ESTRUCTURA MULTICAPA COMO SUBSTRATO DE IMPRESION ASI COMO PROCEDIMIENTO PARA SU FABRICACION.
Procedimiento para la fabricación de un substrato multicapa (60) especialmente como soporte de impresión como papel de seguridad,
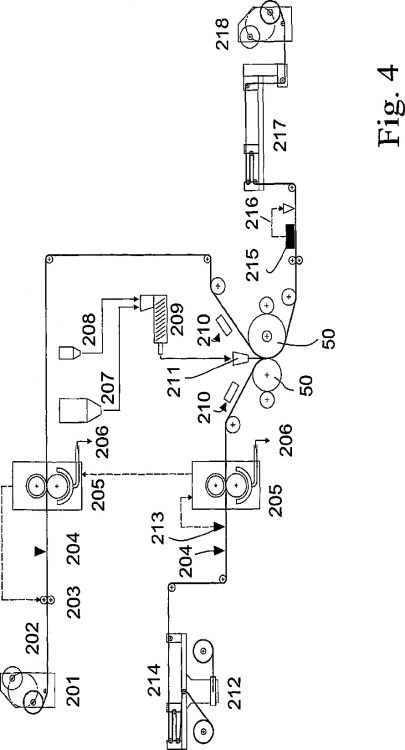
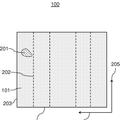
que comprende, al menos, una primera capa de papel (10, 202), al menos una segunda capa de papel (20, 214), así como, al menos, una capa plástica (80) dispuesta entre las capas de papel (10,20, 202, 214) y unidas con las capas de papel (10,20, 202, 214) y compuesta por, al menos, un material polímero termoplástico, caracterizado porque la capa plástica (80) es conducida entre las capas de papel (10,20, 202, 214) en estado fundido, y a continuación las capas de papel (10,20, 202, 214) son prensadas en un proceso continuo entre un par de rodillos (50), con lo que el par de rodillos (50) es mantenido a una temperatura por encima de la temperatura ambiente pero por debajo de la temperatura de la fundición suministrada de los materiales utilizados para la capa plástica, y con lo que resulta una unión material entre las capas de papel (10,20, 202, 204) y la capa plástica (80) y se forma una zona de penetración en la que partes de la capa plástica (80) se encuentran unidas con la masa del compuesto de fibras de las capas de papel (10,20, 202, 214), y con lo que la capa plástica (80) presenta un peso por metro cuadrado mayor a 20 g/m2 y como máximo de 100 g/m2
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/CH2005/000754.
Solicitante: LANDQART.
Nacionalidad solicitante: Suiza.
Dirección: KANTONSTRASSE,7302 LANDQUART.
Inventor/es: GROB, JAKOB, KOCHER,CHRISTOPG.
Fecha de Publicación: .
Fecha Concesión Europea: 13 de Enero de 2010.
Clasificación Internacional de Patentes:
- B32B27/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 27/00 Productos estratificados compuestos esencialmente de resina sintética. › de papel o cartón.
- B32B37/15B
- D21H27/36 TEXTILES; PAPEL. › D21 FABRICACION DEL PAPEL; PRODUCCION DE LA CELULOSA. › D21H COMPOSICIONES DE PASTA; SU PREPARACION NO CUBIERTA POR LAS SUBCLASES D21C, D21D; IMPREGNACION O REVESTIMIENTO DEL PAPEL; TRATAMIENTO DEL PAPEL TERMINADO NO CUBIERTO POR LA CLASE B31 O LA SUBCLASE D21G; PAPEL NO PREVISTO EN OTRO LUGAR. › D21H 27/00 Papel especial no previsto en otro lugar, p. ej. obtenido por procedimientos de múltiples etapas. › Películas obtenidas a partir de compuestos macromoleculares sintéticos.
Clasificación PCT:
- B32B27/10 B32B 27/00 […] › de papel o cartón.
