BOQUILLA DE EXTRUSION Y PROCEDIMIENTO PARA PRODUCIR UNA COMPOSICION POLIMERICA CARGADA EXTRUIDA.
Una boquilla (100) de extrusión que define un Canal (110) de Flujo de la Boquilla que se extiende desde un extremo (103) de la boquilla (100) de extrusión a un extremo opuesto de la boquilla (100) de extrusión y que comprende:
(a) Una Zona (A) de Restricción del Flujo que define un Canal (10) de Flujo Restrictivo que se extiende desde un orificio (12) de entrada a un orificio (14) de salida en extremos opuestos de la Zona (A) de Restricción del Flujo, teniendo el Canal de Flujo (10) Restrictivo: (i) un orificio (14) de salida con un área de la sección transversal igual al área de la sección transversal más pequeña del Canal (110) de Flujo de la Boquilla y (ii) un área de la sección transversal media que es más pequeña que el área circunferencial en el extremo de entrada del Canal (10) de Flujo Restrictivo;
(b) Una Zona (B) de Redistribución de Flujo que define un Canal (20) de Redistribución de Flujo que se extiende desde un orificio (22) de entrada adyacente al orificio (14) de salida del Canal (10) de Flujo Restrictivo a un orificio (24) de salida en un extremo opuesto de la Zona (B) de Flujo Restrictivo, estando el Canal (20) de Redistribución de Flujo en comunicación de fluido con el Canal (10) de Flujo Restrictivo y aumentando inicialmente el área de la sección transversal desde el área de la sección transversal del orificio (14) de salida del Canal (10) de Flujo Restrictivo y
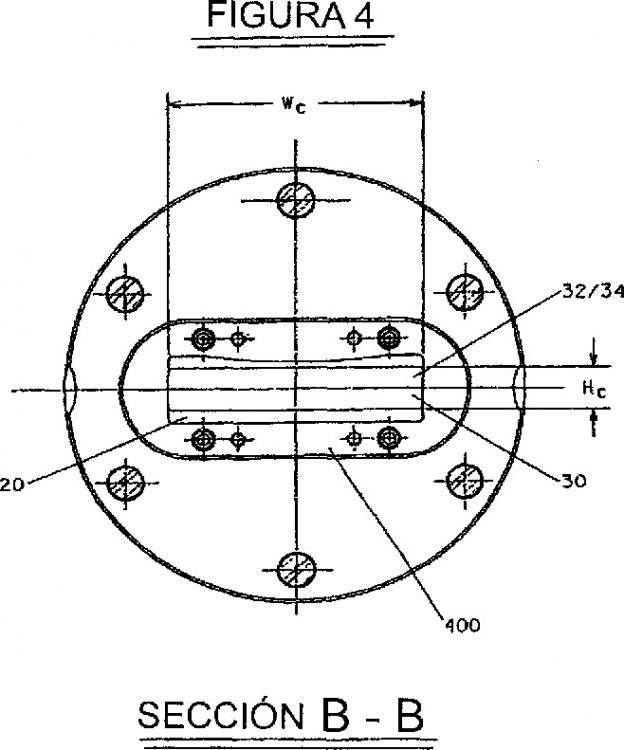
(c) Una Zona (C) de Tierra que define un Canal (30) de Flujo de Tierra que se extiende desde un orificio (32) de entrada, adyacente al orificio (24) de salida del Canal (20) de Flujo de Redistribución a un orificio (34) de salida en un extremo opuesto de la Zona (C) de Tierra, estando el Canal (30) de Flujo de Tierra en comunicación de fluido con el Canal (20) de Flujo de Redistribución y variando menos del 5 por ciento en cualquier dimensión de la sección transversal en dos puntos cualesquiera entre el extremo de entrada y el extremo de salida de la Zona (C) de Tierra;
En la que, el Canal (10) de Flujo Restrictivo presenta un área de la sección transversal promedio más pequeña que los Canales de Flujo de Redistribución (20) o de Tierra (30); una combinación de Canales (10, 20, 30) de Flujo Restrictivo, de Redistribución y de Tierra define el Canal (110) de Flujo de la Boquilla; el Canal (110) de Flujo de la Boquilla proporciona flujo laminar de la masa fundida polimérica completamente por la boquilla (100) desde un extremo (103) de entrada de la boquilla (100), que define el orificio (12) de entrada del Canal (10) de Flujo Restrictivo y la boquilla (100), en un extremo (105) de salida opuesto, que define un orificio de salida del Canal de Flujo de Tierra y la boquilla (100) y en la que la boquilla (100) presenta una relación de compresión menor que 3:1
Tipo: Resumen de patente/invención. Número de Solicitud: W06027442US.
