportar un artículo contra dicha superficie de retención mediante vacío, […]
Soporte de vacío con junta de falda extensible, del 29 de Julio de 2020, de THE PROCTER & GAMBLE COMPANY: Un soporte de vacío que tiene una superficie de retención para soportar un artículo contra dicha superficie de retención mediante vacío, […]
Aparato de transporte para una máquina de envasado de pasta alimenticia, productos granulares y similares, del 22 de Abril de 2020, de ALTOPACK S.P.A.: Aparato de transporte capaz de transportar horizontalmente una pluralidad de envases que contienen alimentos, que comprende una cadena de bucle cerrado que se […]
Dispositivo transportador así como instalación de transporte con el dispositivo transportador, del 12 de Febrero de 2020, de ASP Automation GmbH: Dispositivo transportador , con varios equipos de arrastre separados unos de otros para el transporte de al menos un material transportado (34a, b), estando configurados […]
Dispositivo de ventosas y transportador por aspiración con un dispositivo de ventosas de este tipo, del 9 de Octubre de 2019, de Putz, Stefan: Dispositivo de ventosas para un transportador por aspiración que comprende una ventosa para recoger un producto, en donde la ventosa define una cámara de aspiración […]
Sistema de transporte para transportar residuos de combustión u otros materiales sueltos, del 4 de Septiembre de 2019, de MAGALDI INDUSTRIE S.R.L.: Sistema de transporte para el transporte de residuos de combustión u otros materiales sueltos, que comprende: - una cinta transportadora , para transportar el material, […]
Dispositivo de inversión, del 14 de Agosto de 2019, de TOYO JIDOKI CO., LTD.: Un dispositivo de inversión que comprenda: una unidad de alimentación que incluya una correa de alimentación que se desplaza continuamente […]