CABEZAL DE INYECCION.
Cabezal de inyección (1) para uno o varios extrusores, que presenta dos partes de cabezal (4,
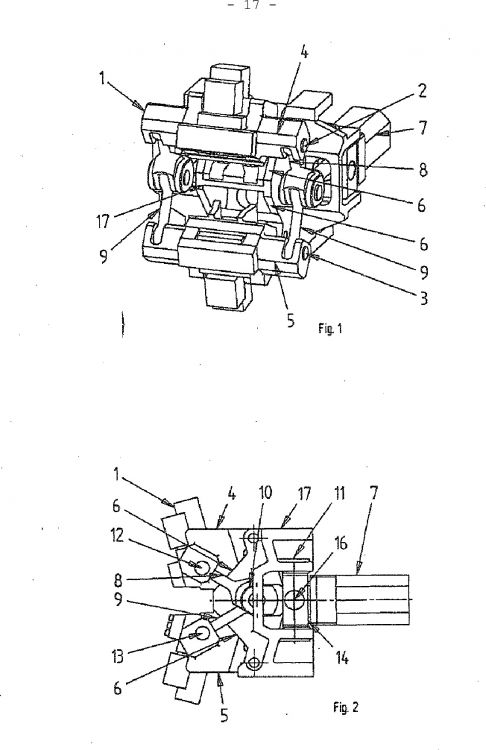
5) basculables una con relación a otra por medio de una respectiva articulación (2, 3), las cuales, en una posición de trabajo, se aplican a una superficie de junta (6) y pueden ser pretensadas por medio de un accionamiento (7), especialmente un cilindro hidráulico, y por medio del accionamiento (7) pueden ser basculadas hasta una posición de reposo abierta que posibilita un acceso libre, caracterizado porque el accionamiento (7) está unido con ambas partes de cabezal (4, 5) por medio de un elemento de unión (10) que tiene dos barras de tracción (8, 9) móviles una con relación a otra, en donde, por medio del accionamiento (7), las partes de cabezal (4, 5) pueden ser inmovilizadas en la posición de trabajo y pueden ser también basculadas hacia la posición de reposo
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08008825.
Solicitante: TROESTER GMBH & CO.KG.
Nacionalidad solicitante: Alemania.
Dirección: AM BRABRINKE 1-4 D-30519 HANNOVER ALEMANIA.
Inventor/es: UNLAND,ECKHARD, HOFFMANN,WIELAND.
Fecha de Publicación: .
Fecha Solicitud PCT: 13 de Mayo de 2008.
Fecha Concesión Europea: 21 de Julio de 2010.
Clasificación Internacional de Patentes:
- B29C47/08E
Clasificación PCT:
- B29C47/14
- B29C47/56
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
La invención concierne a un cabezal de inyección para uno o varios extrusores que está destinado especialmente a 5 uno o varios componentes y que presenta dos partes de cabezal basculables una con relación a otra por medio de una respectiva articulación, las cuales se aplican a una superficie de junta en una posición de trabajo, pueden ser pretensadas por medio de un accionamiento, especialmente 10 un cilindro hidráulico, y son basculables por medio del accionamiento hasta una posición de reposo abierta que posibilita un acceso libre.
Tales cabezales de inyección se utilizan ya frecuentemente en la práctica en combinación con uno o 15 varios extrusores. Las partes de cabezal pueden moverse hasta una posición de reposo con fines de limpieza o cambio de equipamiento.
Los cabezales de inyección para la manipulación de mezclas de caucho, aparte de requerir la posición de 20 trabajo cerrada, requieren también una posición de reposo abierta en la que se puedan cambiar o limpiar canales de flujo del cabezal de inyección. En la posición de trabajo las partes del cabezal tienen que aguantar la presión de la mezcla de caucho. La potencia de accionamiento 25 necesaria para el movimiento de basculación hasta la posición de reposo, por un lado, y para la inmovilización de las partes del cabezal en la posición de trabajo cerrada, por otro lado, es aplicada aquí por medio de varios accionamientos, especialmente cilindros 30 hidráulicos.