- B32B27/34 B32B 27/00 […] › teniendo poliamidas.
- B32B29/00 B32B […] › Productos estratificados compuestos esencialmente de papel o de cartón.
- B32B37/30 B32B […] › B32B 37/00 Procedimientos o aparatos para la estratificación, p.ej. por polimerización o curado o por unión por ultrasonidos. › Estratificación parcial.
- B42D15/00 B […] › B42 ENCUADERNACION; ALBUMES; CLASIFICADORES; IMPRESOS ESPECIALES. › B42D LIBROS; CUBIERTAS DE LIBROS; HOJAS SUELTAS; IMPRESOS CARACTERIZADOS POR SU IDENTIFICACION O POR SUS CARACTERISTICAS DE SEGURIDAD; IMPRESOS DE UN FORMATO O DE UN TIPO ESPECIAL, NO PREVISTOS EN OTRO LUGAR; DISPOSITIVOS QUE FACILITAN SU UTILIZACION, NO PREVISTOS EN OTRO LUGAR; APARATOS DE BANDA MOVIL PARA ESCRIBIR O LEER. › Cartas o impresos de un formato o de un tipo especial no previstos en otro lugar.
- D21H21/42 D21H […] › D21H 21/00 Materiales no fibrosos añadidos a la pasta, caracterizados por su función, su forma o sus propiedades; Materiales de impregnación o de revestimiento del papel, caracterizados por su función, su forma o sus propiedades. › Cintas o tiras (filamentos D21H 15/06).
Fragmento de la descripción:
Estructura multicapa como substrato de impresión así como procedimiento para su fabricación.
Área Técnica
Se describe un substrato multicapa así como un procedimiento para la fabricación de un substrato multicapa de este tipo que puede utilizarse especialmente como soporte de impresión, por ejemplo como documento de seguridad. El substrato multicapa comprende, al menos, una primera capa de papel, al menos una segunda capa de papel, así como, al menos, una capa plástica dispuesta entre las capas de papel y unidas con las capas de papel y compuesta por, al menos, un material polímero termoplástico. El substrato plano propuesto puede utilizarse, por ejemplo, como soporte de impresión, especialmente como papel de seguridad, pero también como material de embalaje, material de cubrición, substrato de cartas, etc.
Estado actual del arte
Los substratos de impresión para documentos de valor, como por ejemplo billetes de banco, se encuentran sometidos a un perfeccionamiento constante para poder corresponder a las necesidades siempre crecientes de seguridad contra falsificación. En este caso es de especial interés, crear seguridades que puedan ser reconocidas en el uso diario del usuario son otros medios auxiliares, pero que no puedan ser imitados sin más. Una característica de este tipo es, por ejemplo, una marca de agua multitono, como la que se encuentra tradicionalmente en papeles de seguridad y se encuentra establecida como estándar.
En el esfuerzo constante de obtener substratos perfeccionados para billetes de banco ya se han utilizado materiales alternativos como material soporte, además de los papeles de seguridad conocidos. De esta manera, por ejemplo, en Australia se introdujeron a partir de 1988 billetes de banco en las que una película de polímero sirve como substrato de impresión. Tales billetes de banco de polímero poseen diversas ventajas frente a billetes de banco clásicos basados en papel, como por ejemplo mayor resistencia a la rotura o mayor resistencia contra a la suciedad. Sin embargo, los billetes de banco de polímero presentan algunas desventajas importantes con relación a la seguridad contra falsificaciones frente a los billetes de banco de papeles de seguridad. Especialmente no es posible colocar marcas de agua reales en estos substratos. Otras características establecidas, utilizadas en substratos de papel y reconocidos por el consumidor como por ejemplo fibras vetadas, planchetas o hilos de seguridad no se pueden realizar en billetes de banco de polímero. También falta la típica textura y el tono de los billetes de banco basados en papel que a menudo sirve como claro criterio de reconocimiento para billetes de banco legítimos. La importancia de la tactilidad en el caso de la diferenciación de billetes de banco legítimos o falsos fue investigada, por ejemplo, por el Bank of Canada y explicada en SPIE Vol. 5310, Optical Security and Counterfeit Deterrence Techniques V, Analysis of Counterfeits and Public Survey Results as Design Input, pág. 63 y ss.
