MAQUINA DE FABRICACION CONTINUA DE TELA METALICA SOLDADA.
Máquina de fabricación de una banda (100) continua de enrejado metálico por medio de un único hilo de metal flexible (20) que alimenta de manera continua dicha máquina,
estando constituida dicha malla por la repetición en un plano de un mismo motivo (35) de hilo metálico (20), estando superpuesto cada motivo al anterior con un desfase de paso constante en la dirección axial de fabricación de la banda de enrejado (100), comprendiendo dicha máquina:
- una etapa (21, 22) de almacenamiento de hilo metálico (20);
- una etapa (25, 26, 29, 31) de alimentación de manera continua de la máquina con hilo metálico (20);
- una etapa (33, 41) de conformación que configura dicho hilo (20) en una sucesión de motivos (35) idénticos;
- una etapa (34, 60) de transferencia para desplazar sucesivamente dichos motivos (35) de hilo metálico (20) hacia el plano de formación de la banda de enrejado (100);
- una etapa (72, 73) para mantener cada motivo (35) en un plano y para desfasarlo con un paso constante antes de la llegada del motivo siguiente;
- una etapa (89, 92) de fijación de los motivos (35) entre sí; caracterizada porque la etapa de conformación comprende un tambor de conformación (33) que se mantiene fijo durante la realización de la conformación, alrededor del cual se enrolla el hilo metálico (20), estando previstos unos medios móviles (50, 57) para forzar al hilo (20) a adaptarse a la forma de dicho tambor (33) en la periferia de este último, estando sincronizado el movimiento de dichos medios (50, 57) con el movimiento de enrollado del hilo (20)
Tipo: Resumen de patente/invención. Número de Solicitud: W03003667FR.
Solicitante: KOUSSAIFI, GHATTAS YOUSSEF.
Nacionalidad solicitante: Líbano.
Dirección: AMCHIT MAIN STREET GHATTAS KOUSSAIFI BLDG.
Inventor/es: KOUSSAIFI,GHATTAS YOUSSEF.
Fecha de Publicación: .
Fecha Concesión Europea: 14 de Octubre de 2009.
Clasificación Internacional de Patentes:
- B21F1/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21F TRABAJO MECANICO O TRATAMIENTO DE ALAMBRE METÁLICO (laminado de metales B21B; por estirado, operaciones auxiliares en relación con el trabajo del metal sin desprendimiento sustancial de materia B21C; atado de objetos en paquetes B65B 13/00). › Curvado de alambre que no suponga enrollamiento; Enderezado de alambre.
- B21F27/00B
- B21F27/08 B21F […] › B21F 27/00 Fabricación de enrejados o telas metálicas (telas de mallas anulares B21F 31/00; en la fabricación de bandas B21F 43/00; mediante la utilización de materiales para tejer D03D). › con elementos o materiales de conexión adicionales en los cruces.
- B21F43/00 B21F […] › Fabricación de bandas de alambre, p. ej. de pulseras (fabricación de cadenas B21L; mediante la utilización de materiales para tejer D03D).
Clasificación PCT:
- B21F1/00 B21F […] › Curvado de alambre que no suponga enrollamiento; Enderezado de alambre.
- B21F27/00 B21F […] › Fabricación de enrejados o telas metálicas (telas de mallas anulares B21F 31/00; en la fabricación de bandas B21F 43/00; mediante la utilización de materiales para tejer D03D).
- B21F27/08 B21F 27/00 […] › con elementos o materiales de conexión adicionales en los cruces.
- B21F43/00 B21F […] › Fabricación de bandas de alambre, p. ej. de pulseras (fabricación de cadenas B21L; mediante la utilización de materiales para tejer D03D).
Clasificación antigua:
- B21F1/00 B21F […] › Curvado de alambre que no suponga enrollamiento; Enderezado de alambre.
- B21F27/00 B21F […] › Fabricación de enrejados o telas metálicas (telas de mallas anulares B21F 31/00; en la fabricación de bandas B21F 43/00; mediante la utilización de materiales para tejer D03D).
- B21F27/08 B21F 27/00 […] › con elementos o materiales de conexión adicionales en los cruces.
- B21F43/00 B21F […] › Fabricación de bandas de alambre, p. ej. de pulseras (fabricación de cadenas B21L; mediante la utilización de materiales para tejer D03D).
Fragmento de la descripción:
Máquina de fabricación continua de tela metálica soldada.
La presente invención se refiere a una máquina de fabricación continua de una banda de tela metálica soldada con ayuda de un único hilo metálico, así como a un procedimiento de fabricación puesto en práctica a través de dicha máquina y, por último, a la tela metálica soldada de un único hilo obtenida.
