METODO DE TRATAMIENTO POR LASER.
Un método de procesamiento por láser que incluye:
una primera etapa de irradiar un objeto plano (1) que se tiene que procesar con luz de láser (L) mientras que emplaza un punto de convergencia de luz (P) dentro del objeto,
a fin de formar una primera región modificada (71) que se convierte en una región del punto de inicio para el corte dentro del objeto a lo largo de una primera línea de corte (5a) en el objeto, y formar una segunda región modificada (72) que se convierte en una región del punto de inicio para el corte dentro del objeto a lo largo de una segunda línea de corte (5b)
caracterizado por que
la segunda línea de corte (5b) intersecta la primera línea de corte (5a) de manera que la segunda región modificada se (72) intersecta al menos una parte de la primera región modificada (71); y
una segunda etapa de irradiar el objeto 1 con la luz de láser (L) mientras que emplaza el punto de convergencia de luz (P) dentro del objeto después de la primera etapa, a fin de formar una tercera región modificada (74) que se convierte en una región del punto de inicio para el corte a lo largo de la primera línea de corte (5a) dentro del objeto entre la primera región modificada (71) y una cara de entrada (1a) del objeto en la que se incide la luz de láser, y formar una cuarta región modificada (73) que se convierte en una región del punto de inicio para el corte a lo largo de la segunda línea de corte (5b) dentro del objeto entre la segunda región modificada (72) y la cara de entrada de manera que la cuarta región modificada (73) intersecta al menos una parte de la tercera región modificada (74)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/JP2005/013055.
Solicitante: HAMAMATSU PHOTONICS K.K..
Nacionalidad solicitante: Japón.
Dirección: 1126-1 ICHINO-CHO,HAMAMATSU-SHI, SHIZUOKA-KEN 43.
Inventor/es: SAKAMOTO,TAKESHI,HAMAMATSU PHOTONICS K.K.
Fecha de Publicación: .
Fecha Concesión Europea: 2 de Junio de 2010.
Clasificación Internacional de Patentes:
- B23K26/38 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 26/00 Trabajo por rayos láser, p. ej. soldadura, corte o taladrado. › mediante escariado o corte.
- B23K26/40B6
Clasificación PCT:
- B23K26/00 B23K […] › Trabajo por rayos láser, p. ej. soldadura, corte o taladrado.
- B23K26/06 B23K 26/00 […] › Determinación de la configuración del haz de rayos, p. ej. con ayuda de máscaras o de focos múltiples.
- B23K26/40 B23K 26/00 […] › tomando en consideración las propiedades del material involucrado.
- B28D5/00 B […] › B28 TRABAJO DEL CEMENTO, DE LA ARCILLA O LA PIEDRA. › B28D TRABAJO DE LA PIEDRA O DE MATERIALES SIMILARES A LA PIEDRA (máquinas o procedimientos de explotación de minas o canteras E21C). › Trabajo mecánico de las piedras finas, piedras preciosas, cristales, p. ej. de materiales para semiconductores; Aparatos o dispositivos a este efecto (trabajo con muela o pulido B24; con fines artísticos B44B; por procedimientos no mecánicos C04B 41/00; postratamiento no mecánico de monocristales C30B 33/00).
Fragmento de la descripción:
Método de tratamiento por láser.
Campo de la invención
La presente invención se refiere a un método de procesamiento por láser usado para cortar un objeto plano que se tiene que procesar.
Antecedentes de la técnica
Un método de procesamiento por láser conocido como este tipo de técnica anterior que irradia un objeto similar a una oblea que se tiene que procesar con una luz de láser mientras que emplaza un punto de convergencia de luz dentro del objeto, a fin de formar una pluralidad de filas de regiones modificadas dentro del objeto a lo largo de una línea de corte, y emplea las regiones modificadas como una región del punto de inicio para el corte (véase, por ejemplo, el Documento de Patente 1).
Documento de Patente 1: Solicitud de Patente Japonesa abierta a inspección pública Nº 2002-205180
El documento EP-A-1 338371 describe un método de maquinado por rayo láser, en el que un rayo láser de impulso se irradia sobre una línea de corte predeterminada sobre la superficie de una pieza que se va a maquinar bajo las condiciones que causan una absorción múltiple de fotones y con un punto condensado alineado con el interior de la pieza que se va a maquinar, y se forma un área modificada dentro de la pieza que se va a maquinar a lo largo de la línea de corte predeterminada moviendo el punto condensado a lo largo de la línea de corte predeterminada.