Para combinar las ventajas de ambos substratos de billetes de bancos, ya se han propuesto tenazas combinaciones de ambos materiales. De esta manera, por ejemplo, la EP 0 628 408 describe un substrato que se compone de una película impresa en la que a ambos lados se lamina un papel de seguridad con ayuda de un adhesivo. El objetivo de tales invenciones es, entre otras cosas, poder integrar características de seguridad adicionales entre ambas capas, especialmente como impresión, y unir dos capas de papel.
En la WO2004/028825 se propone una estructura en la que un papel de seguridad es provisto en su superficie con una película. En una posible forma de ejecución entre dos películas se prevé una banda de papel interrumpida en forma de ventana. El objetivo de esta invención es proteger de esta manera a la superficie del papel contra suciedad de ambos lados.
Los billetes de banco de polímero poseen, además de la durabilidad mejorada antes mencionada y en comparación de billetes de banco de papel convencionales, una posibilidad de mayor seguridad contra imitaciones que no se puede realizar con substratos de papel clásicos. No imprimiendo o imprimiendo sólo parcialmente de forma específica en determinadas áreas el substrato polímero, originalmente transparente, resultan áreas transparentes - así llamadas ventanas - que son vistas como una valiosa protección contra métodos de reproducción simples y muy difundidos. Estas ventanillas son clasificadas como, así llamadas, características de primer nivel, que por definición pueden ser verificadas por el usuario sin ayuda de equipos adicionales. Ya que la supervisión de la ventanilla se puede realizar de una manera especialmente discreta e incluso de forma inconsciente, esta característica es considerada como sumamente efectiva por muchos bancos centrales. Con áreas transparentes también se ofrece la posibilidad de aplicar novedosas características de seguridad que para su funcionamiento dependen de un material soporte transparente.
El substrato con el que se realizan los billetes de banco con tales ventanillas en los casos conocidos cuenta con importantes desventajas con relación a la seguridad. La típica textura y tono de un billete de banco basado en papel - a me- nudo la propiedad más importante en el reconocimiento de billetes falsos - faltan por completo y no se pueden imitar.
La apreciada marca de agua, también conocida por el usuario y al igual que antes muy segura, tampoco se puede realizar en substratos polímeros y sólo se puede imitar de forma insuficiente por procedimientos de impresión - un proceder polémico ya que las marcas de agua imitadas a través de impresión generalmente desenmascaran a un billete de banco como una falsificación. Otras características de seguridad conocidas públicamente como por ejemplo hilo de seguridad y fibras veteadas tampoco se pueden realizar en substratos polímeros o en todo caso se pueden imitar de manera dudosa e insatisfactoria, como antes mencionado, a través de procedimientos de impresión.
Como otra desventaja de los billetes de banco polímeros se debe considerar, que estos no se pueden doblar de la manera usual ya que retornan elásticamente a su posición de forma espontánea. En un intento más insistente de plegar un billete de banco de polímero se logra un pliegue que ya no vuelve a su posición. En el área del canto de plegado típicamente se pierde la impresión, además con el uso el color de impresión se desgasta de forma inusualmente rápida para billetes de banco. Como otra desventaja se puede considerar el hecho, de que en los casos conocidos el substrato polímero es un polipropileno estirado, un material que se utiliza con una calidad similar en innumerables productos de uso diario como folios de embalaje, láminas transparentes, láminas de obturación, etc. y por ello se encuentra fácilmente a disposición de un potencial falsificador para imitaciones. El hecho, de que en el caso del substrato utilizado se trate de una película estirada es especialmente desventajoso cuando el substrato es expuesto a altas temperaturas, como las que pueden presentarse en el uso diario. En la cercanía de una placa de cocina, pero también bajo una lámpara halógena puede suceder, que un billete de banco polímero de este tipo se contraiga.
