PROCEDIMIENTO Y DISPOSITIVO DE COLADA AUTOMATICO.
Procedimiento de colada automático que utiliza como mínimo un dispositivo de colada (3) que se puede desplazar por un eje X paralelo a una línea de moldeo (L),
en la que al menos se transfiere un molde (1), que comprende una cuchara (2) destinada a bascular para colar metal fundido en un vaso de colada de un molde sin caja o de un molde con caja cerrada (1), pudiéndose desplazar la cuchara (2) a lo largo de un eje Y perpendicular a la línea de moldeo (L) en un plano horizontal,
caracterizado porque la colada se realiza desplazando la cuchara (2) a lo largo del eje X y el eje Y y haciendo bascular la cuchara (2) alrededor de un primer eje de rotación (A) y alrededor de un segundo eje de rotación (B) diferente del primer eje de rotación (A), y que está situado en una posición más cercana al centro de la cuchara (2) que el primer eje de rotación (A)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08000222.
Solicitante: SINTOKOGIO, LTD.
FUJIWA DENKI CO., LTD.
Nacionalidad solicitante: Japón.
Dirección: 28-12, MEIEKI 3-CHOME, NAKAMURA-KU,NAGOYA-SHI, AICHI-KEN 450-0002.
Inventor/es: TERADA,HIDETO, KATO,CHIAKI.
Fecha de Publicación: .
Fecha Solicitud PCT: 8 de Enero de 2008.
Fecha Concesión Europea: 30 de Diciembre de 2009.
Clasificación Internacional de Patentes:
- B22D39/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22D COLADA DE METALES; COLADA DE OTRAS MATERIAS POR LOS MISMOS PROCEDIMIENTOS O CON LOS MISMOS DISPOSITIVOS (trabajo de materias plásticas o sustancias en estado plástico B29C; tratamientos metalúrgicos, empleo de sustancias específicas que se añaden al metal C21, C22). › Equipo para la alimentación de metal líquido en cantidades bien definidas (especialmente adaptado a procedimientos o máquinas particulares, veánse los grupos apropiados de la presente subclase).
- B22D41/06 B22D […] › B22D 41/00 Recipientes de mantenimiento de un baño en fusión, p. ej. cucharas, artesas de colada, fosos de colada o sistemas análogos (B22D 39/00, B22D 43/00 tiene prioridad). › Equipo para el basculamiento.
Clasificación PCT:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Procedimiento y dispositivo de colada automático.
Campo y antecedentes de la invención
La presente invención se refiere a un procedimiento de colada automático y a un dispositivo de colada automático. En concreto, se refiere a un procedimiento de colada automático que puede hacer un dispositivo de colada sencillo y compacto, y un dispositivo de colada automático que puede llevar a cabo este procedimiento de colada.
Patentes del estado de la técnica
Patente 1 del estado de la técnica: JP 06-190541 A (Solicitud de Patente Suiza 03135/92-4)
Patente 2 del estado de la técnica: WO99/00205 (JP 2001-507631 A)
Patente 3 del estado de la técnica: JP 07-112270 A
Patente 4 del estado de la técnica: JP 09-1320 A.
La patente 1 del estado de la técnica describe el control de la basculación de una cuchara mediante los dos medios giratorios conectados a la cuchara para colar metal fundido de la cuchara en un molde, como se muestra en la figura 2 de la misma. El primer medio giratorio es un accionador para desplazar verticalmente un eje de basculación dispuesto cerca del punto de colada de la cuchara. Mediante ese desplazamiento vertical, se hace girar la cuchara alrededor del centro de gravedad S del metal fundido (el centro actúa como un eje virtual de rotación). El segundo medio giratorio es un cable de suspensión conectado a la cuchara por el punto D para hacer girar la cuchara alrededor del punto K, que es el eje de rotación del eje de basculación. En concreto, desplazando el eje de basculación hacia abajo y hacia arriba mediante el accionador para hacer girar la cuchara alrededor del punto S en el punto del inicio y fin de la colada, la energía generada durante el desplazamiento del metal fundido se reduce al mínimo, reduciendo así al mínimo también la cantidad de desplazamiento del metal fundido y por tanto, acortando el ciclo de colada. Cuando se va a detener la colada (es decir, la cuchara que se muestra en la figura 2 se gira en el sentido de las agujas del reloj), la velocidad de rotación en el punto S puede ser cero mediante la aplicación de una velocidad de rotación alta en el punto K y de una velocidad de rotación baja en el punto D (ver figura 3). Cuando se inicia la colada, si se aplican velocidades de rotación similares en el sentido opuesto a las agujas del reloj, la velocidad de rotación en el punto S puede ser cero. La patente 1 del estado de la técnica también describe el desplazamiento lateral de una estructura que sostiene los medios giratorios primero y segundo para que el punto de colada de la cuchara se acerque al vaso de colada del molde, como se muestra en la figura 4. Los medios giratorios primero y segundo se controlan de forma manual o utilizando un programa.