En la práctica, se conocen ya cabezales de inyección
denominados cabezales de abrazaderas en los que dos abrazaderas laterales opuestas una a otra inmovilizan cada vez ambas partes del cabezal en la posición de trabajo. Tales abrazaderas son capaces de absorber fuerzas considerablemente mayores que las de las unidades de 5 pistón-cilindro hidráulicos que sirven para su movimiento. Las abrazaderas tiene para ello una superficie de contacto que forma un plano de apriete, de modo que un desplazamiento en dirección al lado del cabezal de inyección vuelto haca los extrusores conduce a un aumento 10 de las fuerzas de apriete, tal como se revela en los documentos DE 22 01 631 C3 y DE-OS 22 36 363, en donde las fuerzas de cohesión son absorbidas por abrazaderas que son desplazadas por unidades de pistón-cilindro y aseguradas en su posición de cierre. 15
Se ha dado a conocer en este documento DE-OS 22 36 363 el recurso de unir en un cabezal de inyección ancho la parte móvil y la parte inmóvil una con otra por medio de abrazaderas basculables que son presionadas por unidades de pistón-cilindro hidráulicos hacia su asiento de 20 apriete.
Se manifiesta aquí como desventajoso el hecho de que, para ajustar la posición de reposo, se tiene que soltar primero la abrazadera por medio del accionamiento y ésta tiene que ser basculada seguidamente hacia fuera de la 25 posición de apertura de las partes del cabezal por medio de otro accionamiento.
Asimismo, se conocen ya también cabezales de inyección denominados cabezal de martillo en los que cada una de las partes del cabezal lleva asociados dos 30 respectivos elementos de tracción exteriores sustancialmente paralelos que encajan con un cabezal de
elemento de tracción, en la posición de trabajo, en una cavidad correspondiente de la respectiva parte del cabezal, de modo que la fuerza de prensado necesaria puede ser aplicada por los elementos de tracción.
El documento DE 42 36 120 C1 describe ya un cabezal 5 de inyección de esta clase para una instalación de extrusión de la industria manipuladora de caucho o plástico, el cual consiste en una parte de cabezal estacionaria, que se debe embridar a la instalación de extrusión, y al menos una parte de cabezal basculable para 10 fines de limpieza, la cual se aplica a la regleta de inyección y está articulada en la parte de cabezal estacionaria por medio de una articulación. Las partes del cabezal están aquí firmemente sujetas a la parte estacionaria, en la posición de trabajo, por medio de un 15 par de anclajes de tracción maniobrados por una respectiva unidad de pistón-cilindro y pueden ser hechas bascular hasta la posición de reposo por medio de otra unidad de pistón-cilindro.
Asimismo, se conocen por el documento DE 34 30 062 C2 20 y en otra forma de realización por el documento DE 37 36 231 A1 unos respectivos cabezales de inyección en los que las partes móviles del cabezal de inyección aplican las altas fuerzas de cierre necesarias por medio de solamente unidades de pistón-cilindro. Esto hace necesario el empleo 25 de unidades de pistón-cilindro muy potentes.
En el caso del documento DE 34 30 062 C2 la unidad de pistón-cilindro está articulada por uno de sus extremos, de forma basculable hacia fuera, en la parte estacionaria del cabezal de inyección. Durante el proceso de apertura 30 la unidad de pistón-cilindro es presionada hacia fuera bajo la influencia de esta corredera, de modo que los
anclajes de tracción son hechos bascular hacia fuera de la trayectoria de movimiento de las partes basculables del cabezal de inyección para su proceso de apertura.
Además, se conoce por el documento DE-OS 24 57 532 un cabezal de extrusión sencillo con dos mitades de cabezal 5 móviles, cuya juntura de separación común pasa por el eje del extrusor y las cuales forman contra el lado frontal del extrusor otra respectiva juntura de separación o emparejamiento de superficies de presión. En este extrusor conocido están articulados centradamente, arriba y abajo, 10 en el cilindro del extrusor de tornillo sinfín sendos cilindros hidráulicos que sirven con sus vástagos de pistón en sendas palancas dobles para liberar y afianzar el cartucho y la regleta perfilada y para abrir, cerrar y afianzar las partes del cabezal. Prescindiendo de que este 15 sistema de cierre está limitado a un cabezal de extrusión con dos partes de cabezal móviles, se tienen que bascular lateralmente unas abrazaderas para abrir y cerrar también las partes de este cabezal de extrusión.
En cualquier caso, los bastidores de tracción tienen 20 que bascularse hacia un lado cuando las partes de cabezal móviles deban ser subidas o bajadas para abrir los canales de alimentación. Sin embargo, la basculación lateral de los bastidores de tracción, que de todos modos son muy anchos, requiere una considerable ocupación de espacio. 25 Además, los cilindros hidráulicos también basculables para ello tienen que estar unidos con una fuente de presión a través de tuberías flexibles.