Por todos estos motivos los billetes de banco en substrato polímero hasta ahora no han obtenido gran importancia e incluso poco después de haber sido introducidos fueron sustituidos nuevamente por billetes de banco clásicos, basados en substrato de papel.
Con el objetivo de realizar la ventanilla apreciada y muy bien calificada como característica de seguridad y sin las desventajas mencionadas se hicieron diversos esfuerzos para obtener una ventanilla tal también en un substrato de papel.
Así, por ejemplo, la DE 43 34 848 describe un soporte papel con una perforación en forma de ventana que se encuentra cerrada con una película de cubrición transparente.
Otra propuesta se describe en la WO 03/085193. Allí se introduce en el papel de seguridad una banda de seguridad de manera tal durante el proceso de transformación del papel que en el documento de valor se forman secciones de vista. Ambas propuestas tienen en común, que las ventanillas sólo se pueden realizar en un área de banda definida que resulta del proceso debido a la conducción de la película de cubrición respecto a la banda de seguridad en la dirección de marcha. En estas áreas el substrato se diferencia de las demás áreas en cuanto al espesor y en cuanto a las propiedades mecánicas lo que puede resultar perturbador tanto en el procesamiento...
Reivindicaciones:
1. Procedimiento para la fabricación de un substrato multicapa (60) especialmente como soporte de impresión como papel de seguridad, que comprende, al menos, una primera capa de papel (10, 202), al menos una segunda capa de papel (20, 214), así como, al menos, una capa plástica (80) dispuesta entre las capas de papel (10,20, 202, 214) y unidas con las capas de papel (10,20, 202, 214) y compuesta por, al menos, un material polímero termoplástico, caracterizado porque la capa plástica (80) es conducida entre las capas de papel (10,20, 202, 214) en estado fundido, y a continuación las capas de papel (10,20, 202, 214) son prensadas en un proceso continuo entre un par de rodillos (50), con lo que el par de rodillos (50) es mantenido a una temperatura por encima de la temperatura ambiente pero por debajo de la temperatura de la fundición suministrada de los materiales utilizados para la capa plástica, y con lo que resulta una unión material entre las capas de papel (10,20, 202, 204) y la capa plástica (80) y se forma una zona de penetración en la que partes de la capa plástica (80) se encuentran unidas con la masa del compuesto de fibras de las capas de papel (10,20, 202, 214), y con lo que la capa plástica (80) presenta un peso por metro cuadrado mayor a 20 g/m2 y como máximo de 100 g/m2.
2. Procedimiento conforme a la reivindicación 1, caracterizado porque la capa plástica (80) es aplicada con un peso por metro cuadrado de 22-80 g/m2.
3. Procedimiento conforme a una de las reivindicaciones anteriores, caracterizado porque la capa plástica (80) es aplicada con un peso por metro cuadrado de 25-40 g/m2.
4. Procedimiento conforme a una de las reivindicaciones anteriores, caracterizado porque al menos una, preferentemente ambas capas de papel (10, 20, 202, 214) son en promedio igual de gruesas o preferentemente más gruesas que la capa plástica (80).
5. Procedimiento conforme a una de las reivindicaciones anteriores, caracterizado porque al menos una de las capas de papel (10, 20, 202, 214) presenta, al menos, una entalladura que en algunas áreas es pasante (90).
6. Procedimiento conforme a la reivindicación 5, caracterizado porque ambas capas de papel (10, 20, 202, 214) presentan, respectivamente, entalladuras pasantes (90) y estas entalladuras (90) son suministradas de una manera registrada tal, que al menos por áreas se forman ventanillas (100), con lo que las ventanillas (100) preferentemente son, al menos, traslúcidas o de manera especialmente preferida, completamente transparentes.