El dispositivo de colada de la patente 1 del estado de la técnica requiere un dispositivo industrial (una torre), y tiende a causar problemas debido a la colada que se realiza desde un nivel superior, es decir, una colada inestable con flujos turbulentos, defectos de arena y/o inclusión de gas, y similares.
La patente 2 del estado de la técnica describe un dispositivo para colar metal fundido en un molde haciendo bascular una cuchara alrededor del eje de rotación A de un eje de basculación y desplazando la cuchara por un eje X (la dirección en las que la cuchara se desplaza hacia y desde el molde) y un eje Z (la dirección vertical) para mantener siempre un punto de colada teórico (virtual), que está cerca del punto de colada, en la posición más baja posible en correspondencia con el molde. La cuchara se desplaza a lo largo del eje X, un eje Y (la dirección por la línea de moldeo), y el eje Z con un carro longitudinal, un carro lateral, y un cable de suspensión, respectivamente, y bascula mediante un motor de accionamiento. Como el dispositivo de esta patente 2 del estado de la técnica también requiere una gran torre, tiende a causar problemas en lo que se refiere a que llega a ser grande, a consumir mucha energía, y a tener un alto coste. Además, si se utiliza una torre alta, su centro de gravedad se encuentra en un nivel alto, provocando otro problema en lo que se refiere a que se generan grandes vibraciones debido al movimiento del dispositivo de colada, haciendo que empeore la precisión de la colada. Además, la torre alta crea otro problema, ya que limita la ruta de transporte y por tanto los medios de transporte, dando como resultado un mayor tiempo para cambiar la cuchara. La torre alta provoca un problema adicional, ya que bloquea la visión periférica, lo que dificulta ver si el sitio es seguro en el entorno de trabajo peligroso en el que se manipula el metal fundido.
La patente 3 del estado de la técnica describe la colada de metal fundido de una cuchara basculante en un molde apoyando la cuchara de manera basculante en un eje de basculación en el centro de basculamiento (se supone que este centro tiene que colocarse sustancialmente en el centro de gravedad de la cuchara) y haciendo girar el eje de basculación mediante un motor de accionamiento alrededor del centro del basculamiento, y desplazando al mismo tiempo el eje de basculación de manera que su eje (el centro de basculamiento) se desplace por el lugar circular alrededor del punto de colada de la cuchara a fin de mantener el punto de colada (o un punto de colada virtual cercano a ese punto de colada) en una posición constante en relación al molde (es decir, se mantiene la distancia horizontal 1 y la distancia vertical h del punto de colada del vaso de colada del molde). La cuchara se apoya en un elemento de soporte que está situado debajo de ella. El desplazamiento del eje de basculamiento por el lugar circular alrededor del punto de colada, cuando gira el eje de basculación (es decir, se hace bascular la cuchara) mediante el motor, se logra desplazando el elemento de soporte por un eje Y (la dirección en que se mueve la cuchara hacia y desde el molde) y un eje Z (dirección vertical). El desplazamiento de la cuchara a lo largo del eje Y se consigue mediante un carro, y el desplazamiento de la cuchara a lo largo del eje Z se consigue mediante un elevador. El desplazamiento de la cuchara a lo largo del eje Y y el eje Z que se van a generar cuando bascula, se controla mediante un controlador según un flujo de control. El controlador también controla la velocidad de rotación del eje de basculación (es decir, la velocidad de basculamiento de la cuchara) para controlar la velocidad variable de la superficie del metal fundido. Aquí se denomina "sistema central de punto de colada virtual" para hacer girar el eje de basculación alrededor del punto de colada virtual a fin de mantener el punto de colada virtual en una posición constante con respecto al vaso de colada del molde, como en la patente 3 del estado de la técnica.
La patente 4 del estado de la técnica se refiere a la mejora de la patente 3 del estado de la técnica. En la patente 3 del estado de la técnica, el metal fundido puede colarse fuera del vaso de colada del molde durante la colada si la velocidad y la cantidad de flujo de metal varían debido al basculamiento de la cuchara. Para mejorar este problema, en la patente 4 del estado de la técnica el eje de basculamiento se desplaza por un lugar que se mueve ligeramente del lugar circular del eje de basculamiento alrededor del punto de colada virtual de la patente 3 del estado de la técnica. El desplazamiento del elemento de soporte para la cuchara a lo largo del eje Y se consigue mediante un carro, y su desplazamiento a lo largo del eje Z se logra mediante un accionador. El basculamiento de la cuchara alrededor del centro de basculamiento se logra mediante un sector dentado asegurado en la cuchara y un medio para hacer girar el sector dentado.