Los enrejados constituidos de este modo ofrecen una gran variedad de aplicaciones posibles, especialmente debido a su aspecto decorativo, y pueden emplearse en jardines o plazas públicas, casas y edificios públicos o privados y, de manera general, en todo tipo de construcción frecuentada por personas.
Actualmente, los enrejados se producen en general mediante máquinas que utilizan una pluralidad de hilos longitudinales que se desenrollan y enderezan en paralelo, a partir de varias bobinas distintas. El número de estas bobinas es variable y tradicionalmente está comprendido entre ocho y cuarenta y ocho, según las dimensiones de la tela o el enrejado y, en particular, según su longitud que se determina por el número de hilos. Tras la colocación de dichos hilos longitudinales paralelos, se sueldan hilos secundarios de manera transversal al nivel de su punto de intersección, con ayuda de dispositivos de soldadura por puntos. La tela que resulta de ello comprende mallas rectangulares o cuadradas, cuyas dimensiones están en función de los espacios dejados entre los hilos longitudinales y los hilos secundarios transversales. Tales mallas presentan, evidentemente, siempre necesariamente esquinas en ángulos rectos.
Esta técnica de construcción presenta un cierto número de desventajas:
- - el procedimiento de construcción necesita la utilización de varios hilos y bobinas, lo que requiere equipamientos adaptados y un espacio consecuente disponible delante de la máquina de producción. Además, la utilización de un gran número de hilos y bobinas en paralelo complica el procedimiento y ralentiza la producción, especialmente porque es necesario enderezar cada hilo y controlar la operación de desenrollado.
- - Tampoco es posible producir una gran variedad de motivos ornamentales en el mallado de este enrejado, puesto que sólo permite la realización de mallas cuadradas o rectangulares, en ángulos rectos.
La presente invención permite, por el contrario, obtener una gran variedad de motivos para las mallas del enrejado. Dichos motivos no se limitan en modo alguno a figuras geométricas que comprenden ángulos rectos, sino que pueden comprender, por el contrario, arcos y redondeados. Este resultado se obtiene además sin la limitación de la utilización en paralelo de un cierto número de hilos, sino empleando un único hilo. Se reduce así el equipamiento técnico necesario para la producción, y se simplifica considerablemente la máquina de fabricación, al tiempo que se aumenta la velocidad, la capacidad y la variedad de la producción.
La reducción del número de hilos conduce a una reducción lógica del número de bobinas y del espacio requerido aguas arriba de la máquina de fabricación. De manera general, el objetivo de la invención es proponer una máquina considerablemente simplificada con respecto a sus precedentes y que permite obtener una infinita variedad de motivos para la realización del enrejado.
Esta máquina permite la fabricación de una banda continua de enrejado metálico por medio de un único hilo de metal flexible que la alimenta de manera continua, estando constituido dicha enrejado por la repetición en un plano de un mismo motivo de hilo metálico, estando superpuesto cada motivo al precedente con un desfase de paso constante en la dirección axial de fabricación de la banda de enrejado. Comprende para ello:
- - una etapa de almacenamiento del hilo metálico;
- - una etapa de alimentación de manera continua de la máquina con hilo metálico;
- - una etapa de conformación que configura dicho hilo en una sucesión de motivos idénticos;
- - una etapa de transferencia para desplazar sucesivamente cada motivo de hilo metálico hacia el plano de formación de la banda de enrejado;
- - una etapa para mantener cada motivo en un plano y para desfasarlo con un paso constante antes de la llegada del motivo siguiente;
- - una etapa de fijación de los motivos entre sí;
Una máquina de este tipo, ya dada a conocer, por ejemplo, en la patente US nº 2.684.087 difiere de la de la invención porque, en esta última, la etapa de conformación comprende un tambor de conformación que se mantiene fijo durante la realización de la conformación, alrededor del cual se enrolla el hilo metálico. Las espiras resultantes del enrollado son las que constituyen los motivos de base del enrejado. Aunque permanece fijo durante la operación de conformación, este tambor es pivotante con respecto al eje de conformación, con vistas a aumentar el número de motivos realizables.
Un simple enrollado alrededor del tambor de conformación a menudo no es suficiente para que el hilo adopte la forma de la pared o superficie exterior de este último. Por este motivo están previstos medios suplementarios para forzar el hilo a adaptarse a la forma de dicho tambor en la periferia de este último, medios cuyo movimiento está sincronizado con el movimiento de enrollado del hilo.
La sincronización tiene como finalidad garantizar que la puesta en marcha de dichos medios sucede en el momento oportuno con respecto a la realización de cada espira.