7. Procedimiento conforme a la reivindicación 5 o 6, caracterizado porque ambas capas de papel (10, 20, 202, 214) presentan, respectivamente, entalladuras pasantes (90) y estas entalladuras (90) son suministradas de una manera registrada tal, que al menos por áreas se forman regiones (91) en las que la capa plástica (80) se encuentra al descubierto sólo de un lado.
8. Procedimiento conforme a una de las reivindicaciones anteriores, caracterizado porque en el caso del material polímero termoplástico de la capa plástica (80) se trata de un material transparente.
9. Procedimiento conforme a una de las reivindicaciones anteriores, caracterizado porque en el caso del material polímero termoplástico de la capa plástica (80) se trata de polietileno (PE), polipropileno (PP), polivinilcloruro (PVC), PVC blando (PVC-P), poliestirol (PS), policarbonato (PC), polimetacrilato de metilo (PMMA), polioximetileno (POM), polietilentereftalato (PET), poliéster, co-poliéster, polieteretercetonas (PEEK), poliamida, especialmente poliamida 6 (PA6) o poliamida 12 (PA12), o co-poliamida amorfa, preferentemente sobre la base de PA12, o de copolímeros o mezclas de los mismos.
10. Procedimiento conforme a una de las reivindicaciones anteriores, caracterizado porque el material polímero termoplástico de la capa plástica (80) presenta un punto de transición vítrea por encima de los 0ºC, preferentemente por encima de los 40ºC.
11. Procedimiento conforme a una de las reivindicaciones anteriores, caracterizado porque el material de la capa plástica (80) en conducido en una temperatura de fundición, preferentemente a la salida de la boquilla de ranura ancha, en un rango de 250-350º, preferentemente con una viscosidad en el rango de 50-1000 Pa s, especialmente con una viscosidad en el rango de 500-1000 Pa s.
12. Procedimiento conforme a una de las reivindicaciones anteriores, caracterizado porque la fabricación se realiza con una velocidad de proceso de más de 70 m/min, de manera especialmente preferida de más de 100 m/min.
13. Procedimiento conforme a una de las reivindicaciones anteriores, caracterizado porque entre el par de rodillos (50) es aplicada una presión lineal en un rango de 0-500 N/cm, preferentemente en un rango de 250-450 N/cm.
14. Procedimiento conforme a una de las reivindicaciones anteriores, caracterizado porque el par de rodillos (50) es mantenido a una temperatura por encima de la temperatura ambiente pero por debajo de la temperatura de fundición, respectivamente por debajo del punto de transición vítrea de los materiales utilizados para la capa plástica.
15. Procedimiento conforme a una de las reivindicaciones anteriores, caracterizado porque el par de rodillos (50) es regulado a una temperatura T en el rango de T = 50 - 100ºC o T = 50 - 180ºC, preferentemente en el rango de Tg + 50ºC > T > Tg - 50ºC, preferentemente en el rango de Tg + 30ºC > T > Tg - 30ºC, de manera especialmente preferida en el rango de Tg > T > Tg - 30ºC o, respectivamente, en el rango de T > Tm -150ºC, preferentemente en el rango de T > Tm -100ºC, de manera especialmente preferida en el rango de Tm> T > Tm-100ºC.
16. Procedimiento conforme a una de las reivindicaciones anteriores, caracterizado porque las zonas de penetración (120) presentan un espesor medio en el rango de 5-30 µm, de manera especialmente preferida en un rango de 10-20 µm.
17. Procedimiento conforme a una de las reivindicaciones anteriores, caracterizado porque en el caso de al menos uno, preferentemente ambos rodillos (50) se trata de rodillos de acero pulidos al brillo.
18. Procedimiento conforme a una de las reivindicaciones anteriores, caracterizado porque en el caso de al menos uno, preferentemente ambos rodillos (50) se trata de rodillos con equipamiento antiadhesivo.