En cualquiera de las patentes anteriores 1 a 4 del estado de la técnica, el desplazamiento de la cuchara a lo largo del eje Z se realiza mediante un accionador, una cadena, o un elevador, o la combinación de los mismos. En consecuencia, el dispositivo de colada todavía tiene el problema de que éstos son altos.
La JP 05/069111 A, describe un procedimiento automático para colar metal fundido que usa un dispositivo de colada de tipo basculamiento de cuchara. La cuchara puede bascular alrededor de un eje para ejecutar la operación de colada. Un carro con ruedas en el que está montada la cuchara puede desplazar todo el dispositivo con la cuchara en una dirección longitudinal.
La JP 2005/088041 A, describe un procedimiento para controlar la colada automática de metal fundido, mediante el cual la basculación de la cuchara se ejecuta usando un servomotor controlado por ordenador.
La JP 05/329622 A, describe un dispositivo...
Reivindicaciones:
1. Procedimiento de colada automático que utiliza como mínimo un dispositivo de colada (3) que se puede desplazar por un eje X paralelo a una línea de moldeo (L), en la que al menos se transfiere un molde (1), que comprende una cuchara (2) destinada a bascular para colar metal fundido en un vaso de colada de un molde sin caja o de un molde con caja cerrada (1), pudiéndose desplazar la cuchara (2) a lo largo de un eje Y perpendicular a la línea de moldeo (L) en un plano horizontal,
caracterizado porque la colada se realiza desplazando la cuchara (2) a lo largo del eje X y el eje Y y haciendo bascular la cuchara (2) alrededor de un primer eje de rotación (A) y alrededor de un segundo eje de rotación (B) diferente del primer eje de rotación (A), y que está situado en una posición más cercana al centro de la cuchara (2) que el primer eje de rotación (A).
2. Procedimiento de colada automático según la reivindicación 1, en donde el primer eje de rotación (A) es para hacer bascular la cuchara (2) como mínimo durante un periodo de tiempo comprendido entre el inicio de la colada y el momento justo antes de la detención de la colada, y en donde el segundo eje de rotación (B) es para hacer rebascular la cuchara (2) al menos cuando se detiene la colada.
3. Procedimiento de colada automático según la reivindicación 1 ó 2, en donde al menos en una posición a lo largo del eje Y, que es perpendicular a la línea de moldeo (L) en el plano horizontal; el ángulo de basculamiento alrededor del primer eje de rotación (A), y el ángulo de basculamiento alrededor del segundo eje de rotación (B) de la cuchara (2), se controlan por lo menos cuando se cuela el metal fundido, variando la línea de descarga de metal fundido en función de las propiedades del metal fundido y de la forma de la cuchara (2).
4. Procedimiento de colada automático según la reivindicación 3, en donde el control del basculamiento de la cuchara (2) y el control del desplazamiento de la cuchara (2) a lo largo del eje X y el eje Y se realizan simultáneamente al menos durante un período de tiempo comprendido entre el inicio y la detención de la colada.
5. Procedimiento de colada automático según la reivindicación 3 ó 4, en donde el control del basculamiento de la cuchara (2) y el control del desplazamiento de la cuchara (2) a lo largo del eje X y el eje Y se realizan al mismo tiempo mediante un sistema de programación por aprendizaje como mínimo durante un período de tiempo comprendido entre el inicio y la detención de la colada.
6. Procedimiento de colada automático según las reivindicaciones 3 a 5, en donde el momento en el que el metal fundido comienza a salir de la cuchara (2), cuando se cuela el metal fundido, se detecta con un detector óptico, y el momento detectado se reenvía a un sistema de programación por aprendizaje como el inicio de la colada.
7. Procedimiento de colada automático según las reivindicaciones 3 a 6, en donde el peso del metal fundido colado se mide y luego se reenvía al sistema de programación por aprendizaje como el momento de detención de la colada.
8. Procedimiento de colada automático según cualquiera de las reivindicaciones 1 a 3, en donde la cuchara (2) se cambia por otra cuchara (2) con una grúa elevadora de desplazamiento vertical, un elevador de horquilla, u otro medio de transporte.