Es conocida también una forma de construcción en la que las partes del cabezal son basculables de la manera 30 usual alrededor de articulaciones dispuestas a ambos lados de un eje longitudinal por medio de un único accionamiento
asociado a la respectiva parte del cabezal. Los accionamientos, realizados como cilindros hidráulicos, sirven aquí tanto para la transmisión de la fuerza de retención y las fuerzas de junta en la posición de trabajo como para la basculación hacia la posición de reposo y 5 están dispuestos para ello en una posición sustancialmente transversal al eje longitudinal. Se manifiestan aquí como desventajosas las sensiblemente mayores dimensiones así resultantes.
El documento DE 39 23 290 C1 concierne a un cabezal 10 de extrusión para la fabricación de perfiles a partir de diferentes tipos de mezclas de caucho y/o de plástico que se expulsan de varios extrusores, con al menos una parte de cabezal móvil. Un accionamiento sirve aquí para generar la fuerza de cierre que comprime las partes principales y 15 para maniobrar un dispositivo de enclavamiento cuneiforme que presenta abrazaderas.
El documento DE 37 29 447 A1 concierne a un cabezal de extrusión unido con un extrusor y dotado de una parte de cabezal estacionaria y una disposición de parte de 20 cabezal móvil para la fabricación de tiras perfiladas de materiales plásticos, especialmente mezclas de caucho. El cabezal de extrusión presenta una parte de cabezal estacionaria que está unida con tres extrusores dispuestos uno sobre otro. En uno de sus extremos laterales la parte 25 del cabezal presenta unos sujetadores para un eje de basculación en torno al cual está montada en forma basculable una parte de cabezal delantera. En los lados superior e inferior del cabezal de extrusión están articulados en la parte de cabezal estacionaria unos 30 respectivos cilindros hidráulicos cuyo vástago de pistón está articulado en la parte de cabezal móvil.
Para abrir el cabezal de extrusión se retrotraen primero los cilindros...
Reivindicaciones:
1. Cabezal de inyección (1) para uno o varios extrusores, que presenta dos partes de cabezal (4, 5) basculables una con relación a otra por medio de una respectiva articulación (2, 3), las cuales, en una 5 posición de trabajo, se aplican a una superficie de junta (6) y pueden ser pretensadas por medio de un accionamiento (7), especialmente un cilindro hidráulico, y por medio del accionamiento (7) pueden ser basculadas hasta una posición de reposo abierta que posibilita un acceso libre, 10 caracterizado porque el accionamiento (7) está unido con ambas partes de cabezal (4, 5) por medio de un elemento de unión (10) que tiene dos barras de tracción (8, 9) móviles una con relación a otra, en donde, por medio del accionamiento (7), las partes de cabezal (4, 5) pueden ser 15 inmovilizadas en la posición de trabajo y pueden ser también basculadas hacia la posición de reposo.
2. Cabezal de inyección (1) según la reivindicación 1, caracterizado porque al menos dos accionamientos (7) que actúan sobre un respectivo elemento de unión (10) 20 están dispuestos a ambos lados del cabezal de inyección (1).
3. Cabezal de inyección (1) según las reivindicaciones 1 ó 2, caracterizado porque los accionamientos (7) están dispuestos en un plano común con 25 un eje medio longitudinal del cabezal de inyección (1).
4. Cabezal de inyección (1) según al menos una de las reivindicaciones anteriores, caracterizado porque cada parte de cabezal (4, 5) presenta puntos de conexión articulada (12, 13) para las barras de tracción (8, 9), de 30 modo que, en la posición de trabajo, las líneas de acción de la fuerza de retención transmisible por medio de las
barras de tracción (8, 9) son sustancialmente paralelas a las fuerzas de presión de masa que se presentan durante el funcionamiento.
5. Cabezal de inyección (1) según al menos una de las reivindicaciones anteriores, caracterizado porque los 5 puntos de conexión articulada (12, 13) de las barras de tracción (8, 9) en la respectiva parte de cabezal (4, 5) están determinados de tal manera que la respectiva orientación de las barras de tracción (8, 9) en la posición de trabajo sea sustancialmente perpendicular a 10 una superficie de junta (6) asociada a la respectiva parte de cabezal (4, 5).
6. Cabezal de inyección (1) según al menos una de las reivindicaciones anteriores, caracterizado porque, en la posición de trabajo, las barras de tracción (8, 9) 15 asociadas a un accionamiento común (7) encierran un ángulo de menos de 90º, especialmente un ángulo comprendido entre 40º y 80º.