19. Procedimiento conforme a una de las reivindicaciones anteriores, caracterizado porque en el caso de al menos uno, preferentemente ambos rodillos (50) se trata de rodillos con superficie estructurada.
20. Procedimiento conforme a una de las reivindicaciones anteriores, caracterizado porque en el caso de al menos uno, preferentemente ambos rodillos (50) se trata de rodillos grabados.
21. Procedimiento conforme a una de las reivindicaciones anteriores, caracterizado porque en el caso de al menos uno, preferentemente ambos rodillos (50) se trata de rodillos con superficie dúctil.
22. Procedimiento conforme a una de las reivindicaciones anteriores, caracterizado porque al menos una, preferentemente ambas capas de papel (10, 20, 202, 214) sean calentadas esencialmente directamente antes de la conducción de la capa plástica (80), de manera especialmente preferida del lado dirigido a la capa plástica (80), de forma preferida a través de ventiladores de aire caliente y/o radiadores infrarrojos y/o en un canal de calor y/o a través de una placa calentadora y/o a través de uno o múltiples rodillos calentados (de calandrar).
23. Procedimiento conforme a una de las reivindicaciones anteriores, caracterizado porque al menos una de las capas de papel (10, 20, 202, 214) presenta, al menos, una característica de seguridad, preferentemente seleccionada del grupo que comprende: marca de agua, especialmente marca de agua en escala de grises, hilo de seguridad, OVD, fibras veteadas, pigmentos de seguridad, aplicaciones de tinta iridiscente, chip, especialmente chip RFID, transpondedor, banda magnética.
24. Procedimiento conforme a una de las reivindicaciones anteriores, caracterizado porque la capa plástica (80) presenta, al menos, una característica de seguridad, de manera preferida seleccionada del grupo que comprende: fibras veteadas, planchetas, fibras metálicas, materiales de marcación, tintas IR o UV, pigmentos de seguridad, tintas fluorescentes, pigmentos de efectos, pigmentos de interferencia, pigmentos metálicos, tintas reactivas, absorbedores de UV, estabilizadores, con lo que estas características de seguridad se añaden a la fundición como aditivos o se esparcen en la cercanía de la ranura entre los rodillos.
25. Procedimiento conforme a una de las reivindicaciones anteriores, caracterizado porque la capa plástica (80) presenta, al menos, una característica de seguridad en forma de un hilo de seguridad, con lo que el hilo de seguridad es conducido a la ranura entre los rodillos.
26. Procedimiento conforme a una de las reivindicaciones anteriores, caracterizado porque ambas capas de papel (10, 20, 202, 214) presentan, respectivamente, entalladuras pasantes (90) y estas entalladuras (90) son suministradas de una manera registrada tal, que al menos por áreas se forman ventanillas (100) y/o regiones (91) en las que la capa plástica (80) se encuentra al descubierto sólo de un lado y porque la capa plástica (80) presenta, al menos, una característica de seguridad en forma de un hilo de seguridad, con lo que el hilo de seguridad es conducido a la ranura entre los rodillos, y con lo que el hilo de seguridad es visible durante una inspección en las ventanillas (100) y/o las regiones (91) en el substrato multicapa final (60), con lo que de manera especialmente preferida las regiones (91) en las que la capa plástica (80) se encuentra al descubierto de un solo lado se encuentran dispuestas registradas de manera tal, preferentemente en la dirección de transcurso del hilo de seguridad y alternando en el lado superior e inferior del substrato multicapa (60), que el hilo de seguridad es visible desde ambos lados como hilo de ventana durante una inspección.
27. Procedimiento conforme a una de las reivindicaciones anteriores, caracterizado porque al menos una característica de seguridad se puede leer mediante una máquina.
28. Procedimiento conforme a una de las reivindicaciones anteriores, caracterizado porque la alimentación de la capa polímera fundida se realiza a través de una boquilla de ranura ancha (40) que se encuentra en contacto directo con las capas de papel (10, 20, 292, 214).