9. Procedimiento de colada automático según la reivindicación 1 ó 2, en donde se continúa con la colada desplazando la cuchara (2) a la misma velocidad que la velocidad de desplazamiento del molde (1) por la línea de moldeo (L) cuando el molde (1) se desplaza para iniciar la colada o cuando el molde (1) se desplaza durante la colada.
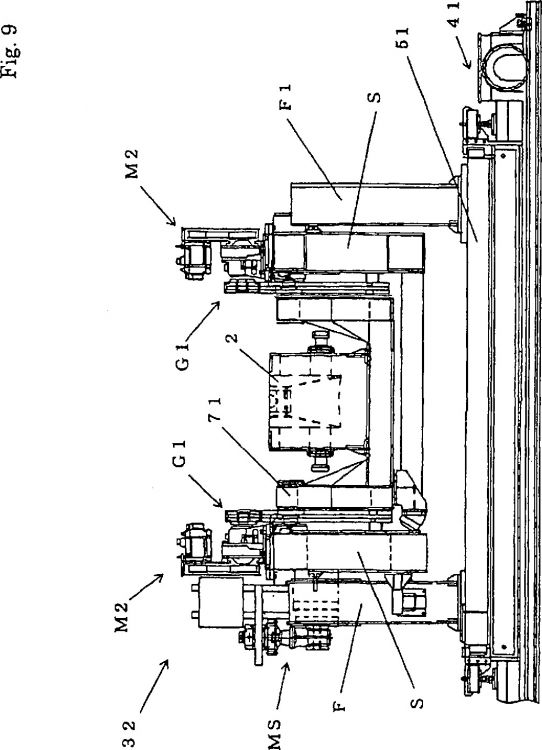
10. Dispositivo de colada automático (3) para colar metal fundido de una cuchara (2) que bascula en al menos un molde (1) de una línea de moldeo (L), que comprende:
un carro inferior (4) que se puede desplazar por un eje X paralelo a la línea de moldeo (L);
un carro superior (5) montado en el carro inferior (4) para desplazarse lateralmente por un eje Y perpendicular a la línea de moldeo (L) en un plano horizontal;
un chasis fijo (F) montado de manera fija en el carro superior (5);
un primer medio de basculamiento para hacer bascular la cuchara (2) alrededor de un primer eje de rotación (A) en el chasis fijo;
un segundo medio de basculamiento para hacer bascular la cuchara (2) alrededor de un segundo eje de rotación (B) diferente del primer eje de rotación (A), y que está situado en una posición más cercana al centro de la cuchara (2) que el primer eje de rotación (A); y
una unidad de control eléctrico provista de un programa que sólo controla el desplazamiento de la cuchara (2) a lo largo del eje X y el eje Y, y el basculamiento de la cuchara alrededor del primer eje de rotación y el segundo eje de rotación (A, B).
11. Dispositivo de colada automático (3) según la reivindicación 10, en donde la unidad de control eléctrico está provista además de un programa para permitir que el primer eje de rotación (A) actúe para hacer bascular la cuchara (2) al menos durante un período de tiempo comprendido entre el inicio de la colada y justo antes de la detención de la colada y para permitir que el segundo eje de rotación (B) actúe para hacer rebascular la cuchara (2) por lo menos cuando se detiene la colada.
12. Dispositivo de colada automático (3) según la reivindicación 10 u 11, en donde la unidad de control eléctrico está provista de un programa para controlar y ajustar al menos una posición a lo largo del eje Y, perpendicular a la línea de moldeo (L) en el plano horizontal, del ángulo de basculamiento alrededor del primer eje de rotación (A) y del ángulo de basculamiento alrededor del segundo eje de rotación (B) de la cuchara, que se controla con reservas por lo menos cuando se cuela el metal fundido, variando la línea de descarga de metal fundido dependiendo de las propiedades del metal fundido y de la forma de la cuchara (2).
13. Dispositivo de colada automático (3) según la reivindicación 10 u 11, en donde la unidad de control eléctrico está provista de un programa para controlar simultáneamente el basculamiento y el desplazamiento a lo largo del eje X y el eje Y de la cuchara (2) al menos durante un período de tiempo comprendido entre el inicio de la colada y la detención de la colada.
14. Dispositivo de colada automático (3) según la reivindicación 10 u 11, en donde la unidad de control eléctrico está provista de un sistema de programación por aprendizaje que puede funcionar para un producto seleccionado antes de fundirlo.
15. Dispositivo de colada automático (3) según la reivindicación 10 u 11, que comprende además un medidor acoplado en la unidad de control eléctrico para medir el peso del metal fundido colado.