La máquina de la invención comprende adicionalmente un dispositivo de seccionado de la banda de enrejado dispuesto aguas abajo de los medios de fijación de los motivos entre sí.
De hecho, como para las máquinas de la técnica anterior, la etapa de almacenamiento del hilo metálico flexible consiste simplemente en una bobina de hilo de rotación libre en un soporte. Esta bobina única sólo ocupa un espacio limitado con respecto a las múltiples bobinas utilizadas a menudo hasta ahora.
La etapa de alimentación de la máquina con hilo metálico comprende de manera sucesiva:
- - medios de enderezamiento del hilo, destinados a hacerlo rectilíneo,
- - por lo menos una polea de guiado del hilo hacia
- - un dispositivo giratorio de enrollado alrededor de un tambor.
Tras su realización, las espiras no permanecen enrolladas alrededor del tambor de conformación, sino que se hace cargo de ellas la etapa de transferencia, que consiste en un tambor de desbobinado, coaxial al tambor de conformación y dotado de filetes helicoidales, dotado de un movimiento de rotación sincronizado con la velocidad de enrollado del hilo que permite la disociación de las espiras que forman los motivos del enrejado.
Los dispositivos que permiten depositar cada espira sobre el plano de formación del enrejado están dispuestos a continuación sobre la periferia del tambor de desbobinado, al nivel de su extremo distante del tambor de conformación, estando también sincronizado el movimiento de estos dispositivos con el de dicho tambor de desbobinado.
En resumen, tras su conformación, las espiras que forman los motivos de base del enrejado se disocian unas de otras, a continuación se depositan en un mismo plano en el que tiene lugar la constitución de la rejilla propiamente dicha.
La etapa que permite mantener cada motivo en el plano de formación del enrejado y desfasarlo con un paso constante antes de la llegada del motivo siguiente consiste en una pluralidad de bandas sin fin dispuestas en paralelo y arrastradas a la misma velocidad, que está sincronizada con la velocidad de conformación de los motivos de hilo metálico, comprendiendo dichas bandas a intervalos regulares dientes que permiten el arrastre de cada motivo dispuesto sobre el plano que forman.
La velocidad de dichas bandas influye especialmente en el espaciamiento de los diferentes motivos y por consiguiente en el mallado, es decir la forma y la superficie de cada malla.
Los motivos de base que forman el enrejado se colocan por tanto unos con respecto a los otros, antes de fijarse a continuación en dicha posición. Los medios de fijación de los motivos de hilo metálico entre sí están constituidos por por lo menos un puente...
Reivindicaciones:
1. Máquina de fabricación de una banda (100) continua de enrejado metálico por medio de un único hilo de metal flexible (20) que alimenta de manera continua dicha máquina, estando constituida dicha malla por la repetición en un plano de un mismo motivo (35) de hilo metálico (20), estando superpuesto cada motivo al anterior con un desfase de paso constante en la dirección axial de fabricación de la banda de enrejado (100), comprendiendo dicha máquina:
- - una etapa (21, 22) de almacenamiento de hilo metálico (20);
- - una etapa (25, 26, 29, 31) de alimentación de manera continua de la máquina con hilo metálico (20);
- - una etapa (33, 41) de conformación que configura dicho hilo (20) en una sucesión de motivos (35) idénticos;
- - una etapa (34, 60) de transferencia para desplazar sucesivamente dichos motivos (35) de hilo metálico (20) hacia el plano de formación de la banda de enrejado (100);
- - una etapa (72, 73) para mantener cada motivo (35) en un plano y para desfasarlo con un paso constante antes de la llegada del motivo siguiente;
- - una etapa (89, 92) de fijación de los motivos (35) entre sí;
caracterizada porque la etapa de conformación comprende un tambor de conformación (33) que se mantiene fijo durante la realización de la conformación, alrededor del cual se enrolla el hilo metálico (20), estando previstos unos medios móviles (50, 57) para forzar al hilo (20) a adaptarse a la forma de dicho tambor (33) en la periferia de este último, estando sincronizado el movimiento de dichos medios (50, 57) con el movimiento de enrollado del hilo (20).
2. Máquina de fabricación de una banda continua (100) de enrejado según la reivindicación anterior, caracterizada porque comprende un dispositivo de seccionado (97) de la banda (100) de enrejado dispuesto aguas abajo de los medios de fijación (89, 92) de los motivos (35) entre sí.
3. Máquina de fabricación de una banda (100) continua de enrejado según una de las reivindicaciones anteriores, caracterizada porque la etapa de almacenamiento del hilo metálico flexible (20) consiste en una bobina (21) de hilo de rotación libre en un soporte (22) de dicha bobina (21).