Solicitante: DOW GLOBAL TECHNOLOGIES INC..
Nacionalidad solicitante: Estados Unidos de América.
Dirección: WASHINGTON STREET - 1790 BUILDING,MIDLAND MI 48674.
Inventor/es: MALONE, BRUCE, A., KOPPI,KURT,A.
Fecha de Publicación: .
Fecha Concesión Europea: 30 de Diciembre de 2009.
Clasificación Internacional de Patentes:
- B29C47/14
- B29C47/70B
Clasificación PCT:
- B29C47/12
- B29C47/14
Fragmento de la descripción:
Boquilla de extrusión y procedimiento para producir una composición polimérica cargada extruída.
Antecedentes de la invención
La presente invención se refiere a una boquilla de extrusión que contiene una Zona de Restricción de Flujo, una Zona de Redistribución de Flujo y una Zona de Tierra. La presente invención también se refiere a un procedimiento que usa la boquilla de extrusión para preparar una composición polimérica cargada, extruída, con una carga altamente dispersada y uniformemente distribuida.
Dispersar carga en una matriz polimérica, en particular cuando la carga y el polímero no son especialmente compatibles, ha sido históricamente un reto. El reto aumenta a medida que aumenta la cantidad de carga en relación con el material de la matriz y porque los requerimientos del producto imponen una composición altamente uniforme. Preparar una composición extruída que comprenda una carga hidrófila dispersada en un polímero hidrófobo representa un reto tal debido a que la carga y el polímero no son especialmente compatibles. El reto es más difícil cuando la carga y/o el material de la matriz tiene tendencia a degradarse térmicamente, tal como es el caso para las cargas de celulosa. Preparar composiciones extruídas de carga de madera en una matriz termoplástica presenta importantes dificultades (véase, por ejemplo, la Patente de EE.UU. (USP) 5.851.469 columna 1, línea 52 a la columna 2, línea 25).
A pesar de las dificultades de preparación, un material compuesto extruído de partículas de madera en una matriz polimérica termoplástica (composición de madera/plástico) es una alternativa deseable para un tablero de madera para aplicaciones tales como materiales de revestimiento (por ejemplo, tableros y enrejados). Una composición de madera/plástico requiere menos material de madera por unidad de volumen, puede utilizar un material de madera de grado inferior (incluyendo materiales de madera de reciclado y de desecho) y puede tener una duración de la vida útil mayor que una alternativa de madera.
Las composiciones de madera/plástico extruídas están comercialmente disponibles. Sin embargo, los productos y la bibliografía revelan que aún existe la necesidad de una composición de madera/plástico con carga de madera altamente dispersada y uniformemente distribuida y un método eficaz para preparar dicha composición.