16. Dispositivo de colada automático (3) según la reivindicación 10 u 11, en donde un dispositivo móvil para desplazar el molde (1) por la línea de moldeo (L) está provisto de un sensor para detectar la velocidad de desplazamiento del molde (1), y en donde un dispositivo de accionamiento para el carro inferior (4) incluye un servomotor o un motor de accionamiento de control por inversor para accionar el carro inferior (4) a la velocidad de desplazamiento detectada del molde.
17. Dispositivo de colada automático (3) según la reivindicación 10 u 11, en donde el primer medio de basculamiento hace bascular un medio de soporte para la cuchara (2), estando dicho medio montado sobre pivote en el chasis basculante (S).
18. Dispositivo de colada automático (3) según la reivindicación 17, en donde el medio de soporte para la cuchara (2) bascula gracias a un medio giratorio que incluye un sector dentado o una cadena.
19. Dispositivo de colada automático (3) según la reivindicación 18, en donde el primer eje de rotación (A) es para hacer bascular directamente la cuchara (2), el medio de soporte para la cuchara (2) que está montado sobre pivote en el chasis basculante (S) bascula durante un período de tiempo comprendido entre el inicio de la colada y la detención de la colada, el segundo eje de rotación es para hacer bascular de forma indirecta la cuchara (2), y el chasis basculante (S) que está montado sobre pivote en el chasis fijo (F) rebascula al menos cuando se detiene la colada.
Patentes similares o relacionadas:
Procedimiento de fusión por levitación con unidades de inducción móviles, del 23 de Enero de 2020, de ALD VACUUM TECHNOLOGIES GMBH: Procedimiento para la fabricación de cuerpos de fundición a partir de un material con capacidad de conducción eléctrica en el procedimiento […]
Procedimiento de fusión en suspensión con un elemento anular, del 23 de Enero de 2020, de ALD VACUUM TECHNOLOGIES GMBH: Procedimiento para fabricar cuerpos de fundición de un material eléctricamente conductivo por el método de fusión en suspensión, en el que, para producir […]
 Dispositivo y método para la adición dosificada de material fundido y máquina de colada, del 25 de Diciembre de 2019, de MELTEC INDUSTRIEOFENBAU GMBH: Dispositivo para la adición dosificada de material fundido para un dispositivo de colada, con
- un recipiente de dosificación móvil y evacuable […]
Dispositivo y método para la adición dosificada de material fundido y máquina de colada, del 25 de Diciembre de 2019, de MELTEC INDUSTRIEOFENBAU GMBH: Dispositivo para la adición dosificada de material fundido para un dispositivo de colada, con
- un recipiente de dosificación móvil y evacuable […]
Dispositivo y procedimiento para la dosificación de material fundido, del 22 de Mayo de 2019, de STRIKOWESTOFEN GMBH: Dispositivo para la dosificación o el transporte discontinuo de un material líquido o fundido con uno o varios elementos de canalón (5, 6a, 6b) para […]
Estación y procedimiento para trasladar una masa fundida de metal desde un horno de fusión hacia un crisol de transporte así como una disposición y un sistema con una estación de este tipo, del 5 de Diciembre de 2018, de Hydro Aluminium Rolled Products GmbH: Estación para trasladar una masa fundida de metal desde un horno de fusión hacia un crisol de transporte , - con un […]
Dispositivo y método para la adición dosificada de material fundido y máquina de colada, del 11 de Enero de 2017, de MELTEC INDUSTRIEOFENBAU GMBH: Dispositivo de adición dosificada de material fundido para un dispositivo de colada, con - un recipiente dosificador evacuable y móvil entre un […]
Procedimiento y dispositivo para la regulación de la dosificación de metal en celdas de fundición a presión, del 16 de Noviembre de 2016, de STRIKOWESTOFEN GMBH: Procedimiento para la regulación de la dosificación de metal en la fabricación de una multiplicidad de piezas de fundición con una celda de fundición […]
 Mejora de colada de aluminio mediante la aplicación de un campo electromagnético dirigido, del 13 de Junio de 2013, de ALCOA INC.: Un sistema que comprende:
(a) un recipiente , en el que el recipiente comprende:
(i) un cuerpo , en el que el cuerpo está adaptado para contener […]
Mejora de colada de aluminio mediante la aplicación de un campo electromagnético dirigido, del 13 de Junio de 2013, de ALCOA INC.: Un sistema que comprende:
(a) un recipiente , en el que el recipiente comprende:
(i) un cuerpo , en el que el cuerpo está adaptado para contener […]