4. Máquina de fabricación de una banda (100) continua de enrejado según cualquiera de las reivindicaciones anteriores, caracterizada porque la etapa de alimentación de la máquina con hilo metálico (20) comprende, sucesivamente:
- - unos medios de enderezamiento (23) del hilo (20), destinados a hacerlo rectilíneo,
- - por lo menos una polea de guiado (25, 26) del hilo (20) hacia
- - un dispositivo giratorio (28, 30, 31) de enrollado alrededor de un tambor (33).
5. Máquina de fabricación de una banda (100) continua de enrejado según una de las reivindicaciones anteriores, caracterizada porque la etapa de conformación (33) puede pivotar con respecto al eje de conformación.
6. Máquina de fabricación de una banda (100) continua de enrejado según cualquiera de las reivindicaciones anteriores, caracterizada porque la etapa de transferencia de cada motivo (35) del enrejado consiste en un tambor de desbobinado (34), coaxial al tambor de conformación (33), provisto de unos filetes helicoidales (36), y provisto de un movimiento de rotación sincronizado con la velocidad de enrollado del hilo (20) que permite la disociación de las espiras (35) que forman los motivos del enrejado.
7. Máquina de fabricación de una banda (100) continua de enrejado según la reivindicación anterior, caracterizada porque los dispositivos (60) que permiten depositar cada espira (35) sobre el plano de formación del enrejado están dispuestos sobre la periferia del tambor de desbobinado (34), al nivel de su extremo distante del tambor de conformación (33), estando sincronizado el movimiento de estos dispositivos (60) con el de dicho tambor de desbobinado (34).
8. Máquina de fabricación de una banda (100) continua de enrejado según cualquiera de las reivindicaciones anteriores, caracterizada porque la etapa para mantener cada motivo (35) en el plano de formación del enrejado y para desfasarlo con un paso constante antes de la llegada a dicho plano del motivo (35) siguiente consiste en una pluralidad de bandas (72) sin fin dispuestas paralelamente, arrastradas a la misma velocidad, que está sincronizada con la velocidad de conformación de los motivos (35) de hilo metálico (20), comprendiendo dichas bandas (72) a intervalos regulares unos dientes (73) que permiten el arrastre de cada motivo (35) dispuesto sobre el plano que forman.
9. Máquina de fabricación de una banda (100) continua de enrejado según cualquiera de las reivindicaciones anteriores, caracterizada porque los medios de fijación de los motivos (35) de hilo metálico (20) entre sí están constituidos por lo menos por un puente de soldadura (89, 92) dispuesto transversalmente al eje de desplazamiento lineal del enrejado.
10. Máquina de fabricación de una banda (100) continua de enrejado según la reivindicación anterior, caracterizada porque por lo menos un puente de soldadura (89, 92) realiza una soldadura en dirección vertical, y porque está precedido por un dispositivo (82, 83) que permite el mantenimiento en contacto entre sí de los motivos (35) que comparten una misma sección transversal.
11. Máquina de fabricación de una banda (100) continua de enrejado según la reivindicación 9, caracterizada porque por lo menos un puente de soldadura (93, 94) realiza una soldadura de dirección horizontal.
12. Máquina de fabricación de una banda (100) continua de enrejado según cualquiera de las reivindicaciones 4 a 11, caracterizada porque el dispositivo de enrollado comprende un árbol giratorio hueco (28) por el que pasa el hilo (20) tras el guiado por por lo menos una polea (26) que orienta dicho hilo (20) hacia dicho árbol (28), cuya salida está equipada con una polea (29) que reorienta el hilo (20) en una dirección de marcha radial hacia una polea (31) externa de enrollado cuyo eje forma un ángulo agudo con el eje de rotación del dispositivo de enrollado, cuyo desplazamiento circular presenta un radio superior al del tambor de enrollado (33).
13. Máquina de fabricación de una banda (100) continua de enrejado según la reivindicación anterior, caracterizada porque dicho dispositivo de enrollado se mueve mediante un motor eléctrico (299).
14. Máquina de fabricación de una banda (100) continua de enrejado según cualquiera de las reivindicaciones 12 y 13, caracterizada porque el tambor de conformación (33) está dispuesto de manera coaxial al dispositivo de enrollado, en la prolongación del árbol hueco (28).
15. Máquina de fabricación de una banda (100) continua de enrejado según una de las reivindicaciones anteriores, caracterizada porque unos empujadores radiales de resorte (42) mantienen el hilo (20) enrollado alrededor del tambor de conformación (33).
