PROCEDIMIENTO PARA LA FABRICACION DE UN LAMINADO, DISPOSITIVO PARA LA REALIZACION DEL PROCEDIMIENTO Y LAMINADO OBTENIDO.
Procedimiento para la fabricación de un laminado (100), que comprende los pasos:
- Disposición de al menos una lámina de proceso (11) continua
- Aplicación de una banda de semiproducto (31) continua, fundamentalmente no de polímero, en la lámina de proceso (11)
- Obturación de la banda de semiproducto (31) en relación a la lámina de proceso (11) por medio de una cinta adhesiva, una cinta adhesiva de dos caras, o por medio de un pegamento líquido
- Colocación de un plástico (41) que se puede endurecer sobre la banda de semiproducto (31)
- Endurecimiento del plástico proporcionando una unión entre el plástico y el semiproducto
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2004/007918.
Solicitante: HEINRICH STRUNZ GMBH.
Nacionalidad solicitante: Alemania.
Dirección: ZEHSTRASSE 2,95111 REHAU.
Inventor/es: BACHSTEIN,STEFAN.
Fecha de Publicación: .
Fecha Concesión Europea: 2 de Junio de 2010.
Clasificación Internacional de Patentes:
- B32B15/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 15/00 Productos estratificados compuestos esencialmente de metal. › de resina sintética.
- B32B27/08 B32B […] › B32B 27/00 Productos estratificados compuestos esencialmente de resina sintética. › de una resina sintética de una clase diferente.
- B32B37/24 B32B […] › B32B 37/00 Procedimientos o aparatos para la estratificación, p.ej. por polimerización o curado o por unión por ultrasonidos. › con al menos una capa que no es coherente antes de la estratificación, p.ej. constituido por un material granular proyectado sobre un substrato (B32B 37/15 tiene prioridad).
- B32B37/26 B32B 37/00 […] › con al menos una capa que tiene influencia en la unión durante la estratificación, p.ej. capas anti-adhesivas o capas equilibradoras de la presión.
Clasificación PCT:
- B32B15/08 B32B 15/00 […] › de resina sintética.
- B32B37/10 B32B 37/00 […] › caracterizado por la técnica de compresión, p.ej. utilizando la acción directa del vacio o de un fluido bajo presión.
- B32B37/24 B32B 37/00 […] › con al menos una capa que no es coherente antes de la estratificación, p.ej. constituido por un material granular proyectado sobre un substrato (B32B 37/15 tiene prioridad).
Clasificación antigua:
- B32B15/08 B32B 15/00 […] › de resina sintética.
- B32B37/10 B32B 37/00 […] › caracterizado por la técnica de compresión, p.ej. utilizando la acción directa del vacio o de un fluido bajo presión.
- B32B37/24 B32B 37/00 […] › con al menos una capa que no es coherente antes de la estratificación, p.ej. constituido por un material granular proyectado sobre un substrato (B32B 37/15 tiene prioridad).
Fragmento de la descripción:
Procedimiento para la fabricación de un laminado, dispositivo para la realización del procedimiento y laminado obtenido.
La presente invención se refiere a un procedimiento para la fabricación de un laminado, así como a un dispositivo para la realización del procedimiento, y un laminado obtenido correspondiente, que puede ser, en particular, un laminado de aluminio plástico reforzado por fibras de vidrio, que se puede emplear, por ejemplo, en la construcción de vehículos para la representación de estructuras de camiones o similares o paredes laterales de caravanas/autocaravanas.
En esta aplicación específica mencionada anteriormente se emplean hoy en día habitualmente placas de plástico reforzado por fibras de vidrio, que están conformadas como denominados elementos de estructura de sándwich. En el caso de este tipo de elementos se puede producir, sin embargo, una descomposición o un amarilleo de la superficie, y de modo aislado, las características de la superficie son insuficientes para aplicaciones específicas.
La solicitante ha propuesto ya un laminado y un procedimiento (documento DE-A-195 10 237) para reforzar fundamentalmente polímeros estratificados con plástico reforzado por fibras de carbono. Por medio del procedimiento conocido se puede evitar un pegado separado de láminas decorativas correspondientes, reemplazando para ello una denominada capa de recubrimiento de gel por medio de un material polímero prefabricado. Con ello, en el procedimiento y en el laminado conocidos se evita ciertamente un paso de trabajo costoso, si bien no resulta en una ventaja estructural.
