PROCEDIMIENTO PARA FABRICAR NEUMATICOS DE PARED BLANCA O DE COLOR PARA VEHICULOS AUTOMOVILES.
Procedimiento para fabricar un neumático de pared blanca o de color para vehículos automóviles que presenta un anillo de pared blanca o de color en su zona (11) de pared lateral,
con las siguientes etapas:
- proporcionar un neumático (1) con una pared (5) lateral;
- proporcionar una banda (13) de pared de varias capas con una capa de caucho de contacto no vulcanizada, una capa de barrera y una capa de caucho de pared blanca o de color no vulcanizada y
- vulcanizar la banda de pared de varias capas sobre una zona (11) de la pared (5) lateral del neumático (1)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2007/010757.
Solicitante: SCHAAL, VALENTIN.
Nacionalidad solicitante: Alemania.
Dirección: SCHUBERTSTR. 6,82054 SAUERLACH.
Inventor/es: SCHAAL,VALENTIN.
Fecha de Publicación: .
Fecha Concesión Europea: 9 de Junio de 2010.
Clasificación Internacional de Patentes:
- B29D30/72 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29D FABRICACION DE OBJETOS PARTICULARES A PARTIR DE MATERIAS PLASTICAS O DE SUSTANCIAS EN ESTADO PLASTICO (fabricación de gránulos B29B 9/00; fabricación de preformas B29B 11/00). › B29D 30/00 Fabricación de neumáticos, cubiertas o de sus partes constitutivas (fabricación de cámaras de aire B29D 23/24; unión de válvulas a cuerpos elásticos inflables B60C 29/00). › Flancos de neumático.
- B60C13/00B
Clasificación PCT:
- B29D30/72 B29D 30/00 […] › Flancos de neumático.
- B60C13/04 B […] › B60 VEHICULOS EN GENERAL. › B60C NEUMATICOS PARA VEHICULOS; INFLADO DE NEUMATICOS; CAMBIO DE NEUMATICOS; FIJACION DE VALVULAS A CUERPOS ELASTICOS INFLABLES, EN GENERAL; DISPOSITIVOS O INSTALACIONES CONCERNIENTES A LOS NEUMATICOS. › B60C 13/00 Flancos de neumáticos; Protección, decoración, marcado u operaciones similares concernientes a estas últimas (B60C 17/08 tiene prioridad; forma de los bordes laterales B60C 11/01; coronas decorativas amovibles para canto de neumático B60B 7/01). › teniendo incrustaciones o capas anulares exteriores, p. ej. flancos de neumáticos blancos.
Fragmento de la descripción:
Procedimiento para fabricar neumáticos de pared blanca o de color para vehículos automóviles.
La presente invención trata de un procedimiento para fabricar neumáticos de pared blanca y de color para vehículos automóviles. La presente invención trata particularmente de la fabricación de un neumático de pared blanca y de color para vehículos automóviles mediante el procesamiento a posteriori de un neumático de vehículo automóvil ya acabado, pero que no dispone de una pared blanca o de una pared de color.
A partir del documento DE-1811311-U se conoce ya un procedimiento para fabricar un neumático de vehículo automóvil mediante la colocación a posteriori de un anillo de pared blanca. En el procedimiento conocido se vulcaniza un anillo de pared blanca vulcanizado interponiendo una banda de sustrato de caucho negra, más ancha, inicialmente no vulcanizada, sobre una zona de pared lateral de un neumático de vehículo automóvil.
En el procedimiento conocido, la superficie lateral del neumático de vehículo automóvil se raspa inicialmente y después se pega la banda de sustrato compuesta por caucho blando, no vulcanizado, sobre la superficie lateral o pared lateral del neumático de vehículo automóvil. Ahora se aplica, mediante una operación de vulcanización, bajo el efecto del calor y la presión, el anillo de pared blanca prefabricado, ya vulcanizado, sobresaliendo la banda de apoyo no vulcanizada por los extremos radiales del anillo de pared blanca hacia ambos lados. Durante la operación de vulcanización, los extremos de la banda de sustrato fluyen, con lo cual el anillo de pared blanca se incrusta en las zonas fluentes de la banda de sustrato y se suelda con éstas mediante la operación de vulcanización. El neumático de pared blanca fabricado con este procedimiento conocido ha demostrado ser, sin embargo, en múltiples aspectos, mejorable. Por un lado, el anillo de pared blanca debía presentar una rigidez de pared relativamente alta para poder resistir las solicitaciones mecánicas durante el procedimiento de fabricación conocido. Por un lado, el neumático de vehículo automóvil modificado con un anillo de pared blanca mediante el procedimiento conocido presentaba un aumento de peso considerable. Por otro lado, la zona de transición entre el anillo de pared blanca y la pared lateral del neumático formaba un ángulo. Un problema fundamental en el procedimiento conocido consiste en que incluso tras una corta duración de uso del neumático de pared blanca puede percibirse una decoloración de la pared blanca.