16. Máquina de fabricación de una banda (100) continua de enrejado según una de las reivindicaciones anteriores, caracterizada porque, cuando el tambor (33) comprende por lo menos una superficie entrante y/o cóncava, un número correspondiente de dispositivos (50, 57) previstos para aplicar el hilo (20) contra la o dichas superficies está previsto en la periferia de dicho tambor (33), estando sincronizado el movimiento de este o estos dispositivos (50, 57) con la velocidad transmitida por el motor de enrollado (299).
17. Máquina de fabricación de una banda (100) continua de enrejado según la reivindicación anterior, caracterizada porque el dispositivo (50) previsto para aplicar el hilo (20) contra una superficie cóncava haciendo que adopte la forma de un arco entrante consiste en un elemento giratorio (50), de eje de rotación paralelo al eje del tambor (33), dotado de una aleta perpendicular (50A, 50B) a dicho eje cuyo canto externo está provisto de unos medios de guiado (53, 52, 51) del hilo metálico (20), y presenta un trazado del que un tramo se adapta a la forma de la superficie cóncava.
18. Máquina de fabricación de una banda (100) continua de enrejado según la reivindicación anterior, caracterizada porque dicha aleta comprende dos secciones (50A, 50B), una primera sección (50B) de canto externo (52) elíptico provista de por lo menos un disco de guiado (53) del hilo metálico (20), y una segunda sección (50A) trazada en la continuidad de la primera, formando un arco de círculo que comprende un reborde lateral paralelo al eje de rotación provisto de una ranura de guiado, estando prevista la rotación del elemento (50) para aplicar el hilo (20) para que la sección elíptica penetre en primer lugar en la concavidad del tambor (33).
19. Máquina de fabricación de una banda (100) continua de enrejado según la reivindicación anterior, caracterizada porque los discos de guiado (52, 53) de la sección elíptica (50B) son una pluralidad repartidos sobre su borde, equipando un disco (53) de diámetro más grande, el extremo de dicha sección (50B) que penetra en primer lugar en la concavidad.
20. Máquina de fabricación de una banda (100) continua de enrejado según la reivindicación 16, caracterizada porque el dispositivo (57) previsto para aplicar el hilo en un rebaje de la pared del tambor consiste en un empujador (57) cuya cabeza (58) amovible presenta una forma que puede insertarse en dicho rebaje, pudiendo moverse dicha cabeza (58) en traslación, estando programado el desplazamiento para estar sincronizado con la velocidad de enrollado.
21. Máquina de fabricación de una banda (100) continua de enrejado según la reivindicación anterior, caracterizada porque el empujador (57) está controlado por un motor (67) que acciona a través de un engranaje (66) una cremallera que equipa al árbol (57) en el extremo de la cual se fija la cabeza (58).
22. Máquina de fabricación de una banda (100) continua de enrejado según la reivindicación 20, caracterizada porque el empujador (57) está accionado mediante un pistón (67) o mediante un motor lineal (67).
23. Máquina de fabricación de una banda (100) continua de enrejado según cualquiera de las reivindicaciones 6 a 22, caracterizada porque por lo menos un dispositivo fijo de guiado axial de las espiras (33) que forman los motivos del enrejado está colocado a lo largo y en la prolongación del tambor (34) de desbobinado, estando garantizado dicho guiado por por lo menos una guía interna (43) dispuesta frente a una guía externa (44), delimitando cada par de guías (43, 44) un paso que respeta la forma de cada espira (35) y estando dispuesto en función de los filetes del tambor de desbobinado (34), por lo menos en un lugar en el que el motivo (35) presenta un saliente hacia el exterior.
24. Máquina de fabricación de una banda (100) continua de enrejado según cualquiera de las reivindicaciones 7 a 23, caracterizada porque los dispositivos (60) que permiten depositar las espiras (35) desbobinadas sobre el plano de formación del enrejado consisten en unos árboles de tornillo sin fin (60) dispuestos a intervalos regulares en la periferia y en la prolongación axial del tambor de desbobinado (34), moviéndose dichos árboles (60) por unos motores eléctricos (64) sincronizados de manera que su puesta en marcha individual o en grupo sea sucesiva y permiten la extracción de una espira (35) que forma un motivo de enrejado tras otra.
25. Máquina de fabricación de una banda (100) continua de enrejado según cualquiera de las reivindicaciones 8 a 24, caracterizada porque el plano de formación del enrejado mediante un desfase sucesivo de los motivos (35) consiste en una cadena central (72) y dos cadenas laterales (72) provistas de unos dientes de arrastre (73) de dichos motivos (35), moviéndose dichas cadenas (72) por unos motores (69) sincronizados entre sí y con los motores (64) de los dispositivos de tornillo sin fin (60).