La patente de EE.UU. 4.708.623 ('623) explica que los diseños de husillo de extrusora monoaxiales y biaxiales, convencionales, son insuficientes para dispersar carga de madera en una matriz polimérica y describe una zona de husillos no convencional con el propósito de liberar fibras de madera en una extrusora. La patente '623 describe la extrusión de gránulos de carga de madera encapsulada usando una boquilla con múltiples orificios (placa para trenzar) y volviendo a fabricar después esos gránulos en artículos moldeados. A la luz de las líneas de soldadura evidentes en la patente de EE.UU. 5.516.472 (véase a continuación), un trabajador cualificado esperaría que los gránulos de la patente '623, que han sido extruídos por una placa para trenzar, tuvieran una distribución de carga no uniforme. Adicionalmente, el procedimiento de extrusión de una composición polimérica cargada en gránulos y el moldeado después, con posterioridad, de los gránulos de la composición en un artículo, es indeseablemente menos eficiente que un proceso en una etapa que mezcle y extruya una composición en un artículo en una sola etapa.
La patente de EE.UU. 5.516.472 ('472) y los miembros de su familia explican un método para dispersar y distribuir carga de madera en una matriz termoplástica usando un método de trenzado que requiere la extrusión por una boquilla para trenzar. Sin embargo, el método de trenzado de la patente '472 produce líneas de soldadura en el producto extruído, que son evidentes a la vista de una superficie alisada del producto extruído, perpendicular a la dirección de extrusión del producto (desde el extremo). Presumiblemente, las líneas de soldadura son una piel rica en polímero alrededor de cada hebra, que da como resultado la dispersión no homogénea en las superficies de las hebras. Como resultado, los productos de la patente '472 presentan un aspecto desde el extremo, no homogéneo, cuando se alisan. Los productos extruídos de la patente '472 también presentan supuestamente problemas de absorción de la humedad a lo largo de canales longitudinales también (véase la patente de EE.UU. 6.153.293 columna 3, línea 65 a la columna 4, línea 6).
Otro método para facilitar el mezclamiento de carga en una composición polimérica extruída es usar una boquilla con una relación de compresión de al menos 3:1. El aumento de la relación de compresión también puede aumentar el módulo de flexión de un producto extruído que contenga carga. Una relación de compresión es una relación del área de la sección transversal más ancha de una boquilla al área de la sección transversal de un orificio de salida de la boquilla. Una boquilla con una relación de compresión de 3:1 requiere un canal de flujo de la boquilla con un área de la sección transversal al menos tres veces el área de la sección transversal del orificio de salida de la boquilla (esto es, aproximadamente la del producto extruído). Desafortunadamente, una boquilla que produce una relación de compresión de al menos 3:1 puede llegar a ser inconvenientemente grande cuando se diseña para fabricar productos con grandes áreas de sección transversal. Además, o como alternativa, aumentar el mezclamiento por aumento de la relación de compresión de una boquilla requiere enfriar una composición polimérica para obtener una viscosidad elevada del fundido dentro de la boquilla, que tiende a inhibir que se consiga un aspecto superficial de calidad de un producto extruído, final.
La patente de EE.UU. 4015925 describe una estructura de boquilla de extrusión formada para proporcionar condiciones de flujo y control mejorados incluyendo la igualación del flujo del material de resina plastificado en una zona próxima a la porción del reborde de la boquilla.
La patente internacional WO 95/05932 describe un procedimiento para la extrusión de termoplástico, que puede incluir carga, por un conjunto de boquilla, para formar un producto termoplástico con componentes orientados.
Es deseable un método eficaz para preparar una composición polimérica cargada, en particular una composición cargada de talco o de madera, que presente carga altamente dispersada y uniformemente distribuida, en particular carga de talco o de madera. Es más deseable un método que permita el uso de una extrusora convencional sin la necesidad de una boquilla de trenzado o una relación de compresión de al menos 3:1.
Breve resumen de la invención
La presente invención adelanta la técnica proporcionando una boquilla de extrusión y un procedimiento que usa la boquilla que es adecuada para preparar eficazmente composiciones poliméricas cargadas que comprenden carga de madera altamente dispersada y uniformemente distribuida en una matriz polimérica directamente de una extrusora.