Descripción de la invención
Cuando un objeto plano que se tiene que procesar tiene que cortarse en un enrejado usando un método de procesamiento por láser tal como el mencionado anteriormente, se forman regiones modificadas dentro del objeto, por ejemplo, como se muestra en las Figuras 20(A) y 20(B). Las Figuras 20(A) y 20(B) son vistas esquemáticas para explicar un ejemplo del orden de formación de las regiones modificadas 171, 172 dentro de un objeto que se tiene que procesar 101, mientras que la Figura 21 es una vista seccional del objeto tomada a lo largo de la línea XXI-XXI de la Figura 20(B).
Las regiones modificadas 171, 172 se forman en el siguiente orden. En primer lugar, como se muestra en la Figura 20(A), el objeto 101 que tiene un espesor 100d se irradia con luz de láser 100L mientras que emplaza un punto de convergencia de luz dentro del objeto 101, a fin de formar la región modificada 101 dentro del objeto 101 a lo largo de una línea de corte 105a. Posteriormente, como se muestra en la Figura 20(B), el objeto 101 se irradia con la luz de láser 100L mientras que emplaza un punto de convergencia de luz dentro del objeto 101, a fin de formar la región modificada 172 dentro del objeto 101 a lo largo de una línea de corte 105b que intersecta la línea de corte 105a. Cada una de las regiones modificadas 171, 172 está constituida por una pluralidad de filas de regiones modificadas alineadas en la dirección del espesor del objeto 101, mientras que esta pluralidad de filas de regiones modificadas se forma sucesivamente desde el lado más lejano de una cara de entrada 105a de la luz de láser 100L.
Si las regiones modificadas 171, 172 se forman en el orden mencionado anteriormente, una región sin modificación (área triangular) 101b libre de la región modificada 172 permanecerá en un lugar en el que las regiones modificadas 171 y 172 se intersecten entre sí como se muestra en la Figura 21. La región sin modificación 101b incrementa su anchura W1 mientras se distancia lejos de la cara de entrada 101a de la luz de láser 100L. Una región sin modificación de este tipo 101b se observa claramente cuando el espesor 100d del objeto 101 es grande. La Figura 22 muestra un ejemplo de una fotografía que toma una imagen de la región A1 en la Figura 21, mientras que las Figuras 23(A) y 23(B) muestran ejemplos de fotografías que toman imágenes de la región B1 en la Figura 21. Las Figuras 22, 23(A) y 23(B) son vistas que muestran las fotografías de las secciones transversales del objeto 101 cortado formando las regiones modificadas 171, 172 en el orden mencionado anteriormente. Las Figura 22, 23(A) y 23(B) muestran un caso en el que el espesor 100d del objeto 101 es grande, es decir, 300 µm o mayor.
La región sin modificación 101b libre de la región modificada 172 se observa dentro de la región P1 de la Figura 22. Cuando el objeto 101 formado dentro de la región sin modificación 101b se corta con un extensor, existe el miedo de que falle al objeto 101 que tiene que cortarse con una alta precisión debido a la región sin modificación 101b. Por ejemplo, el picado se observa dentro de la región P2 en la Figura 23(A), mientras se encuentra un faldón (una porción que se proyecta desde una sección transversal 171s) dentro de la región P3 en la Figura 23(B).
Por tanto, pareciera que hubiera lugar para mejorar la precisión en la que el objeto se cortar en un enrejado formando las regiones modificadas en el orden mencionado anteriormente.
En vista de tales circunstancias, un objeto de la presente invención es proporcionar un método de procesamiento por láser con el que el objeto se puede cortar con una alta precisión.