Un procedimiento de este tipo se conoce por el documento US 4 869 759-A.
La presente invención se basa por tanto en el objetivo de crear un procedimiento mejorado para fabricar neumáticos de pared blanca y de color para vehículos automóviles.
Este objetivo se soluciona mediante un procedimiento según la reivindicación 1.
En el procedimiento según la invención se vulcaniza una banda de pared de varias capas con una capa de caucho de contacto no vulcanizada, una capa de barrera y una capa de caucho de pared blanca y de color, no vulcanizada, sobre una zona de pared lateral del neumático.
En el procedimiento según la invención se produce una fluencia de la capa de caucho de pared blanca o de color no vulcanizada, consiguiéndose preferiblemente, mediante una mayor presión de compresión de un molde de vulcanización en la zona de los cantos del neumático de pared en comparación con la presión de compresión en la zona central, un aplanamiento del grosor de capa de la pared blanca y de color en su zona de canto en comparación con el grosor de capa en su zona central. Durante la operación de fluencia que se produce, la zona de canto fluente de la capa de caucho de pared blanca o de color se sale de las zonas situadas por debajo de la capa de barrera y la capa de caucho de contacto, de modo que la estructura en múltiples capas de la pared blanca y de color una vez acabado el neumático de pared blanca y de color permanece oculta para el observador. La capa de barrera impide una difusión de azufre hacia el exterior del neumático hacia la capa de caucho de pared blanca y de color, con lo cual, debido al procedimiento según la invención, se impide una decoloración del caucho de pared blanca o de color.
Perfeccionamientos ventajosos del procedimiento según la invención se definen en las reivindicaciones dependientes.
A continuación se explican más detalladamente, haciendo referencia a los dibujos adjuntos, ejemplos de realización preferidos de la presente invención. Muestran:
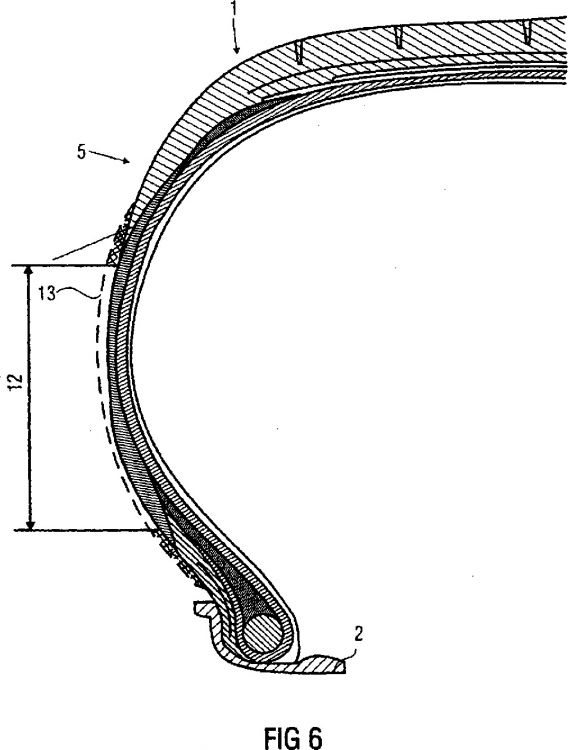
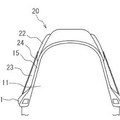
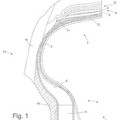
las figuras 1 a 6 representaciones en corte a través de un neumático radial en las respectivas etapas del procedimiento según la invención.
En las respectivas figuras, los mismos números de referencia designan partes iguales, de modo que en lo sucesivo en las figuras 2 a 6 sólo se explican las respectivas modificaciones que tienen lugar mediante el procedimiento según la invención con respecto al estado original de un neumático convencional mostrado en la figura 1.
La estructura básica del neumático radial, en sí mismo convencional, mostrado en la figura 1 es conocida per se por el experto en la técnica en el campo de la tecnología de los neumáticos, de modo que la estructura sólo se explica de manera general. Un neumático, designado en su totalidad con el número de referencia 1, se soporta por una llanta 2. El neumático tiene una superficie 3 de rodadura, que a través de una zona 4 de hombro pasa a una pared 5 lateral. La estructura de neumático de varias capas comprende una placa 6 interna, una carcasa 7 y un cordón 8 de acero. En la zona 9 de pared lateral, la estructura comprende la placa 6 interna ya mencionada, la carcasa 7 ya mencionada así como una banda 10 lateral.
Con el número de referencia 11 se designa una zona para el posterior procesamiento de pared blanca o de color. El número de referencia 12 indica una futura zona para la pared blanca o de color vulcanizada, acabada, que todavía tiene que explicarse, una vez acabado su procesamiento.