Alternativamente, hasta el momento también se han usado placas de aluminio para esta aplicación, si bien son problemáticas las características del material no favorables en el caso de carga mecánica, así como el resto de deformaciones plásticas, por ejemplo en caso de golpes de granizo, si bien, en contraposición a los productos plásticos reforzados por fibras de carbono mencionados anteriormente, las características de la superficie, como por ejemplo la capacidad de lacado, son mejores.
Según esto, en los últimos años se han llevado a cabo múltiples intentos para hacer uso de las dos características del material.
De este modo, por ejemplo, el documento DE-A-19918736 propone un material compuesto en el que una capa de cubierta de metal se pega sobre un material que se encuentra por debajo. Los materiales compuestos en los que se ha de pegar una banda de metal con una placa de plástico prefabricada no son económicos desde el punto de vista de la técnica de procesos, y requieren un gran cuidado durante el pegado. Este tipo de materiales compuestos pegados permiten por regla general únicamente una deformación reducida, y el resultado del material compuesto habitualmente no cumple con los requerimientos deseados, ya que la capa de material se araña o se deforma fácilmente durante el pegado, mientras que también el propio componente de plástico y/o el componente de metal se ensucia por medio del pegado.
Del documento DE-A-19646438 se conoce un procedimiento para la fabricación de placas de molde de plástico reforzado por fibras de vidrio planas, en el que, tal y como se indica, por ejemplo, más arriba, las piezas preformadas se pueden pegar con una banda de metal.
Desde otro campo técnico, en particular la producción de esquís, se conocen además estructuras de capas de plástico/metal, ver por ejemplo el documento DE-A-3913969, y el documento DE-A-3636645. En la fabricación de esquís se introduce habitualmente en una artesa un elemento de estructura de metal, que es recubierto completamente con resina. En este caso, así pues, según eso, se usa únicamente una parte de las ventajas del metal, en particular, con un procedimiento de este tipo no se puede aprovechar la ventaja de las características de la superficie, como la posibilidad de lacado y similar.
El documento EP 1 044 796 da a conocer un elemento compuesto de varias capas formado por al menos tres capas, con una capa interior hecha de material polímero termoplástico, con el que limita una capa con densidad reducida, como por ejemplo material celular, y una capa de soporte, por ejemplo hecha de chapa o de aleación de aluminio.
El documento DE 34 13 053 da a conocer un dispositivo para el soldado de objetos planos entre láminas de plástico con un dispositivo de prensado calentable que presenta placas separables calentables, entre las que las láminas que se ha de soldar bajo presión y temperatura se pueden disponer con objetos dispuestos entre ellas, estando conformadas las placas calentables como bandas de transporte cerradas en forma anular.
Según esto, existe necesidad de laminados, de un procedimiento efectivo para la fabricación de un laminado, así como de un dispositivo correspondiente para la fabricación de laminados, de tal manera que se proporcione la estructura mejorada y las características de la superficie mejorada. Así pues, el objetivo de la presente invención es proporcionar un laminado de este tipo, un procedimiento de este tipo y un dispositivo de este tipo que esté indicado para la realización del procedimiento.
El procedimiento ha de proporcionar, junto a una mayor eficiencia, la posibilidad de fabricar laminados empleando semiproductos que fundamentalmente no son polímeros, en particular con características estructurales indicadas y características superficiales, como por ejemplo un metal tratado en su superficie, que dispongan de características de estabilidad y de superficie sobresalientes. De hecho, se ha constatado de un modo excepcionalmente sorprendente que se produce un efecto de sinergia cuando se deja entrar un semiproducto que fundamentalmente no es un polímero en la fabricación del laminado. Junto a las características optimizadas de la superficie se mejoran también de modo considerable las características estructurales del laminado, lo que realmente no se debería esperar, ya que el especialista ha de partir del hecho de que sólo los semiproductos polímeros, como por ejemplo el estratificado propuesto por la solicitante, proporcionarían una unión interior suficiente con el plástico que conforma el laminado.