26. Máquina de fabricación de una banda (100) continua de enrejado según la reivindicación anterior, caracterizada porque dichas cadenas (72) están coronadas por una banda (46) de guiado y de protección rígida fija.
27. Máquina de fabricación de una banda (100) continua de enrejado según una de las reivindicaciones 25 y 26, caracterizada porque se disponen unas placas de deslizamiento (49) bajo el enrejado en los extremos de las cadenas (72) que están distales al sistema de fabricación de los motivos (35) de dicho enrejado.
28. Máquina de fabricación de una banda (100) continua de enrejado según cualquiera de las reivindicaciones 9 a 27, caracterizada porque hay dos puentes de soldadura transversales (89, 92) que funcionan según una dirección vertical, precedidos cada uno por un puente de mantenimiento de los motivos (35) que forman el enrejado, estando provisto cada puente de dos cabezas (90, 91; 82, 83) dispuestas a ambos lados del enrejado, ejerciendo cada una, una acción en la dirección de la otra cabeza.
29. Máquina de fabricación de una banda (100) continua de enrejado según la reivindicación anterior, caracterizada porque dichas cabezas (82, 83) de los puentes de mantenimiento son amovibles y presentan unos relieves respectivamente macho y hembra que dependen de los motivos (35) que forman el enrejado, y permiten una interpenetración para aplicar dichos motivos (35) en contacto entre sí con vistas a la soldadura.
30. Máquina de fabricación de una banda (100) continua de enrejado según una de las reivindicaciones 28 y 29, caracterizada porque los puentes de soldadura (89, 92) realizan una soldadura por puntos por lo menos en algunas de las intersecciones de los motivos (35) según una dirección transversal, en dos veces correspondientes a las dos configuraciones transversales de intersección de los motivos (35) que forman el enrejado.
31. Máquina de fabricación de una banda (100) continua de enrejado según cualquiera de las reivindicaciones 9 a 27, caracterizada porque comprende un puente de soldadura que funciona según una dirección horizontal, por medio de por lo menos un par de cabezas (93, 94) retráctiles que pueden insertarse en dos eslabones (35) sucesivos del enrejado, en la dirección del desplazamiento lineal de este último.
32. Máquina de fabricación de una banda (100) continua de enrejado según una de las reivindicaciones 25 a 31, caracterizada porque las cadenas laterales (72) se extienden hasta el primer puente de soldadura (89), mientras que la cadena central (72) se extiende hasta el segundo puente de soldadura (92).
33. Máquina de fabricación de una banda (100) continua de enrejado según cualquiera de las reivindicaciones anteriores, caracterizada porque el tambor de conformación (33) comprende un cuerpo principal (33) al que puede fijarse por lo menos un volumen adicional (41) destinado a modificar una parte de su pared externa de conformación.
34. Máquina de fabricación de una banda (100) continua de enrejado según la reivindicación anterior, caracterizada porque el volumen adicional (41) está configurado de tal manera que se inserta en por lo menos una parte de superficie cóncava de la pared del tambor (33) para definir una nueva parte de pared plana o convexa.
35. Máquina de fabricación de una banda (100) continua de enrejado según la reivindicación 33, caracterizada porque el volumen adicional (41) está configurado de tal manera que se inserta en por lo menos una parte de superficie cóncava de la pared del tambor (33) para definir una nueva parte de pared provista de un rebaje.
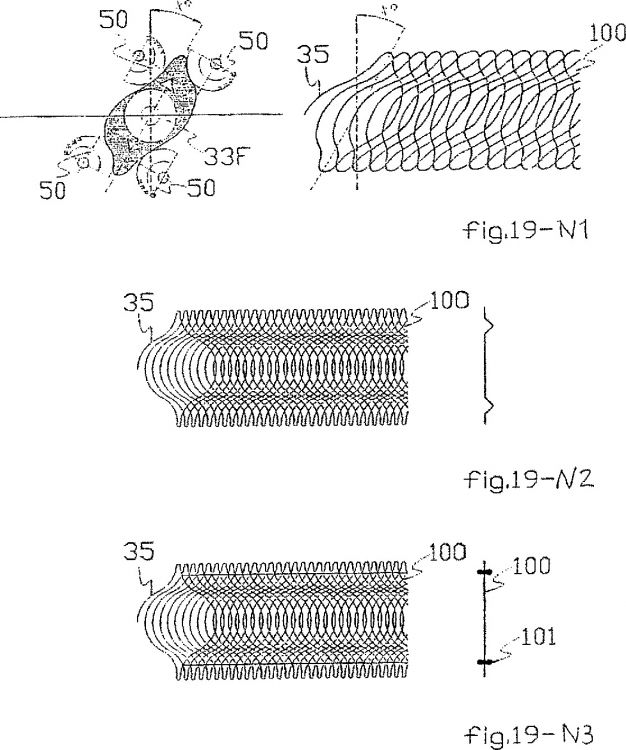
36. Máquina de fabricación de una banda (100) continua de enrejado según cualquiera de las reivindicaciones 8 a 35, caracterizada porque comprende por lo menos una bobina (102) de hilo, dispuesta al lado del plano de formación del enrejado, estando dirigido el hilo (101) hacia una cara de la banda (100) de enrejado durante el desplazamiento lineal, reorientado en paralelo a dicho desplazamiento lineal, y después fijado a la banda (100) de enrejado.