El neumático 1 que va a procesarse se sujeta o bien, tal como está representado esquemáticamente en las figuras 1 a 6, sobre la llanta 2, o bien se coloca, lo que se considera preferible por motivos de eficacia del procesamiento, sobre un dispositivo de montaje de neumáticos (no representado), convencional en sí mismo, que en el ámbito de la técnica de la vulcanización se conoce también como una denominada montura para neumáticos "Expandamatic", y se llena de aire a una presión de, por ejemplo, 2,5 bar. Con una máquina de raspado conocida en sí misma, que está ajustada a una profundidad de raspado de 0,3 a 0,8 mm, preferiblemente de 0,5 mm, se raspa la superficie superior en inicio esencialmente lisa de la pared 5 lateral en la zona designada con el número de referencia 11 para el procesamiento de la pared blanca o de color. En este proceso de raspado se rebajan y allanan, en caso necesario, también las marcaciones de neumático previstas en la zona 11 mencionada en el neumático original. En este estado, el neumático se retira de la llanta 2 o del dispositivo de montaje de neumáticos (no representado), se limpia y se pulveriza en la zona 11 mencionada para el procesamiento de la pared blanca o de color, con una disolución de promotor de adhesión. La disolución de promotor de adhesión puede ser una disolución de caucho autovulcanizante. Preferiblemente, el neumático se deja en el estado así procesado durante un tiempo de entre 30 y 180 min., preferiblemente de aproximadamente 60 min., para su secado en una sala aislada del polvo, calentada a una temperatura de entre 30 y 50ºC.
Entonces el neumático, tal como se ilustra en la figura 3, vuelve a colocarse sobre la llanta 2 o un dispositivo de montaje de neumáticos (no mostrado) y de nuevo se llena de aire. En este ciclo de trabajo relativamente corto, la temperatura del neumático calentado desciende sólo ligeramente, lo que favorece el posterior proceso de vulcanización. El neumático se llena de nuevo de aire a una presión de aire adecuada de preferiblemente 2,5 bar. Ahora se realiza la aplicación de una banda 13 de pared de varias capas sobre la zona 11 para el procesamiento de la pared blanca o de color. La banda 13 de pared de varias capas comprende una capa de caucho de contacto no vulcanizada en el lado de la banda 13 de pared dirigido a la pared 5 lateral, una capa de barrera dispuesta sobre la capa de caucho de contacto y una capa de caucho de pared blanca o de color no vulcanizada, dispuesta sobre la capa de barrera.
La estructura...
Reivindicaciones:
1. Procedimiento para fabricar un neumático de pared blanca o de color para vehículos automóviles que presenta un anillo de pared blanca o de color en su zona (11) de pared lateral, con las siguientes etapas:
- proporcionar un neumático (1) con una pared (5) lateral;
- proporcionar una banda (13) de pared de varias capas con una capa de caucho de contacto no vulcanizada, una capa de barrera y una capa de caucho de pared blanca o de color no vulcanizada y
- vulcanizar la banda de pared de varias capas sobre una zona (11) de la pared (5) lateral del neumático (1).
2. Procedimiento según la reivindicación 1, con la etapa de raspar la zona (11) de la pared (5) lateral antes de la vulcanización.
3. Procedimiento según la reivindicación 2, con la etapa de aplicar un promotor de adhesión sobre la zona de pared lateral raspada.
4. Procedimiento según una de las reivindicaciones 1 a 3, en el que la banda (13) de pared de varias capas durante la vulcanización se comprime bajo el efecto del calor mediante un molde (14) de vulcanización contra la zona (11) de la pared (5) lateral del neumático (1).
5. Procedimiento según la reivindicación 4, en el que el molde (14) de vulcanización está configurado de manera que su presión de compresión en la zona de los cantos de la banda (13) de pared aumenta en comparación con la presión de compresión en su zona central, de manera que la capa de caucho de pared blanca o de color fluye durante la vulcanización en la zona de los cantos de la banda (13) de pared y allí adopta un grosor de capa inferior en comparación con su grosor de capa antes de la vulcanización.
6. Procedimiento según una de las reivindicaciones 1 a 5, en el que la banda (13) de pared de varias capas, con una forma de partida inicialmente rectangular, se aplica sobre la zona (11) de la pared (5) lateral del neumático (1) discurriendo en dirección tangencial y a continuación se corta a medida.
7. Procedimiento según la reivindicación 6, en el que el corte a medida se realiza mediante un corte en zigzag en los dos extremos laterales de la banda (13) de pared de varias capas.
8. Procedimiento según la reivindicación 6 ó 7, en el que, tras realizar el corte en zigzag, los extremos de la banda de pared se compactan uno contra otro mediante un cincel plano.