29. Procedimiento conforme a una de las reivindicaciones anteriores, caracterizado porque la alimentación de la capa polímera fundida se realiza a través de un rodillo de grabado, un rodillo de serigrafía o un rodillo aplicador, especialmente utilizando un laminador de tres cilindros.
30. Procedimiento conforme a una de las reivindicaciones anteriores, caracterizado porque la capa plástica (80) es conformada en toda la superficie de ambas capas de papel (10, 20, 202, 214).
31. Procedimiento conforme a una de las reivindicaciones anteriores, caracterizado porque el material (30) de la capa plástica (80) es conducido como prepolímero que durante o a continuación de la unión con las capas de papel (10, 20) endurece química o físicamente y/o reacciona y/o se gelifica.
32. Substrato multicapa (60) que se puede fabricar conforme a un procedimiento de acuerdo a una de las reivindicaciones anteriores.
33. Substrato multicapa (60) fabricado conforme a un procedimiento de acuerdo a una de las reivindicaciones anteriores.
34. Substrato multicapa (60) conforme a una de las reivindicaciones 32 o 33, caracterizado porque al menos una de las capas de papel (10, 20, 202, 214) presenta, al menos, una entalladura que en algunas áreas es pasante(90), con lo que preferentemente estas dos capas de papel (10, 20, 202, 214) presentan, respectivamente, entalladuras pasantes (90) y estas entalladuras (90) son suministradas de una manera registrada tal, que al menos por áreas se forman ventanillas (100) y/o regiones (91) en las que la capa plástica (80) se encuentra al descubierto sólo de un lado y porque en el área de bordes de las entalladuras (90) se encuentran aplanamientos.
35. Substrato multicapa (60) conforme a una de las reivindicaciones 32 a 34, caracterizado porque ambas capas de papel (10, 20, 202, 214) presentan, respectivamente, entalladuras pasantes (90) y estas entalladuras (90) son suministradas de una manera registrada tal, que al menos por áreas se forman ventanillas (100) y/o regiones (91) en las que la capa plástica (80) se encuentra al descubierto sólo de un lado y porque la capa plástica (80) presenta, al menos, una característica de seguridad en forma de un hilo de seguridad, con lo que el hilo de seguridad es visible durante una inspección en las ventanillas (100) y/o las regiones (91) en el substrato multicapa final (60), con lo que de manera especialmente preferida las regiones (91) en las que la capa plástica (80) se encuentra al descubierto de un solo lado se encuentran dispuestas registradas de manera tal, preferentemente en la dirección de transcurso del hilo de seguridad alternando en e lado superior e inferior del substrato multicapa (60), que el hilo de seguridad es visible desde ambos lados como hilo de ventana durante una inspección.
36. Substrato multicapa (60) conforme a una de las reivindicaciones 32-35, caracterizado porque en el caso del material polímero termoplástico de la capa plástica (80) se trata de un material transparente, y porque en las áreas de ventanillas (100) estas son altamente transparentes y presentan una superficie lisa.
37. Substrato multicapa (60) conforme a una de las reivindicaciones 32-36, caracterizado porque en el caso del material de la capa plástica se trata de un poliamido amorfo, preferentemente con un punto de transición vítrea por encima de los 20ºC, de manera especialmente preferida es un poliamido 12 y/o un copoliamido amorfo12.
38. Substrato multicapa (60) conforme a una de las reivindicaciones 32-37, caracterizado porque las capas de papel presentan un peso por metro cuadrado en el rango de 5-500 g/m2, preferentemente en el rango de 10 - 80 g/m2, de manera especialmente preferida en el rango de 20-40 g/m2.
39. Substrato multicapa (60) conforme a una de las reivindicaciones 32-38, caracterizado porque presenta un número de pliegues dobles de más de 1800, especialmente de más de 5000.