Medios para solucionar el problema
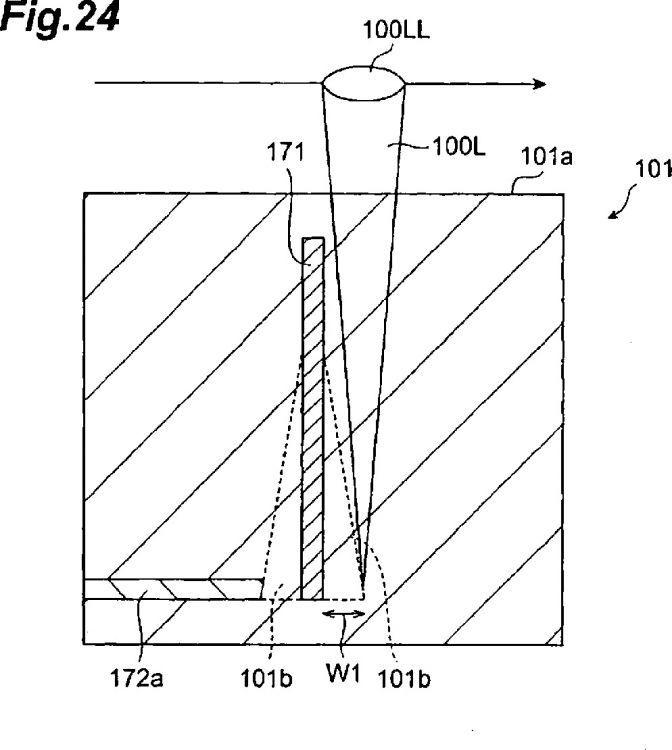
Para solucionar el problema mencionado anteriormente, los inventores estudiaron en detalle un mecanismo con el que se forma la región sin modificación 101b. Los resultados del estudio se explicarán con referencia a la Figura 24. La Figura 24 es una vista seccional esquemática del objeto 101 en una etapa al momento de formar las regiones modificadas 171, 172 en el orden mencionado anteriormente. La Figura 24 muestra una etapa de formación de la región modificada 172. Una región modificada 172a que se tiene que convertir en una parte de la región modificada 172 se forma dentro del objeto 101 explorando con la luz de láser 100L convergido por una lente 100LL. Puesto que la región modificada 171 ya se ha formado, la luz de láser 100L es más propensa a bloquearse por la región modificada 171 según una posición en la que se forma la región modificada 172a, se distancia lejos de la cara de entrada 101a. Lo que da como resultado que, la anchura W1 de la región sin modificación 101b pareciera ensancharse mientras la misma se aleja de la cara de entrada 101a.
Por lo tanto, el método de procesamiento por láser de acuerdo con la presente invención incluye una primera etapa de irradiar un objeto plano que se tiene que procesar con una luz de láser mientras que emplaza un punto de convergencia de luz dentro del objeto, a fin de formar una primera región modificada que se tiene que convertir en una región del punto de inicio para el corte dentro del objeto a lo largo de una primera línea de corte en el objeto y para formar una segunda región modificada que se tiene que convertir en una región del punto de inicio para el corte dentro del objeto dentro de una segunda línea de corte que intersecta la primera línea de corte de tal manera que la segunda región modificada intersecta al menos una parte de la primera región modificada; y una segunda etapa de irradiar al objeto con una luz de láser mientras que emplaza el punto de convergencia de luz dentro del objeto después de la primera etapa, a fin de formar una tercera región modificada que se tiene que convertir en una región del punto de inicio para el corte a lo largo de la primera línea de corte dentro del objeto entre la primera región modificada y la cara de entrada del objeto en la que se incide la luz de láser, y para formar una cuarta región modificada que se tiene que convertir en una región del punto de inicio para el corte a lo largo de la segunda línea de corte dentro del objeto entre la segunda región modificada y la cara de entrada de tal manera que la cuarta región modificada se intersecta al menos una parte de la tercera región modificada.
La altura de las regiones modificadas que bloquean la luz de láser en la dirección del espesor del objeto tras la irradiación de la luz de láser es mayor en este método de procesamiento por láser que en el caso en el que la segunda y la cuarta regiones modificadas se forman después de la formación de la primera y tercera regiones modificadas. Por consiguiente, es difícil de que ocurra la región sin modificación libre de la región modificada, con lo que el objeto se puede cortar con una alta precisión.
En particular, el orden de formación de la primera y segunda regiones modificadas en la primera etapa no se restringe. En particular, el orden de formación de la tercera y cuarta regiones modificadas en la segunda etapa no se restringe.
Preferiblemente, la segunda región modificada se forma...