En un primer aspecto de la presente invención, una boquilla (100) de extrusión que define un Canal (110) de Flujo de la Boquilla que se extiende desde un extremo (103) de la boquilla (100) de extrusión a un extremo opuesto de la boquilla (100) de extrusión y que comprende:
- (a) Una Zona (A) de Restricción del Flujo que define un Canal (10) de Flujo Restrictivo que se extiende desde un orificio (12) de entrada a un orificio (14) de salida en extremos opuestos de la Zona (A) de Restricción del Flujo, teniendo el Canal de Flujo (10) Restrictivo: (i) un orificio (14) de salida con un área de la sección transversal igual al área de la sección transversal más pequeña del Canal (110) de Flujo de la Boquilla y (ii) un área de la sección transversal media que es más pequeña que el área circunferencial en el extremo de entrada del Canal (10) de Flujo Restrictivo;
- (b) Una Zona (B) de Redistribución de Flujo que define un Canal (20) de Flujo de Redistribución que se extiende desde un orificio (22) de entrada adyacente al orificio (14) de salida del Canal (10) de Flujo Restrictivo a un orificio (24) de salida en un extremo opuesto de la Zona (B) Restrictiva de Flujo, estando el Canal (20) de Flujo de Redistribución en comunicación de fluido con el Canal (10) de Flujo Restrictivo y aumentando inicialmente...
Reivindicaciones:
1. Una boquilla (100) de extrusión que define un Canal (110) de Flujo de la Boquilla que se extiende desde un extremo (103) de la boquilla (100) de extrusión a un extremo opuesto de la boquilla (100) de extrusión y que comprende:
- (a) Una Zona (A) de Restricción del Flujo que define un Canal (10) de Flujo Restrictivo que se extiende desde un orificio (12) de entrada a un orificio (14) de salida en extremos opuestos de la Zona (A) de Restricción del Flujo, teniendo el Canal de Flujo (10) Restrictivo: (i) un orificio (14) de salida con un área de la sección transversal igual al área de la sección transversal más pequeña del Canal (110) de Flujo de la Boquilla y (ii) un área de la sección transversal media que es más pequeña que el área circunferencial en el extremo de entrada del Canal (10) de Flujo Restrictivo;
- (b) Una Zona (B) de Redistribución de Flujo que define un Canal (20) de Redistribución de Flujo que se extiende desde un orificio (22) de entrada adyacente al orificio (14) de salida del Canal (10) de Flujo Restrictivo a un orificio (24) de salida en un extremo opuesto de la Zona (B) de Flujo Restrictivo, estando el Canal (20) de Redistribución de Flujo en comunicación de fluido con el Canal (10) de Flujo Restrictivo y aumentando inicialmente el área de la sección transversal desde el área de la sección transversal del orificio (14) de salida del Canal (10) de Flujo Restrictivo y
- (c) Una Zona (C) de Tierra que define un Canal (30) de Flujo de Tierra que se extiende desde un orificio (32) de entrada, adyacente al orificio (24) de salida del Canal (20) de Flujo de Redistribución a un orificio (34) de salida en un extremo opuesto de la Zona (C) de Tierra, estando el Canal (30) de Flujo de Tierra en comunicación de fluido con el Canal (20) de Flujo de Redistribución y variando menos del 5 por ciento en cualquier dimensión de la sección transversal en dos puntos cualesquiera entre el extremo de entrada y el extremo de salida de la Zona (C) de Tierra;
En la que, el Canal (10) de Flujo Restrictivo presenta un área de la sección transversal promedio más pequeña que los Canales de Flujo de Redistribución (20) o de Tierra (30); una combinación de Canales (10, 20, 30) de Flujo Restrictivo, de Redistribución y de Tierra define el Canal (110) de Flujo de la Boquilla; el Canal (110) de Flujo de la Boquilla proporciona flujo laminar de la masa fundida polimérica completamente por la boquilla (100) desde un extremo (103) de entrada de la boquilla (100), que define el orificio (12) de entrada del Canal (10) de Flujo Restrictivo y la boquilla (100), en un extremo (105) de salida opuesto, que define un orificio de salida del Canal de Flujo de Tierra y la boquilla (100) y en la que la boquilla (100) presenta una relación de compresión menor que 3:1.