37. Máquina de fabricación de una banda (100) continua de enrejado según la reivindicación anterior, caracterizada porque las bobinas (102) son dos o cuatro, estando dirigidos los hilos (101) por tanto respectivamente hacia una o las dos caras de la banda (100) de enrejado.
38. Máquina de fabricación de una banda (100) continua de enrejado según cualquiera de las reivindicaciones anteriores, caracterizada porque comprende una etapa de embutición axial continua de por lo menos una parte transversal de la banda (100) de enrejado.
39. Máquina de fabricación de una banda (100) continua de enrejado según la reivindicación anterior, caracterizada porque la embutición se efectúa según dos partes transversales que bordean los bordes de la banda (100) de enrejado.
40. Máquina de fabricación de una banda (100) continua de enrejado según cualquiera de las reivindicaciones anteriores, caracterizada porque comprende una unidad central electrónica (76) de gestión de la máquina, cuyos parámetros pueden regularse con ayuda de periféricos (77) accesibles para el usuario, procesando dicha unidad central (76) las señales emitidas por unos sensores (70, 300, 56, 65) que indican el estado instantáneo de determinados componentes móviles de la máquina.
41. Máquina de fabricación de una banda (100) continua de enrejado según la reivindicación anterior, caracterizada porque dichos periféricos (77) accesibles para el usuario consisten en una pantalla y un teclado.
42. Máquina de fabricación de una banda (100) continua de enrejado según una de las reivindicaciones 40 y 41, caracterizada porque dicha unidad central y los periféricos forman parte de un microordenador (76) que comprende un programa de gestión de la máquina.
43. Máquina de fabricación de una banda (100) continua de enrejado según una de las reivindicaciones 40 a 42, caracterizada porque los sensores (300, 56, 65, 70) se aplican a los diferentes motores (299, 55, 64, 69) de la máquina e informan sobre su posición y su velocidad en todo momento.
44. Procedimiento de fabricación continua de una banda de enrejado (100) por medio de un único hilo metálico (20), que comprende las etapas siguientes:
- - bobinado del hilo metálico (20) alrededor de un tambor de conformación (33), presentando cada espira (35) por tanto un motivo idéntico;
- - separación de las espiras (35) en la dirección del eje del tambor de conformación (33);
- - depósito de las espiras (35) sobre un plano de conformación del enrejado (100) orientado perpendicularmente a dicho eje del tambor de conformación (33);
- - desplazamiento continuo de dicho plano, sincronizado con las velocidades de bobinado, de separación y de depósito de las espiras (35), para crear un desfase entre las espiras (35) y formar la sucesión de dichos motivos repetitivos del enrejado; y
- - soldadura de por lo menos algunos de los puntos de intersección de dichos motivos (35) que constituyen el enrejado (100);
caracterizado porque comprende las etapas suplementarias siguientes:
- - mantener el tambor (33) fijo durante la realización de la conformación mediante enrollado del hilo metálico (20) alrededor de dicho tambor (33);
- - forzar el hilo (20) a adaptarse a la forma del tambor (33) con ayuda de unos medios móviles (50, 57) previstos en la periferia de este último; y
- - sincronizar el movimiento de estos medios (50, 57) con el movimiento de enrollado del hilo (20) alrededor del tambor (33).
45. Procedimiento de fabricación continua de una banda de enrejado (100) según la reivindicación anterior, caracterizado porque, previamente a la etapa de bobinado con vistas a la conformación, el hilo (20) se desenrolla de manera continua de una bobina (21) de almacenamiento.
46. Procedimiento de fabricación continua de una banda de enrejado (100) según una de las reivindicaciones 44 y 45, caracterizado porque la etapa de soldadura va seguida de una etapa de seccionado de la banda de enrejado (100) en la longitud deseada.