Reivindicaciones:
1. Un método de procesamiento por láser que incluye:
2. Un método de procesamiento por láser de acuerdo con la reivindicación 1, en el que la segunda región modificada (72) se forma después de la formación de la primera región modificada (71) en la primera etapa; y
en el que la cuarta región modificada (73) se forma después de la formación de la tercera región modificada (74) en la segunda etapa.
3. Un método de procesamiento por láser de acuerdo con la reivindicación 1, en el que la segunda región modificada (72) se forma después de la formación de la primera región modificada (71) en la primera etapa; y
en el que la tercera región modificada (74) se forma después de la formación de la cuarta región modificada (73) en la segunda etapa.
4. Un método de procesamiento por láser de acuerdo con la reivindicación 1, en el que la primera información de la cara de entrada de la cara de entrada se registra cuando se forma la primera región modificada (71), y la tercera región modificada (74) se forma mientras se usa la primera información de la cara de entrada; y
en el que la segunda información de la cara de entrada de la cara de entrada se registra cuando se forma la segunda región modificada (72), y la cuarta región modificada (73) se forma mientras se usa la segunda información de la cara de entrada.
5. Un método de procesamiento por láser de acuerdo con la reivindicación 1, en el que al menos una de la primera a cuarta regiones modificadas se constituye por una pluralidad de filas de regiones modificadas (71a -71f) alineadas en una dirección del espesor del objeto.
6. Un método de procesamiento por láser de acuerdo con la reivindicación 1, en el que al menos un conjunto de la primera y segunda regiones modificadas y de la tercera y cuarta regiones modificadas se constituyen por el mismo número de filas de regiones modificadas alineadas en la dirección del espesor del objeto.
Patentes similares o relacionadas:
Soldadura láser de componentes tubulares de acero TWIP, del 17 de Junio de 2020, de ELETTROSYSTEM S.R.L: Planta de soldadura láser para soldar con láser componentes tubulares de acero TWIP; la planta de soldadura láser comprende dos mandriles , que son coaxiales y […]
Asunción de una distancia inicial para el mecanizado por láser, del 27 de Mayo de 2020, de TRUMPF LASER- UND SYSTEMTECHNIK GMBH: Procedimiento para aproximarse a una posición inicial provista a una distancia de trabajo desde una superficie (5A) de una pieza de trabajo para mecanizado por láser […]
Estructura laminar para envase que se puede volver a sellar, del 29 de Abril de 2020, de SONOCO DEVELOPMENT, INC.: Una estructura laminar para formar un envase, donde la estructura laminar comprende: una primera capa de película que define una […]
Máquina de mecanización con láser, del 29 de Abril de 2020, de TRUMPF WERKZEUGMASCHINEN GMBH + CO. KG: Máquina de mecanización con láser • con una zona de mecanización que presenta un cerramiento de protección , • con un dispositivo de mecanización […]
Método para llevar a cabo cortes por láser precisos en una hoja de cinta y aparato para llevar a cabo el método, del 25 de Diciembre de 2019, de DALLAN S.P.A.: Un método para llevar a cabo un corte por láser preciso en una hoja de cinta de longitud Lu y anchura Le posicionada en una estación de corte por láser […]
MÁQUINA PARA CORTE DE LÁMINAS POR PROYECCIÓN DE FLUIDOS, del 10 de Diciembre de 2019, de GOITI, S.COOP: Máquina para corte de láminas por proyección de fluidos que comprende un cabezal desplazable en tres dimensiones, dispuesto sobre una mesa de apoyo de láminas a […]
Boquilla para el corte por láser con un elemento móvil interno y manguito de baja permitividad relativa; procedimiento de corte con haz láser de una pieza metálica que usa tal boquilla, del 4 de Diciembre de 2019, de L'AIR LIQUIDE, SOCIETE ANONYME POUR L'ETUDE ET L'EXPLOITATION DES PROCEDES GEORGES CLAUDE: Boquilla de corte por láser que comprende: - un cuerpo de boquilla que comprende un primer alojamiento axial pasante axialmente por dicho cuerpo de […]
Dispositivo para el corte de pletinas de chapa de una banda de chapa, del 27 de Noviembre de 2019, de Schuler Pressen GmbH: Dispositivo para cortar pletinas de chapa a partir de una banda de chapa , que comprende un dispositivo de corte por láser desplazable […]