7. Cabezal de inyección (1) según al menos una de las reivindicaciones anteriores, caracterizado porque las 20 barras de tracción (8, 9) asociadas a un accionamiento común (7) están unidas con el accionamiento (7) por medio de sendos cojinetes (11) realizados como cojinetes radiales y los dos cojinetes (11) están dispuestos coaxialmente. 25
8. Cabezal de inyección (1) según la reivindicación 7, caracterizado porque los cojinetes (11) y las articulaciones (2, 3) de las dos partes de cabezal (4, 5) están dispuestos en un plano común.
9. Cabezal de inyección (1) según al menos una de 30 las reivindicaciones anteriores, caracterizado porque el accionamiento (7) está dispuesto en forma limitadamente
móvil para compensar tolerancias de ubicación.
10. Cabezal de inyección (1) según la reivindicación 9, caracterizado porque el accionamiento (7) es limitadamente basculable alrededor de dos ejes (15, 16) del espacio por medio de un montaje, especialmente 5 cardánico, (14).
11. Cabezal de inyección (1) según al menos una de las reivindicaciones anteriores, caracterizado porque el accionamiento (7) está apoyado contra un contrafuerte esférico al menos a tramos para compensar tolerancias de 10 ubicación.
Patentes similares o relacionadas:
Módulo repetidor de secuencia de capas para una matriz de coextrusión de discos modular y su utilización, del 10 de Abril de 2019, de RENOLIT Nederland B.V: Un módulo repetidor de secuencia de capas que incluye una celda de discos anulares delgados dispuestos axialmente para una matriz de coextrusión, […]
Artículo multicapa permeable al vapor y prácticamente impermeable al agua, del 27 de Septiembre de 2017, de Fiberweb, LLC: Un artículo, que comprende; un sustrato no tejido ; una primera película soportada por el sustrato no tejido , la primera película […]
 Dispositivo de adaptador de cabeza de extrusión continua para un moldeo por soplado de preformas, del 13 de Junio de 2012, de UNILOY MILACRON S.R.L: Dispositivo (10D) de adaptador para una cabeza de extrusión continua para un moldeo por soplado depreformas, comprendiendo la cabeza de extrusión:
- […]
Dispositivo de adaptador de cabeza de extrusión continua para un moldeo por soplado de preformas, del 13 de Junio de 2012, de UNILOY MILACRON S.R.L: Dispositivo (10D) de adaptador para una cabeza de extrusión continua para un moldeo por soplado depreformas, comprendiendo la cabeza de extrusión:
- […]
PROCEDIMIENTO Y DISPOSITIVO PARA PRODUCIR NEUMATICOS DE DOS CAPAS., del 16 de Febrero de 2006, de BRIDGESTONE CORPORATION: Un procedimiento para producir una doble capa de un neumático de automóvil ; comprendiendo el procedimiento la etapa de coextrusionar […]
PROCEDIMIENTO DE FABRICACION POR EXTRUSION DE UN PERFIL DE SECCION VARIABLE LOCALMENTE., del 16 de Mayo de 2005, de SOCIETE ANONYME DITE: MESNEL: LA INVENCION SE REFIERE A UN PROCEDIMIENTO DE FABRICACION POR EXTRUSION DE UN PERFIL DE AL MENOS UN MATERIAL TERMOPLASTICO O DE CAUCHO, CON SECCION TRANSVERSAL LOCALMENTE […]
APARATO Y PROCEDIMIENTO PARA LA EXTRUSION DE CAUCHO NO VULCANIZADO., del 1 de Marzo de 2005, de BRIDGESTONE CORPORATION: Aparato para la extrusión de caucho no vulcanizado que comprende un primer cuerpo extrusor principal para la extrusión de un primer caucho […]
CABEZAL DE EXTRUSION., del 1 de Noviembre de 2004, de THYSSEN KRUPP AG: EL CABEZAL DE EXTRUSION LLEVA UNA PIEZA DE CABEZAL FIJA Y SENDAS PIEZAS DE CABEZAL SUPERIOR E INFERIOR, MOVILES, Y EVENTUALMENTE UNA PIEZA INTERMEDIA MOVIL, […]
PRODUCCION DE BANDAS DE CAUCHO DE RODADURA PARA NEUMATICOS., del 1 de Marzo de 2003, de BRIDGESTONE CORPORATION: UN NEUMATICO QUE INCLUYE UNA PORCION DE CAUCHO DE BAJA CONDUCTIVIDAD QUE FORMA AL MENOS UNA PORCION DE CAUCHO DE CUBIERTA DEL CAUCHO EN CAPAS […]