47. Procedimiento de fabricación continua de una banda de enrejado (100) según una de las reivindicaciones 44 a 46, caracterizado porque la conformación mediante bobinado alrededor de un tambor (33) se realiza, cuando la pared externa del tambor (33) comprende por lo menos una parte cóncava y/o por lo menos un rebaje, mediante un número correspondiente de dispositivos (50, 57) previstos para aplicar el hilo (20) contra dicha parte de pared externa.
48. Procedimiento de fabricación continua de una banda de enrejado (100) según una de las reivindicaciones 44 a 47, caracterizado porque la realización de las diferentes etapas se automatiza con ayuda de una unidad central electrónica o de un microordenador (76) provisto de unos periféricos (77) que permiten su regulación por el usuario y que responden a unos sensores (300, 56, 65, 70) que marcan el desarrollo de las diferentes etapas puestas en práctica durante el procedimiento.
49. Procedimiento de fabricación continua de una banda de enrejado (100) según la reivindicación 48, caracterizado porque los sensores (300, 56, 65, 70) actúan conjuntamente con los motores eléctricos (299, 55, 64, 69), y permiten conocer en todo momento su velocidad y su posición.
50. Procedimiento de fabricación continua de una banda de enrejado (100) según una de las reivindicaciones 44 a 49, caracterizado porque por lo menos un hilo metálico (101) se fija axialmente de manera continua sobre una de las caras de la banda de enrejado.
51. Procedimiento de fabricación continua de una banda de enrejado (100) según la reivindicación anterior, caracterizado porque se fijan dos o cuatro hilos (101) con objeto de bordear los bordes sobre una o las dos caras de la banda de enrejado (100).
52. Procedimiento de fabricación continua de una banda de enrejado (100) según una de las reivindicaciones 44 a 51, caracterizado porque por lo menos una parte transversal de la banda de enrejado (100) se embute axialmente de manera continua, tras soldar los motivos (35) entre sí.
Patentes similares o relacionadas:
ROBOT DOBLADOR DE ALAMBRE ORTODÓNTICO PARA LA TÉCNICA DE ORTODONCIA LINGUAL, del 4 de Junio de 2020, de GILBERT REISMAN, Alfredo: Un robot doblador de alambres ortodónticos para ser usado en la fabricación de prótesis ortodónticas, que tiene un marco de desplazamiento […]
Máquina de doblado de alambre, del 23 de Octubre de 2019, de Advanced Orthodontic Solutions: Máquina de doblado de alambre que comprende: un cabezal de doblado; y un mecanismo de retención […]
Máquina combinada para trabajar varillas de alambre y método de trabajo correspondiente, del 2 de Octubre de 2019, de M.E.P. MACCHINE ELETTRONICHE PIEGATRICI S.P.A.: Máquina combinada para trabajar una varilla de alambre de cualquier tipo o forma, en barras largas, para obtener productos metálicos con […]
Máquina de conformado y procedimiento para la corrección de la posición de la unidad de carro de una máquina de conformado de este tipo, del 10 de Abril de 2019, de OTTO BIHLER HANDELS-BETEILIGUNGS-GMBH: Máquina de conformado, en particular máquina de doblado, que comprende - un bastidor de máquina con una pared de montaje , - al menos una unidad de carro dispuesta […]
Máquina de flexión y herramienta de flexión, del 13 de Septiembre de 2017, de OTTO BIHLER HANDELS-BETEILIGUNGS-GMBH: Máquina de flexión , que comprende: - un porta-herramientas con varios alojamientos de herramientas , en la que cada alojamiento […]
Sistemas y procesos para la producción de bastidores, del 1 de Febrero de 2017, de ANAGNOSTOPOULOS, ANTONIOS: Un sistema para la producción de bastidores (27c) a partir de material tal como alambre o banda u otro material de sección transversal prismática, que comprende: una estación […]
Método y aparato para el plegado de perfiles metálicos en barras, del 9 de Noviembre de 2016, de SCHNELL S.P.A.: Método para el plegado de perfiles metálicos en barras, que comprende las fases de: a. alimentar un número predefinido (2a) de barras y un número predefinido […]
Aparato para la flexión de productos de metal oblongos, tales como barras, piezas redondas o alambres de metal y método de flexión correspondiente, del 24 de Agosto de 2016, de A.C.M. SRL Automatismi Costruzioni Meccaniche: Aparato para la flexión de al menos un producto de metal oblongo (P), que comprende un canal de alimentación para la alimentación de dicho producto de metal (P) […]