9. Procedimiento según la reivindicación 5, en el que el canto radialmente interno y radialmente externo de la pared blanca o de color se forma mediante fresado, abrasión o raspado de la zona de canto fluente.
10. Procedimiento según la reivindicación 9, con la etapa de procedimiento de aplicar una disolución de caucho autovulcanizante sobre la pared (5) lateral del neumático radialmente dentro y radialmente fuera de la pared blanca o de color.
11. Procedimiento según una de las reivindicaciones 1 a 10, en el que se aplican marcaciones de neumático del neumático proporcionado originalmente sobre la pared blanca o de color.
12. Procedimiento según la reivindicación 11 en conexión con la reivindicación 4, en el que la aplicación de las marcaciones de neumático sobre la pared blanca o de color se realiza mediante plaquitas de inserción incorporadas en el molde (14) de vulcanización para las respectivas marcaciones en una zona alejada entre 10 mm y 80 mm radialmente del talón del neumático o en el que la aplicación de la marcación de neumático se realiza mediante la estampación de las mismas mediante el molde (14) de vulcanización.
13. Procedimiento según la reivindicación 12, en el que la aplicación de las marcaciones de neumático se realiza mediante aplicación de una denominada Vulkanette por encima o por debajo de la banda (13) de pared de varias capas.
14. Procedimiento según una de las reivindicaciones 1 a 13, en el que la capa de caucho de contacto presenta un grosor de capa de 0,1 a 2,0 mm antes de la vulcanización de la banda (13) de pared de varias capas.
15. Procedimiento según una de las reivindicaciones 1 a 14, en el que la capa de barrera presenta un grosor de capa de 0,1 a 2,0 mm antes de la vulcanización de la banda (13) de pared de varias capas.
16. Procedimiento según una de las reivindicaciones 1 a 14, en el que la capa de caucho de pared blanca o de color presenta un grosor de capa de 3,0 a 8,0 mm antes de la vulcanización de la banda (13) de pared de varias capas.
17. Procedimiento según la reivindicación 16, en el que la capa de barrera está compuesta por un material hermético a la difusión del azufre.
Patentes similares o relacionadas:
Sistema de anuncio con conexión magnética, del 8 de Enero de 2020, de Sürücü, Mehmet: Un sistema de anuncio con conexión magnética utilizado para marcar las paredes laterales del neumático dentro de un molde de fabricación en un sector de fabricación […]
Unidad de distribución para un material particulado, del 6 de Noviembre de 2019, de Marangoni S.p.A: Una unidad de distribución (U) configurada para distribuir material particulado carbonoso, en particular caucho en polvo o un material equivalente a aplicar sobre las […]
Procedimiento para la fabricación de un paso eléctricamente conductor en un neumático de vehículo, del 19 de Noviembre de 2018, de CONTINENTAL REIFEN DEUTSCHLAND GMBH: Procedimiento para la fabricación de un paso eléctricamente conductor en un neumático de vehículo que se desarrolla en la zona de la pared lateral […]
Neumático y método de fabricación del mismo, del 14 de Marzo de 2018, de BRIDGESTONE CORPORATION: Un neumático que incluye un par de núcleos de talón derecho e izquierdo , y una carcasa que se extiende toroidalmente sobre los núcleos […]
Aparato y procedimiento de marcación de neumáticos, del 18 de Octubre de 2017, de MICRO-POISE MEASUREMENT SYSTEMS, LLC: Aparato para colocar indicaciones en una pared lateral de un neumático, que comprende: a) un primer elemento de armazón acoplado a un mecanismo […]
Método para producir porciones coloreadas en un neumático y neumático obtenido mediante dicho método, del 4 de Marzo de 2015, de BRIDGESTONE CORPORATION: Un método para producir porciones coloreadas sobre un neumático; comprendiendo dicho método las etapas de: - producir una capa protectora altamente […]
 Método de producción de una cubierta de neumático, del 1 de Octubre de 2013, de BRIDGESTONE CORPORATION: Método de producir una cubierta de neumático que tiene un par de protectores de desgaste de caucho que están dispuestos en el exterior, en […]
Método de producción de una cubierta de neumático, del 1 de Octubre de 2013, de BRIDGESTONE CORPORATION: Método de producir una cubierta de neumático que tiene un par de protectores de desgaste de caucho que están dispuestos en el exterior, en […]
 Método de construcción de neumático usando un tambor de construcción, del 21 de Agosto de 2013, de BRIDGESTONE CORPORATION: Un método de construcción para construir un neumático que tiene una estructura de envuelta en un modo de"pared lateral sobre banda de rodadura", en la que dos extremos laterales […]
Método de construcción de neumático usando un tambor de construcción, del 21 de Agosto de 2013, de BRIDGESTONE CORPORATION: Un método de construcción para construir un neumático que tiene una estructura de envuelta en un modo de"pared lateral sobre banda de rodadura", en la que dos extremos laterales […]