40. Utilización de un substrato multicapa (60) conforme a una de las reivindicaciones 32-39 como material de recubrimiento, material de embalaje, material de cartas, papel de seguridad, especialmente, billete de banco, cheque, ticket, certificado, documento de acciones, documento de obligaciones, diploma, documento de identidad, documento de acceso.
Patentes similares o relacionadas:
 Pared de saco, tubo de saco y saco producido a partir de éste, y método para su producción, del 29 de Julio de 2020, de MONDI AG: Pared de saco diseñada para producir un saco abierto en un lado superior por medio de al menos una costura de conexión y para cerrar dicho saco por medio […]
Pared de saco, tubo de saco y saco producido a partir de éste, y método para su producción, del 29 de Julio de 2020, de MONDI AG: Pared de saco diseñada para producir un saco abierto en un lado superior por medio de al menos una costura de conexión y para cerrar dicho saco por medio […]
 Lámina decorativa embosada y el procedimiento de producción, del 29 de Julio de 2020, de TOPPAN PRINTING CO., LTD: Una lámina decorativa embosada , caracterizada poque:
una capa con motivo , una capa adhesiva , una capa transparente de resina termoplástica […]
Lámina decorativa embosada y el procedimiento de producción, del 29 de Julio de 2020, de TOPPAN PRINTING CO., LTD: Una lámina decorativa embosada , caracterizada poque:
una capa con motivo , una capa adhesiva , una capa transparente de resina termoplástica […]
 Un método y aparato para producir un laminado de película para un material de envasado laminado, del 24 de Junio de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un método para proporcionar un laminado de película que comprende un sustrato y una película de polímero , siendo el laminado de película adecuado […]
Un método y aparato para producir un laminado de película para un material de envasado laminado, del 24 de Junio de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un método para proporcionar un laminado de película que comprende un sustrato y una película de polímero , siendo el laminado de película adecuado […]
Procedimiento de fabricación de un documento de seguridad recubierto con una película de protección y documento así obtenido, del 27 de Mayo de 2020, de Oberthur Fiduciaire SAS: Procedimiento de fabricación de un documento de seguridad que comprende una hoja de material fibroso, de la cual por lo menos una de las grandes caras opuestas […]
Un método para fabricar un material de embalaje y un material de embalaje hecho por el método, del 6 de Mayo de 2020, de STORA ENSO OYJ: Un método para fabricar un material de embalaje que comprende los pasos de; - proporcionar un sustrato de cartulina con un gramaje de al menos 180 gsm y que comprenda […]
Método para producir una película multicapa, del 22 de Abril de 2020, de Nordmeccanica SpA: Método para producir una película multicapa (M) que comprende al menos dos capas (S1, S2) unidas por medio de un adhesivo de dos componentes sin disolvente, […]
 Material compuesto laminar, en particular para la producción de recipientes para alimentos dimensionalmente estables, que tienen una primera resistencia a la flexión que es menor que una resistencia a la flexión adicional, del 25 de Marzo de 2020, de SIG TECHNOLOGY AG: Un material compuesto laminar , que comprende, como una secuencia de capas en una dirección desde una superficie externa del material compuesto […]
Material compuesto laminar, en particular para la producción de recipientes para alimentos dimensionalmente estables, que tienen una primera resistencia a la flexión que es menor que una resistencia a la flexión adicional, del 25 de Marzo de 2020, de SIG TECHNOLOGY AG: Un material compuesto laminar , que comprende, como una secuencia de capas en una dirección desde una superficie externa del material compuesto […]
Métodos para reducir la viscosidad en estado fundido y para mejorar la capacidad de termosellado del poliéster y para fabricar un envase o paquete termosellado, del 11 de Marzo de 2020, de STORA ENSO OYJ: Un método para mejorar la capacidad de termosellado de un poliéster, caracterizado por que una capa de revestimiento de poliéster que contiene polilactida […]