2. La boquilla (100) según la reivindicación 1, en la que el Canal (110) de Flujo de la Boquilla por (a), (b) y (c) es accesible por sólo dos aberturas, una en el extremo (103) de entrada y otra en el extremo (105) de salida de la boquilla (100).
3. La boquilla (100) según la reivindicación 1, en la que la boquilla (100) comprende al menos un componente modular.
4. La boquilla (100) según la reivindicación 3, en la que al menos una de: la Zona (A) de Restricción de Flujo, la Zona (B) de Restricción de Flujo y la Zona (C) de Tierra, comprende un componente modular.
5. La boquilla (100) según la reivindicación 1, en la que la boquilla (100) tiene una relación de compresión menor que 2:1.
6. La boquilla (100) según la reivindicación 1, en la que la Zona (A) de Restricción de Flujo presenta una longitud de 10 centímetros (4 pulgadas) o menos.
7. La boquilla (100) según la reivindicación 1, en la que el Canal (10) de la Zona Restrictiva presenta una sección transversal circular en cualquier punto en la Zona (A) de Restricción de Flujo.
8. La boquilla (100) según la reivindicación 7, en la que la Zona (B) de Redistribución de Flujo distribuye masa fundida polimérica desde el Canal (10) de Flujo Restrictivo a un Canal (30) de Flujo de Tierra rectangular.
9. La boquilla (100) según la reivindicación 1, en la que el Canal (30) de Flujo de Tierra tiene al menos una pared con surcos que se extienden en la dirección de extrusión del Canal (30) de Flujo de tierra.
10. La boquilla (100) según la reivindicación 1, en la que el Canal (10) de Flujo Restrictivo contiene deflectores de mezclamiento estático que permiten el flujo laminar por el Canal (10) de Flujo Restrictivo.
11. La boquilla (100) según la reivindicación 1, en la que el Canal (10) de Flujo Restrictivo está exento de deflectores de mezclamiento estático.
12. La boquilla (100) según la reivindicación 1, en la que el Canal (10) de Flujo Restrictivo tiene una sección transversal circular, tiene entre 2,5 y 5 centímetros (cm) (una y dos pulgadas) de largo, presenta un orificio (14) de salida que tiene entre 1,3 y 3,8 cm (0,5 y 1,5 pulgadas) de diámetro y está exento de elementos de mezclamiento estáticos.
13. Un procedimiento para extruir una composición polimérica cargada en un artículo, comprendiendo el procedimiento extruir una composición que comprende un polímero y una carga de una extrusora y por una boquilla (100) de extrusión, según la reivindicación 1.
14. El procedimiento según la reivindicación 13, en el que la carga se selecciona de un grupo que consiste en mica, talco y materiales celulósicos.
15. El procedimiento según la reivindicación 13, en el que la composición polimérica cargada contiene un 40 por ciento en volumen o más de carga, basado en el volumen total de composición polimérica cargada.
16. El procedimiento según la reivindicación 15, en el que la carga es hidrófila y el polímero es polietileno o polipropileno.
17. El procedimiento según la reivindicación 16, en el que el polímero es polietileno de alta densidad.
18. El procedimiento según la reivindicación 13, en el que la extrusora es una extrusora de doble husillo cónica.
19. El procedimiento según la reivindicación 13, en el que la boquilla (100) de extrusión presenta un Canal (10) de Flujo Restrictivo que presenta una sección transversal circular, tiene entre 2,5 y 5 cm (una y dos pulgadas) de largo, presenta un orificio (14) de salida que tiene entre 1,3 y 3,8 cm (0,5 y 1,5 pulgadas) de diámetro y está libre de elementos de mezclamiento estático.