El procedimiento conforme a la invención para la fabricación de un laminado comprende los pasos: disposición de al menos una lámina de proceso continua; aplicación de una banda de semiproducto continua, fundamentalmente no de polímero, sobre la lámina de proceso; obturación de la banda de semiproducto de modo relativo a la lámina de proceso por medio de una banda de pegado, una banda de pegado de dos caras o por medio de pegamento líquido; aplicación de un plástico que se puede endurecer sobre la banda de semiproducto; y endurecimiento del plástico proporcionando una unión entre el plástico y el semiproducto. Una característica fundamental del procedimiento conforme a la invención es que se trata de un procedimiento continuo, con un suministro continuo de los diferentes materiales y componentes, de manera que se puede proporcionar un laminado con posibilidades de dimensionamiento prácticamente ilimitadas. Otra característica del procedimiento conforme a la invención reside en el hecho de que la unión entre el semiproducto y el plástico se consigue propiamente por medio del endurecimiento, de manera que se puede prescindir del paso habitualmente separado del pegado, gracias a lo cual se evitan los problemas que en otro caso se pueden producir durante el pegado. El uso de lámina de proceso tiene la ventaja de que toda la masa de plástico y el semiproducto se pueden guiar sobre la lámina de proceso, de manera que se puede evitar un ensuciamiento de las herramientas, lo que, en particular, incrementa la productividad en el procedimiento continuado aquí propuesto, ya que por un lado no se ha de interrumpir el procedimiento relativo a la finalidad de limpieza, y por otro lado las suciedades no pueden llevar a un perjuicio del producto fabricado. Bajo el término de semiproducto fundamentalmente no polímero en este caso se ha de entender, en particular, un producto intermedio estructural, que, por ejemplo, está tratado en su superficie. Por medio de la obturación de la lámina de proceso en relación al semiproducto, en particular de una banda de metal, no se puede producir un ensuciamiento por medio del propio plástico, por ejemplo también resina, en la parte cubierta por la lámina de proceso, de manera que, por ejemplo también es posible prever una banda de metal tratada superficialmente que pueda ser, por ejemplo, anodizada por lo que se refiere a su uso posterior, y que pueda poseer también un lacado. El paso de la obturación...
Reivindicaciones:
1. Procedimiento para la fabricación de un laminado (100), que comprende los pasos:
- Disposición de al menos una lámina de proceso (11) continua
- Aplicación de una banda de semiproducto (31) continua, fundamentalmente no de polímero, en la lámina de proceso (11)
- Obturación de la banda de semiproducto (31) en relación a la lámina de proceso (11) por medio de una cinta adhesiva, una cinta adhesiva de dos caras, o por medio de un pegamento líquido
- Colocación de un plástico (41) que se puede endurecer sobre la banda de semiproducto (31)
- Endurecimiento del plástico proporcionando una unión entre el plástico y el semiproducto.
2. Procedimiento según la reivindicación 1, que comprende además el paso de la aplicación de una segunda lámina de proceso (21) continua sobre el plástico que se puede endurecer.
3. Procedimiento según la reivindicación 1 ó 2, que comprende además el paso de la introducción de material de refuerzo en el plástico que se puede endurecer.
4. Procedimiento según una de las reivindicaciones anteriores, que comprende además el paso del satinado por medio de un satinador (50), en particular preferentemente justo antes del paso del endurecimiento.
5. Procedimiento según una de las reivindicaciones anteriores, en el que se evacua el espacio entre las láminas de proceso (11, 21) y/o una lámina de proceso (11, 21) y la banda de semiproducto (31).
6. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque al menos una lámina de proceso (11, 21) sobresale lateralmente por encima de la banda de semiproducto (31), para hacer posible un engrane por medio de medios de transporte.
7. Procedimiento según una de las reivindicaciones 2 a 6, caracterizado porque las láminas de proceso (11, 21) se pueden engranar entre ellas lateralmente junto a la banda de semiproducto (31), en particular fundamentalmente de modo obturado.
8. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque la banda de semiproducto (31) prácticamente no se puede impregnar en relación al plástico que se puede endurecer.
9. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque la banda de semiproducto (31) es una banda de metal, en particular una banda de metal recubierta y/o una banda de metal tratada en su superficie.
10. Dispositivo para la realización de un procedimiento según una de las reivindicaciones anteriores, que comprende un almacenamiento de material (10) para la entrega continua de al menos una lámina de proceso (11), un dispositivo de entrega de almacenamiento (30) para la disposición continua de una banda de semiproducto (31) fundamentalmente no de polímero, un dispositivo de obturación para la obturación del semiproducto en relación a la lámina de proceso por medio de una cinta adhesiva, una cinta adhesiva de dos caras o por medio de un pegamento líquido, así como un dispositivo (40) para el almacenamiento y entrega de modo continuado de plástico (41) que se puede endurecer.
11. Dispositivo según la reivindicación 10, que comprende otro almacenamiento de material (20) para la entrega continua de al menos una lámina de proceso (21).
12. Dispositivo según la reivindicación 10 u 11 en el que el dispositivo de obturación, para la obturación del semiproducto respecto a una de las láminas de proceso comprende un dispositivo de entrega de una tira de pegamento con medios de solicitación óptimos.
13. Dispositivo según la reivindicación 10, 11 u 12, que comprende un dispositivo de distribución de plástico (44) y/o un dispositivo de solicitación de plástico (50), en particular en forma de un rascador (44) y/o un satinador (50).
14. Dispositivo según la reivindicación 10, 11, 12 ó 13, que comprende además un dispositivo (45) para el almacenamiento y entrega continua de material de refuerzo (46).
15. Dispositivo según una de las reivindicaciones 10 a 14, que comprende además un dispositivo de calentamiento (60), en particular una mesa de calentamiento y de regulación de la temperatura que se puede cargar de modo continuo.
16. Dispositivo según una de las reivindicaciones 10 a 15, que comprende además un medio de transporte que se puede engranar lateralmente en la banda del semiproducto (31) con al meno una de las láminas de proceso (11, 21).
17. Dispositivo según la reivindicación 16, en el que los medios de transporte están conformados de tal manera que se hace posible un engrane de obturación entre dos láminas de proceso (11, 21).
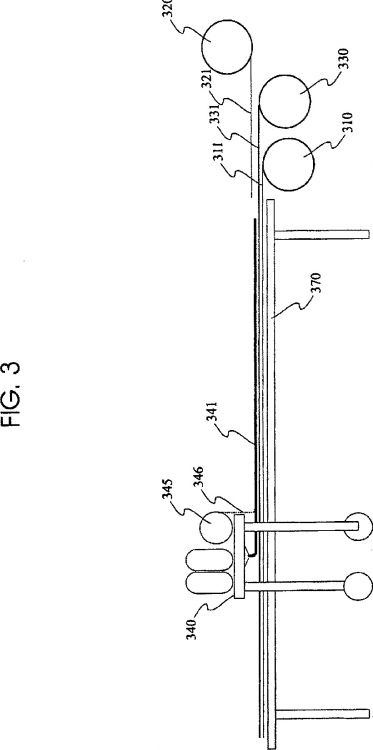
18. Procedimiento para la fabricación de un laminado (300), que comprende los pasos:
- Disposición de una superficie de apoyo (370) con dimensiones predeterminadas
- Disposición de al menos una primera lámina de proceso (311) opcional
- Aplicación de una banda de semiproducto (331) fundamentalmente de no polímero sobre la superficie de apoyo o la lámina de proceso (311) opcional
- Obturación de la banda de semiproducto (331) en relación a la superficie de apoyo o a la primera lámina de proceso (311) opcional por medio de una cinta adhesiva, una cinta adhesiva de doble cara, o por medio de pegamento líquido
- Aplicación de un plástico (341) que se puede endurecer sobre la banda de semiproducto (331)
- Endurecimiento del plástico proporcionando una unión entre el plástico y el semiproducto.
19. Procedimiento según la reivindicación 18, que comprende además el paso de la aplicación de una segunda lámina de proceso (321) sobre el plástico que se puede endurecer.
20. Procedimiento según la reivindicación 18 ó 19, que comprende además el paso de la introducción de material de refuerzo en el plástico que se puede endurecer.
21. Procedimiento según una de las reivindicaciones 18 a 20, en el que se evacua el espacio entre las láminas de proceso (311, 321) y/o una lámina de proceso (311, 321) y la banda de semiproducto (331).
22. Procedimiento según una de las reivindicaciones 19 a 21, caracterizado porque las láminas de proceso (311, 321) se pueden engranar entre ellas lateralmente junto a la banda de semiproducto (331), en particular fundamentalmente de modo que se produzca una obturación.
23. Procedimiento según una de las reivindicaciones 18 a 22, caracterizado porque la banda de semiproducto (331) prácticamente no es impregnable respecto al plástico que se puede endurecer.
24. Procedimiento según una de las reivindicaciones 18 a 23, caracterizado porque la banda de semiproducto (331) es una banda de metal, en particular una capa de metal recubierta o una banda de metal tratada en la superficie.