20. El procedimiento según la reivindicación 13, en el que la boquilla (100) es la boquilla (100) según la reivindicación 10.
Patentes similares o relacionadas:
Método de producción de una lámina de película fina altamente orientada de sustancia inorgánica en polvo, del 18 de Octubre de 2017, de TBM Co., Ltd: Un método de producción de una lámina de película fina altamente mezclada de sustancia inorgánica en polvo que mezcla y amasa sustancia inorgánica […]
Matriz de coextrusión y método para fabricar un artículo extruido usando la misma, del 11 de Enero de 2017, de 3M INNOVATIVE PROPERTIES COMPANY: Una matriz para coextrudir al menos una primera composición polimérica extrudible y una segunda composición polimérica extrudible, comprendiendo la matriz: […]
 Proceso y equipo de extrusión de espuma de poliéster que pueden ser utilizados en plantas para la fabricación de láminas, planchas o tubos de espuma de poliéster, del 10 de Diciembre de 2015, de COSTRUZIONI MECCANICHE LUIGI BANDERA S.P.A.: Equipo de extrusión de espuma de poliéster que comprende un armazón termorregulado dotado de una entrada de alimentación de material de poliéster […]
Proceso y equipo de extrusión de espuma de poliéster que pueden ser utilizados en plantas para la fabricación de láminas, planchas o tubos de espuma de poliéster, del 10 de Diciembre de 2015, de COSTRUZIONI MECCANICHE LUIGI BANDERA S.P.A.: Equipo de extrusión de espuma de poliéster que comprende un armazón termorregulado dotado de una entrada de alimentación de material de poliéster […]
Herramienta de revestimiento para la aplicación de una película de líquido sobre un sustrato, del 23 de Abril de 2014, de FMP Technology GmbH Fluid Measurements & Projects: Herramienta de revestimiento para la aplicación de una película de líquido sobre un sustrato, en la que curso arriba de una tobera de ranura , que se extiende […]
 Procedimiento para fabricar un precursor en forma de estera, del 16 de Octubre de 2013, de TRESPA INTERNATIONAL B.V.: Procedimiento para la fabricación en continuo de un precursor en forma de estera para placas a partir de una mezcla consistente en fibras y/o gránulos de celulosa […]
Procedimiento para fabricar un precursor en forma de estera, del 16 de Octubre de 2013, de TRESPA INTERNATIONAL B.V.: Procedimiento para la fabricación en continuo de un precursor en forma de estera para placas a partir de una mezcla consistente en fibras y/o gránulos de celulosa […]
Superficie decorativa ionomérica coextrusionada y multicapa, del 14 de Marzo de 2012, de E.I. DU PONT DE NEMOURS AND COMPANY: Hoja o película multicapa pigmentada termoconformable que comprende: a) una primera capa polimérica coextrusionada que consta esencialmente de ionómero; b) […]
MÉTODO PARA PRODUCIR PRODUCTOS CAPILARES, del 14 de Diciembre de 2011, de CAMBRIDGE ENTERPRISE LIMITED: Método para producir un producto extruido que comprende una pluralidad de canales capilares a lo largo de su longitud, comprendiendo el método los pasos de: […]
 CABEZAL DE INYECCION, del 13 de Diciembre de 2010, de TROESTER GMBH & CO.KG: Cabezal de inyección para uno o varios extrusores, que presenta dos partes de cabezal basculables una con relación a otra por medio de una respectiva articulación […]
CABEZAL DE INYECCION, del 13 de Diciembre de 2010, de TROESTER GMBH & CO.KG: Cabezal de inyección para uno o varios extrusores, que presenta dos partes de cabezal basculables una con relación a otra por medio de una respectiva articulación […]