25. Procedimiento según una de las reivindicaciones 18 a 24, que comprende además el paso del pulido de la parte posterior el plástico endurecido.
26. Dispositivo para la realización de un procedimiento según una de las reivindicaciones 18 a 25, que comprende una superficie de apoyo (370) con dimensiones predeterminadas, un almacenamiento de material (310) opcional para la entrega de al menos una primera lámina de proceso (311) opcional, un dispositivo de entrega de almacenamiento (330) para proporcionar una banda de semiproducto (331) fundamentalmente no de polímero, un dispositivo de obturación para la obturación del semiproducto respecto a la superficie de apoyo o a la lámina de proceso opcional por medio de una cinta adhesiva, una cinta adhesiva de dos caras, o por medio de pegamento líquido, así como al menos un dispositivo de laminado (340) móvil en relación a la superficie de apoyo (370) para el almacenamiento y entrega de plástico que se puede endurecer (341).
27. Dispositivo según la reivindicación 26, que comprende otro almacenamiento de material (320) para la entrega de al menos una lámina de proceso (321).
28. Dispositivo según la reivindicación 26 ó 27, en el que el dispositivo de obturación, para la obturación del semiproducto respecto a una de las láminas de proceso comprende un dispositivo de entrega de tira de pegamento con medios de solicitación óptimos.
29. Dispositivo según una de las reivindicaciones 26 a 28, que comprende además un dispositivo de laminado (345) para el almacenamiento y entrega de material de refuerzo (346).
30. Laminado de plástico-metal fabricado según una de las reivindicaciones 1 a 9 ó 18 a 25 y/o por medio de un dispositivo según una de las reivindicaciones 10 a 17 ó 26 a 29, que no muestra ninguna deformación bajo una solicitación balística con proyectiles de 20 mm de diámetro con una velocidad de 20 m/s.
Patentes similares o relacionadas:
Películas multicapa y laminados y artículos que comprenden las mismas, del 29 de Julio de 2020, de Dow Global Technologies LLC: Una película de polietileno multicapa orientada biaxialmente que comprende: la Capa A que es una capa adhesiva que tiene una superficie externa superior y una superficie externa […]
 Lámina decorativa embosada y el procedimiento de producción, del 29 de Julio de 2020, de TOPPAN PRINTING CO., LTD: Una lámina decorativa embosada , caracterizada poque:
una capa con motivo , una capa adhesiva , una capa transparente de resina termoplástica […]
Lámina decorativa embosada y el procedimiento de producción, del 29 de Julio de 2020, de TOPPAN PRINTING CO., LTD: Una lámina decorativa embosada , caracterizada poque:
una capa con motivo , una capa adhesiva , una capa transparente de resina termoplástica […]
Material compuesto, del 22 de Julio de 2020, de GE Oil & Gas UK Limited: Un material compuesto para usar en un cuerpo de tubería flexible para transportar fluidos de producción, dicho material compuesto comprende: una primera […]
Capas de barrera sobre membranas de impermeabilización, del 22 de Julio de 2020, de SIKA TECHNOLOGY AG: Membrana de impermeabilización que comprende a) una membrana de poliolefina termoplástica que comprende al menos un polímero seleccionado de homopolímero […]
Película coextruida de multicapa para controlar la migración de grasa, del 15 de Julio de 2020, de Dow Global Technologies LLC: Una película coextruida de multicapa que comprende: al menos una capa de absorción de aceite y grasa, en la que la al menos una capa de absorción de aceite y grasa comprende […]
Película multicapa, del 15 de Julio de 2020, de TAGHLEEF INDUSTRIES SPA CON SOCIO UNICO: Una película de polipropileno orientado biaxialmente (BOPP), que tiene un espesor de entre 10 μm y 120 μm, obtenida por medio de coextrusión […]
Película retráctil, del 8 de Julio de 2020, de Taghleef Industries Inc: Una película retráctil de múltiples capas orientada que comprende una capa de núcleo y al menos una capa de cubierta, dicha capa de núcleo tiene un grosor […]
Conducto de aire comprimido flexible de varias capas, del 24 de Junio de 2020, de EMS-PATENT AG: Conducto de plástico compuesto por tres capas, una capa interior que linda con el espacio interior , una capa central que linda directamente con la capa interior […]